FUJI 用户手册.pdf - 第63页
2.Job 编制器 (Job Builder) ETEN0643 50 Fuji Flexa 用户手册 2.7.15 跳过元件 有两种不同的方法可用于跳过元 件。在第一种方法中,可以同时变 动多个元件。 方法一:利用 [Skip Part] 指令 1. 在视图或坐标列表中选择要跳过的元件 (当选择元件时按住 Shift 键可同时选择多个元 件) 。 2. 从 [Edit] 菜单中选择 [Skip Part], 弹出一个消息框。 3. 单…

ETEN0643 2.Job 编制器 (Job Builder)
Fuji Flexa 用户手册 49
式列表, 从列表中选择贴装所选择元件的机器。
新的元件分配设置在下一次生成生产程序时生效。
方法三:分配的限制
1. 在生产线平衡时,可以限制分配元件的机器。
2. 打开限制分配元件的数据。
3. 将 [limit Target Machines] 设定为 [Yes],显示 [Target Machine List]。
4. 双击 [Target Machine List] 的空白区域, 将一览显示分配可能的机器。选择要进行分
配的机器。
手工分配元件时,将无视此功能。
2.7.12 生产线平衡
实行生产线平衡是为了尽可能的平衡每台机器的工作负载。就目前而言,当要贴装大量的同
种元件时,生产线平衡还不能在两台或更多台机器之间分配同一种元件。
1. 从 [Tool] 菜单中选择 [Line Balance...],弹出 [Line Balancer Options] 对话框。
2. 选择适当的选项,单击 [Start],弹出 [Line Balancer] 对话框,显示当前平衡状态。如
果“Do not use current feeder allocation” 选项被选中,所有的元件被分配到不同
的机器,而无需考虑哪些元件已经设置供料器。如果“Use current feeder allocation”
选项被选中,在优先考虑那些已经设置供料器的元件的基础上,再对元件进行分配。
3. 如果发生错误,单击 [Error Details...] 察看错误情况。完成后,单击 [Close] 关闭对
话框。一定要注意改正错误,这样才能重新平衡生产线。
4. 新的元件分配设置在下一次生成生产程序时生效。
2.7.13 改变元件运送模式
在默认设定下,所有元件的运送模式是 “Arc”,用户必须手工指定 “Square”以贴装用直
角方式运送的元件。
1. 在视图或坐标列表中选择要变动的元件。
2. 在 [Coordinate] 窗格中,双击该元件在 [Carry Mode] 列中的数据单元,弹出一下拉式
列表,从列表中选择所希望的元件运送模式。
新的设置在下一次生成与此元件有关的机器生产程序时生效。
2.7.14 在两台或多台机器之间分配同一元件
在某些情况下,也许会希望将同一元件分配给两台或多台机器贴装。Flexa 系统不能自动的
完成这一操作,但是可以通过手工操作简单的实现这一功能。
1. 在利用 [Line Balance...] 指令自动的将元件分配给不同的机器之后,接着在视图或坐
标列表中选择要重新分配的元件 (当选择元件时按住 Shift 键可同时选择多个元件)。
2. 从 [Edit] 菜单中选择 [Reassign Part...],弹出 [Reassign Part] 对话框。
