FUJI 用户手册.pdf - 第86页
ETEN0643 2.Job 编制器 (Job Builder) Fuji Flexa 用户手册 73 2. 双击生产线的名称,显示生产线上的机器。 3. 双击印刷机的名称,显示机器项目。 4. 在机器名称下双 击 [Configu ration],在数据区 弹出一窗口。 5. 在 [Machin e Configuration] 窗格底部, 选择 [Clean Mask] 标签页。 每 一行代表一个顺 序。 6. 选中 [Posi t…
2.Job 编制器 (Job Builder) ETEN0643
72 Fuji Flexa 用户手册
页。
2. 双击生产线的名称,显示生产线上的机器。
3. 双击印刷机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [Process Options] 标签页。
6. 向下滚动视图,直到显示 [Knead Procedure] 组为止。
7. 输入适当的设置。
2.14.10指定机器动作的间隔时间
可以设置各种间隔时间,当一个间隔时间到来时机器将执行指定动作。有关印刷机的各种间
隔时间可以通过 [Process Options] 标签页进行设置。
1. 根据与待编辑机器数据有关的电路板的面,从 Job 信息栏中选择 [Top] 或 [Bottom] 标签
页。
2. 双击生产线的名称,显示生产线上的机器。
3. 双击印刷机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [Process Options] 标签页。
6. 参照下面的表格指定需要的间隔时间。(Table2-1)
2.14.11指定钢板的清洁顺序
当从生产程序中指定了特别的的清洁顺序的场合,必须在机器的处理选项中设定这些设置。
1. 根据与待编辑机器数据有关的电路板的面,从 Job 信息栏中选择 [Top] 或 [Bottom] 标签
页。
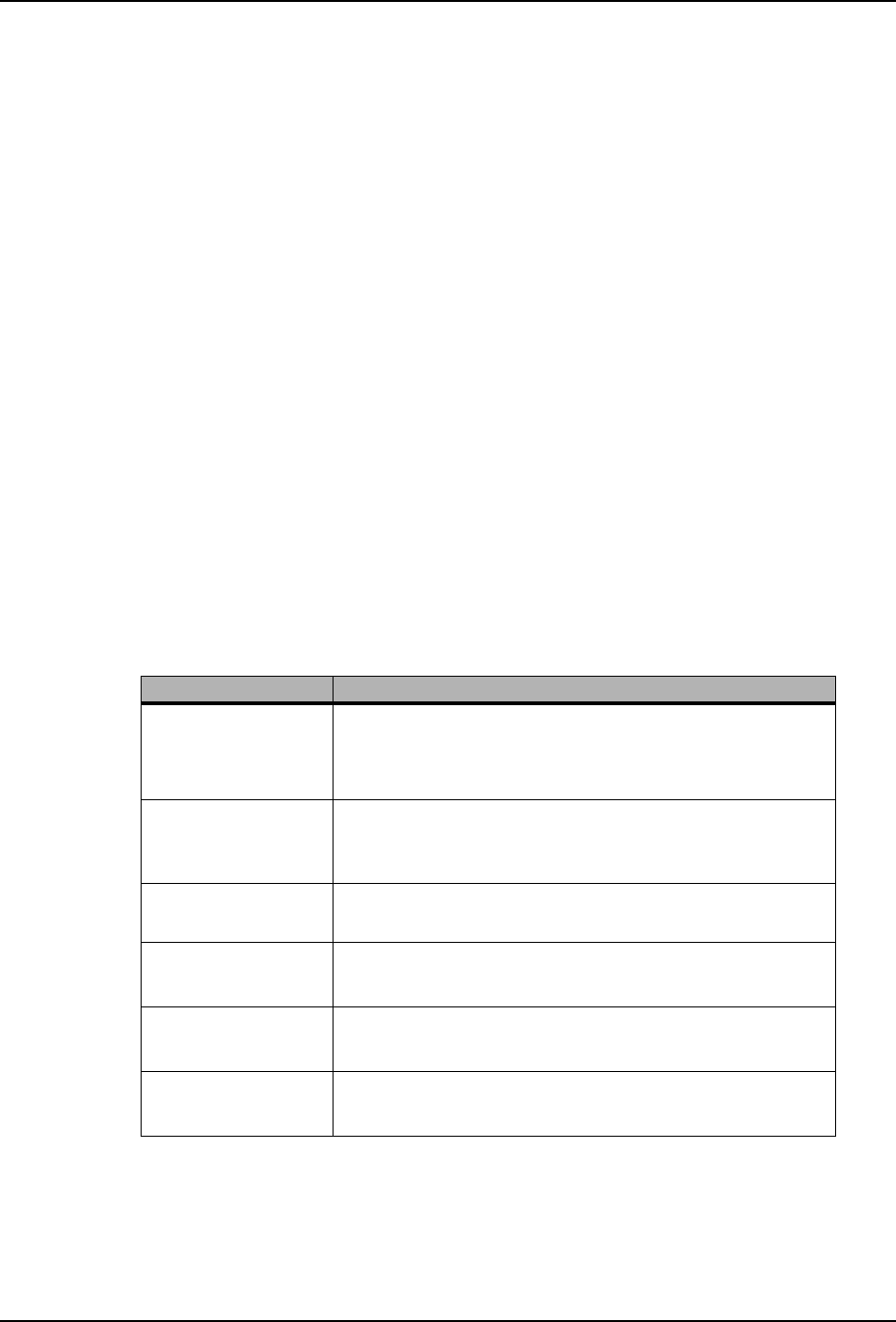
Table2-1 所需间隔
间隔时间 步骤
设置清洁间隔时间。 向下滚动视图 , 显示 [Clean Procedure] 组。为以下几项输
入适当的设置:
“Auto Interval”, “Manual Interval”, 以及
“Special Interval”
如果机器配置了印刷
检查包 ( 选项 ),设
置印刷检查间隔时
间。
向下滚动视图 , 显示 [Interval Checks] 组。
输入所需的间隔时间。
设置搅拌步骤的时
限。
向下滚动视图,显示 [Knead Procedure] 组。
在 Time Limit 数据单元中输入时限。
设置钢板定位点的读
取间隔时间。
向下滚动视图,显示 [Mark Read Procedure] 组。在读入钢
板定位点以重新校准钢板之前,输入要生产的电路板的数
量。如果这个值是零,则参照固有值中的设置。
设置印刷压力检查间
隔时间。
向下滚动视图,显示 [Interval Checks] 组。在检查印刷压
力之前,输入要生产的电路板的数量。如果这个值是零,将
不检查印刷压力。
设置焊锡自动供应间
隔时间。
向下滚动视图,显示 [Solder Supply Procedure] 组。在焊
锡供应器单元供应焊锡之前,输入要生产的电路板的数量,
