FUJI 用户手册.pdf - 第91页
2.Job 编制器 (Job Builder) ETEN0643 78 Fuji Flexa 用户手册 2.15.8 手工输入设定胶着剂阀门 ON 位置 胶着剂阀门 ON 位置通常在点胶机的固有 值中设定。在生产程序中变更此设定 会使点胶量减 少。 为了使生产程序中的设定优先于固有值中的设定, 必须改变机器的固有值 的设定状态并 将其再次传送到机器。 一旦新的固有值送 至机器, 必须先关闭机器, 然后重新启动以使新设 置有效。有关固有值…

ETEN0643 2.Job 编制器 (Job Builder)
Fuji Flexa 用户手册 77
4. 选择 [Body] 标签页。
5. 双击 [Need Glue] 数据单元,再选择 “Yes”。这样,可以使采用此外形数据的元件能够
生成胶点。
6. 关闭外形数据视窗,在消息框上选择 [Yes],保存外形数据变更。
非相关模式
1. 从 Job 信息栏中选择 [Part Date] 标签页,显示 Job 中的元件数据。
2. 双击要增加胶点类型的元件数据。
3. 选择元件数据视窗,再选择 [Shape Process] 标签页。
4. 选择 [Body] 标签页。
5. 双击 [Need Glue] 数据单元,选择 “Yes”。这样,可以使采用此外形数据的元件能够生
成胶点。
6. 关闭元件数据视窗,从消息框上选中 [Yes],保存元件数据的变更。
2.15.6 改变行程高度
默认的行程高度是 8mm。在特殊环境以及规定条件下,可以改变此高度。详细内容请参阅点
胶机用户手册。
1. 根据与待编辑机器数据有关的电路板的面,从 Job 信息栏中选择 [Top] 或 [Bottom] 标签
页。
2. 双击生产线的名称,显示生产线上的机器。
3. 双击点胶机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [Process Options] 标签页。
6. 向下滚动视图,显示待改变行程高度的注胶筒。
7. 双击 [Stroke Height] 的数据单元,弹出一下拉式列表。