3. 在 [Assign to] 组中,选择要贴装所选择元件的机器。
4. 在 [Option] 中为所作的变动选择适当的选项,单击 [OK],重新分配元件。
新的元件分配设置在下一次生成生产程序时生效。
2.Job 编制器 (Job Builder) ETEN0643
50 Fuji Flexa 用户手册
2.7.15 跳过元件
有两种不同的方法可用于跳过元件。在第一种方法中,可以同时变动多个元件。
方法一:利用 [Skip Part] 指令
1. 在视图或坐标列表中选择要跳过的元件 (当选择元件时按住 Shift 键可同时选择多个元
件)。
2. 从 [Edit] 菜单中选择 [Skip Part],弹出一个消息框。
3. 单击 [Yes] 改变所选择元件的跳过设置,元件被跳过。
元件新的跳过设置在下一次生成与此元件有关的机器生产程序时生效。
方法二:直接改变设置
1. 在视图或坐标列表中选择要跳过的元件。
2. [Coordinate] 窗格中,在指定的元件行,双击 [Skip] 列中的数据单元,弹出一下拉式列
表框,从列表中选择 “Yes”, 跳过元件。
元件新的跳过设置在下一次生成与此元件有关的机器生产程序时生效。
2.7.16 编辑元件贴装顺序
1. 打开编辑贴装顺序的机器的视图。
2. 从 [Edit] 菜单选择 [Change Inert Order]。
3. 选择 [Insert Order] 窗格下的 [Placement] 标签页,将显示顺序和参考记号,确认要改
变贴装顺序的元件的参考记号和插入顺序号码。
4. 点击插入顺序栏的号码,将显示下拉式列表。选择新的贴装顺序号码。
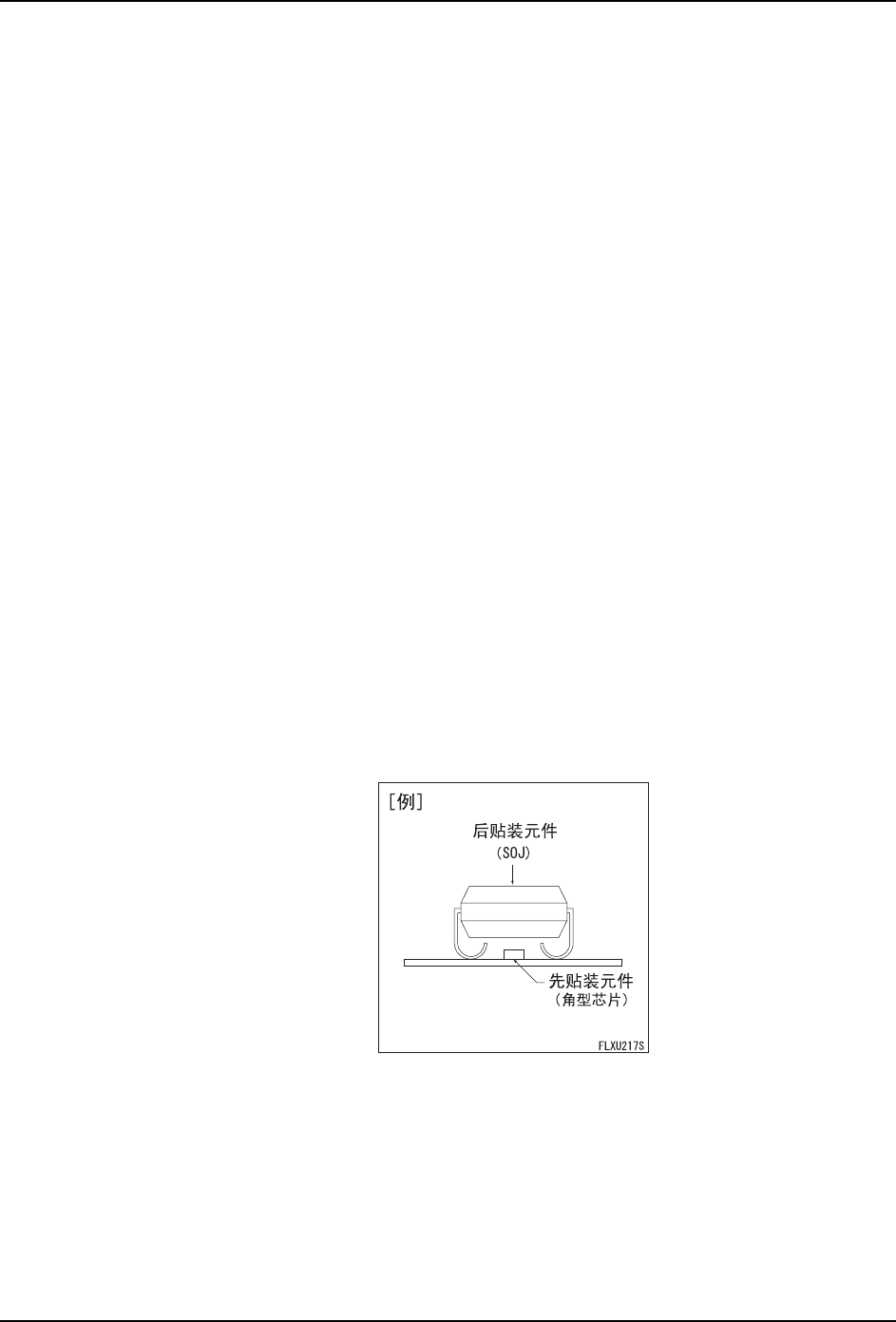
2.7.17 在贴装某元件后才可贴装的元件
如图所示,在先贴装的角型芯片上覆盖着后贴装的 SOJ 元件。像这样,即使在机器上发生与
元件有关的错误以及由于补件而导致贴装顺序发生改变,也必须在先贴装元件之后进行贴
装的场合,可以将先贴装元件作为终止顺序进行贴装。终止顺序意味着,在余下顺序中的其
它元件贴装前,该元件已经被贴装。有两种方法可以采用。
方法一:利用 [Edit Part Info...] 指令
在视图或坐标列表中选择必须在其它元件之前贴装的元件。
1. 从 [Edit] 菜单中选择 [Edit Part] – [Edit Part Info...],弹出 [Edit Part Info]
对话框。

ETEN0643 2.Job 编制器 (Job Builder)
Fuji Flexa 用户手册 51
2. 在 [Destination] 组中,从 [Place before:] 下拉式列表框中选择必须在当前元件之后
贴装的元件的参考记号。
3. 单击 [OK],保存所作的变动。在所选择元件的坐标视图中,在 [Place Before] 列的数
据单元中显示元件的参考记号。
新的设置在下一次优化顺序和产生与此元件有关的机器生产程序时生效。
方法二:在坐标窗格中直接输入数据
1. 在坐标列表中选择必须在其它元件之前贴装的元件。
2. 在指定的元件行,[Place Before] 列中双击数据单元。
3. 从弹出的下拉式列表中选择必须在当前元件之后贴装的元件的参考记号。
新的设置在下一次优化顺序和产生与此元件有关的机器生产程序时生效。