如果这个值是零,焊锡自动供应单元将不供应焊锡。

ETEN0643 2.Job 编制器 (Job Builder)
Fuji Flexa 用户手册 73
2. 双击生产线的名称,显示生产线上的机器。
3. 双击印刷机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [Clean Mask] 标签页。每一行代表一个顺
序。
6. 选中 [Position] 下的单元格,输入清洁顺序的起始位置。“0”代表机器的原点。
7. 按 Tab 键移动到下一个单元格。
8. 在这里,输入清洁速度。
9. 如果印刷机的固件支持的话,选择其它可以利用的清洁选项。在 option 数据单元格中双
击,从弹出的对话框中选择需要的选项。如果印刷机的固件不支持的话,保持选项为空。
10.以同样的方式继续输入其它的清洁顺序。
11.在最后一个顺序,将速度值设置为零,通知机器这是最后的顺序。
这一顺序序列需要以基于位置的连续的顺序 (升序或降序)输入。
2.14.12指定钢板的拆离顺序
当从生产程序中指定了将钢板从电路板剥离的特别的顺序的场合,必须在机器的
“configuration”中进行设置。在 F4G 和 MCS 中,称为 “snap-off”顺序。
1. 根据与待编辑机器数据有关的电路板的面,从 Job 信息栏中选择 [Top] 或 [Bottom] 标签
页。
2. 双击生产线的名称,显示生产线上的机器。
3. 双击印刷机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [Detach Mask] 标签页。
6. 选择 Height] 下的单元格,输入拆离顺序的起始高度。零位置代表电路板的印刷位置。
7. 按 Tab 键移动到下一个单元格。在这输入拆离速度。
8. 继续输入高度值和速度值,直到最后一个高度改变顺序被指定为止。
这一顺序序列需要以基于高度的连续的顺序 (升序或降序)输入。
2.14.13指定焊锡的印刷顺序
1. 根据与待编辑机器数据有关的电路板的面,从 Job 信息栏中选择 [Top] 或 [Bottom] 标签
页。
2. 双击生产线的名称,显示生产线上的机器。
3. 双击印刷机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [Print Solder] 标签页。每一行代表一个
顺序。
6. 选择 [Position] 下的单元格,输入印刷顺序的起始位置。零位置代表机器的原点。

2.Job 编制器 (Job Builder) ETEN0643
74 Fuji Flexa 用户手册
7. 按 Tab 键移动到下一个单元格,在这输入印刷速度。
8. 继续输入位置值和速度值,直到最后一个印刷位置被指定为止。
这一顺序序列需要以基于位置的连续的顺序 (升序或降序)输入。
2.14.14指定焊锡的供应步骤
1. 根据与待编辑机器数据有关的电路板的面,从 Job 信息栏中选择 [Top] 或 [Bottom] 标签
页。
2. 双击生产线的名称,显示生产线上的机器。
3. 双击印刷机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [Process Options] 标签页。
6. 向下滚动视图,显示 [Solder Supply Procedure] 组。
7. 输入适当的设置。