8. 在下拉式列表中,选择适当的设置。
重复以上步骤,对需要改变设置的注胶筒进行设定。
2.15.7 生成胶点
一旦所要求的元件具备必要的胶点类型、进行了点胶设置和胶点坐标数据设置,则胶点将被
生成并自动创建胶点顺序。如果元件数据的点胶设置、试验胶点设置有变动,或元件被移
动,则需要删除并再次生成受到影响的胶点顺序。
1. 从 [Tools] 菜单中选择 [Generate Glue dots...],弹出 [Glue Rotation] 对话框。
2. 如果胶点角度与元件数据中的指定相同,选中复选框。单击 [OK] ,自动生成胶点顺序。
注意 )
·下一步需将生成的顺序分配给点胶机。
·当胶点检查顺序生成时,没有指定点胶定位点,在进行优化前这些项目必须被指定。
·已存在的胶点顺序不可变更或再生成,如需再生成时,先删除已存在的胶点顺序。
2.Job 编制器 (Job Builder) ETEN0643
78 Fuji Flexa 用户手册
2.15.8 手工输入设定胶着剂阀门 ON 位置
胶着剂阀门 ON 位置通常在点胶机的固有值中设定。在生产程序中变更此设定会使点胶量减
少。为了使生产程序中的设定优先于固有值中的设定,必须改变机器的固有值的设定状态并
将其再次传送到机器。一旦新的固有值送至机器,必须先关闭机器,然后重新启动以使新设
置有效。有关固有值的设定及变更的详细内容,请参考点胶机的操作手册。
1. 根据与待编辑机器数据有关的电路板的面,从 Job 信息栏中选择 [Top] 或 [Bottom] 标签
页。
2. 双击生产线的名称,显示生产线上的机器。
3. 双击点胶机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [Process Options] 标签页。
6. 向下滚动视图,显示新设置的注胶筒。
7. 在 [Valve On Position X,Y] 和 [Valve On Position Q] 数据单元格中输入适当的设置。
8. 对所有的注胶筒进行以上设定。
2.15.9 指定试验胶点顺序
在进行正式生产之前,用试验胶点来确认胶着剂的用量正确与否。在电路板的特定区域点上
数个试验胶点,之后检验试验胶点的大小。如果试验胶点的实际大小与目标胶点大小有出
入,调整胶着剂的空气压力。
1. 根据与待编辑机器数据有关的电路板的面,从 Job 信息栏中选择 [Top] 或 [Bottom] 标签
页。
2. 双击生产线的名称,显示生产线上的机器。
3. 双击点胶机的名称,显示机器项目。
4. 在机器名称下双击 [Configuration],在数据区弹出一窗口。
5. 在 [Machine Configuration] 窗格底部,选择 [General] 标签页。
6. 向下滚动视图,显示 [Trial Glue Generation] 组。
7. 为第一个注胶筒输入 X 方向和 Y 方向的起始坐标。
8. 为此注胶筒的试验胶点输入 X 方向和 Y 方向上的步进距离。
9. 输入 [Glue Time]、[Trial Dot Qty]、[Check Dot Qty]。
10.为其他的注胶筒进行以上设定。
注意 ) X 方向和 Y 方向上的零点位置是电路板的原点位置。
2.15.10为元件指定胶点
每一元件数据或外形数据 (在相关模式时)都可以持有一个指定的胶点类型。该类型在
[Glue] 中指定。以下是为元件创建基本的胶点类型的步骤。为方便学习给出一示例。请选
择符合用户的元件数据模式的步骤。
相关模式
1. 从 Job 信息栏中选择 [Shape Data] 标签页,显示 Job 中的外形数据。
ETEN0643 2.Job 编制器 (Job Builder)
Fuji Flexa 用户手册 79
2. 双击待添加胶点类型的外形数据。
3. 选择外形数据窗口,然后选择 [Shape Process] 标签页。
4. 选择 [Glue] 标签页,显示胶着剂信息域。如果是第一次打开此信息,则当前信息为空栏。
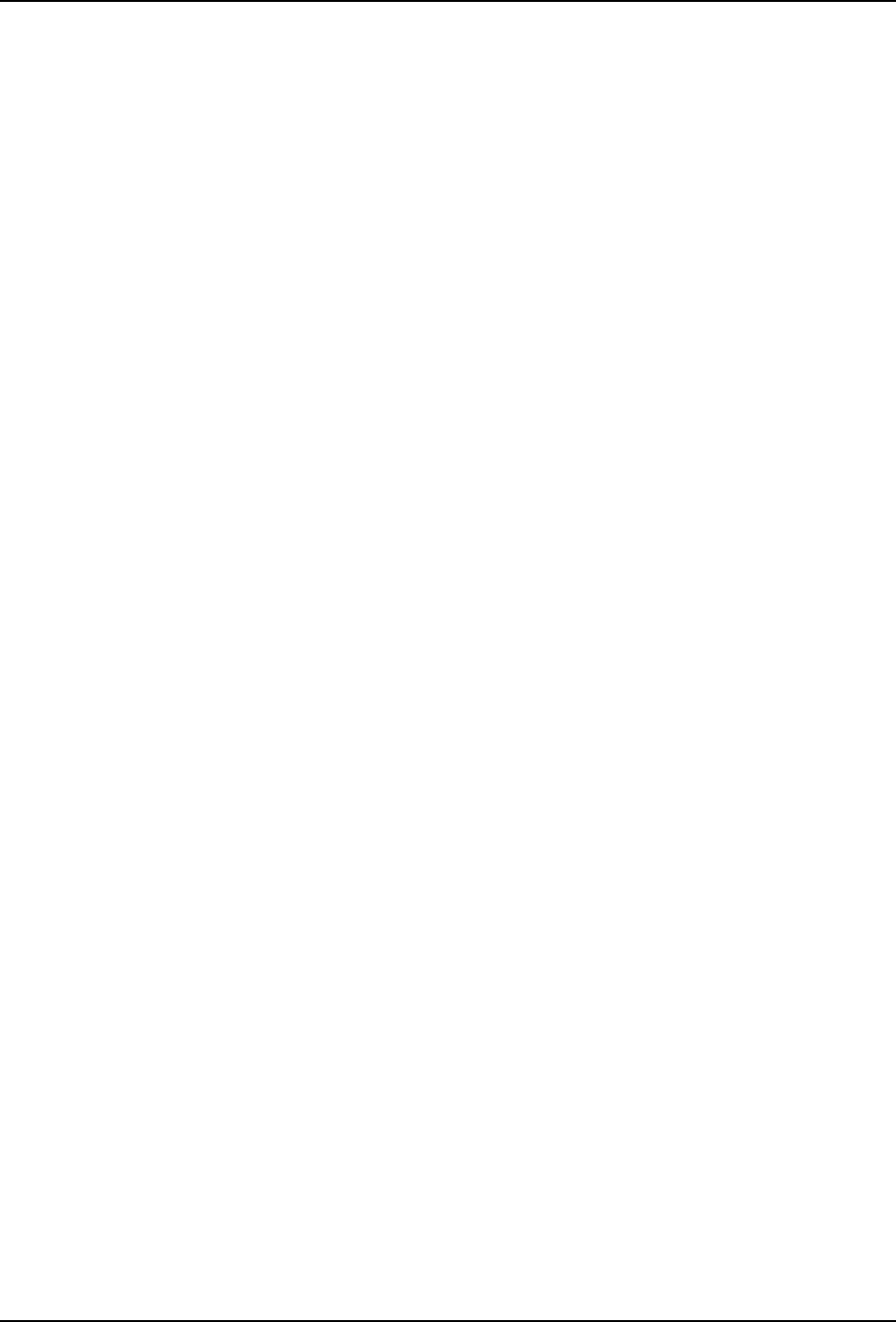
5. 输入下面的设置,每一行代表一个顺序。(Table2-2)
注意 ) 直径是点胶针尺寸。保持其它数据不变。为机器配置点胶针时,如采用相匹配的胶点名称,并
且胶点名称指定为某一顺序,该点胶针将被使用。如果点胶针名称被指定并且在机器配置文件
中存在匹配的点胶针名称,那么即使胶点名称不匹配,该点胶针也被使用。
6. 关闭外形数据窗口,从消息框上选择 [Yes],保存外形数据的变更。
输入的设置指定 Fuji 点胶机用一个直径为 0.5mm 的点胶针以 0.05 秒的点胶时间在离元件中
心 4mm 的位置上生成胶点。
注意 )
·(0,0) 位置代表元件主体的中心。
·当生成生产程序时,如果点胶机的配置文件中的点胶针设置与外形数据的胶着剂信息中设定
的内容不一致,将会弹出一对话框,显示点胶机配置文件中的点胶针、并询问要使用哪一
种点胶针。
非相关模式
1. 从 Job 信息栏中选择 [Part Data] 标签页,显示 Job 中的元件数据。
2. 双击待添加胶点类型的元件数据。
3. 选择元件数据窗口,然后选择 [Shape Process] 标签页。
4. 选择 [Glue] 标签页,显示胶着剂信息域。如果是第一次打开此信息,则当前信息为空栏。
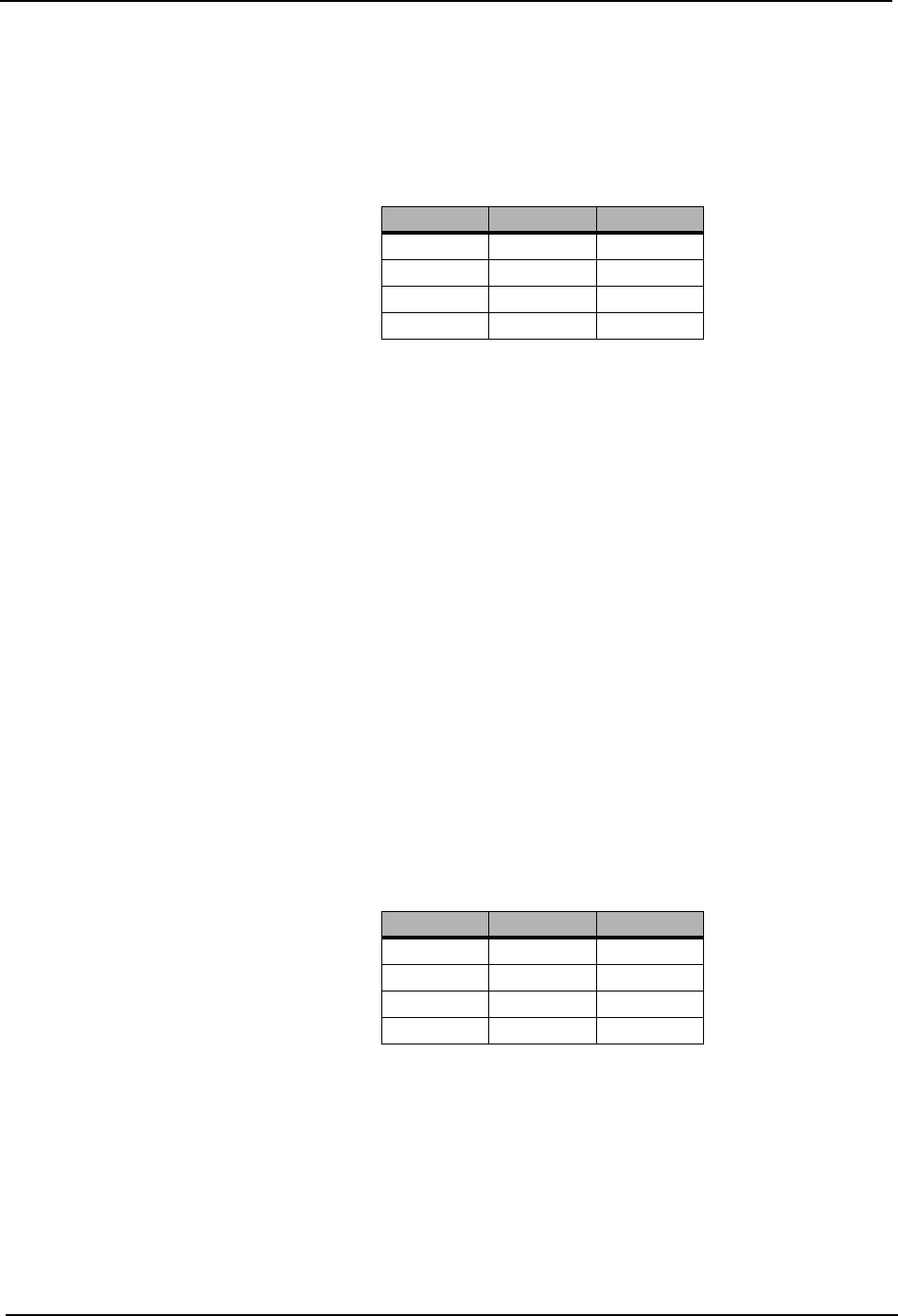
5. 输入下面的设置,每一行代表一个顺序。(Table2-3)
注意 ) 直径是点胶针尺寸,保持其它数据不变。为机器配置点胶针时,如采用相匹配的胶点名称,并
且胶点名称指定为某一顺序,该点胶针将被使用。如果点胶针名称被指定并且在机器配置文件
中存在匹配的点胶针名称,那么即使胶点名称不匹配,该点胶针也被使用。
6. 关闭元件数据窗口,从消息框上选择 [Yes],保存元件数据的变更。
输入的设置指定 Fuji 点胶机用一个直径为 0.5mm 的点胶针以 0.05 秒的点胶时间在离元件中
心 4mm 的位置上生成胶点。
注意 )
·(0,0) 位置代表元件主体的中心。
Table2-2 胶着剂信息域 - 相关模式
位置 X 位置 Y 直径
-4.0 -4.0 0.5
4.0 -4.0 0.5
4.0 4.0 0.5
-4.0 4.0 0.5
Table2-3 胶着剂信息域 - 非相关模式
位置 X 位置 Y 直径
-4.0 -4.0 0.5
4.0 -4.0 0.5
4.0 4.0 0.5
-4.0 4.0 0.5