3OM-1602-004_w.pdf - 第237页
3OM-1602 2-74 第二章 3. 运行参数 • 设定 2 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] F3B63 [1] 前工序排出方式 配合前工序的线路板输出方式进行设定。 传送带 连动于通过传送带的线路板输送中的前工序工作运送信号,启动供给 传送带。 推杆 用推杆强制从前工序送到供给传送带顺序时的线路板输送对应方式。 SMEMA 进行 SMEMA 规格运送连接。 [2] 前工序…
3OM-1602
第二章 3. 运行参数
2-73
3.2 前后工序模式设定
[1]
[2]
[3]
[4]
F3B62
•
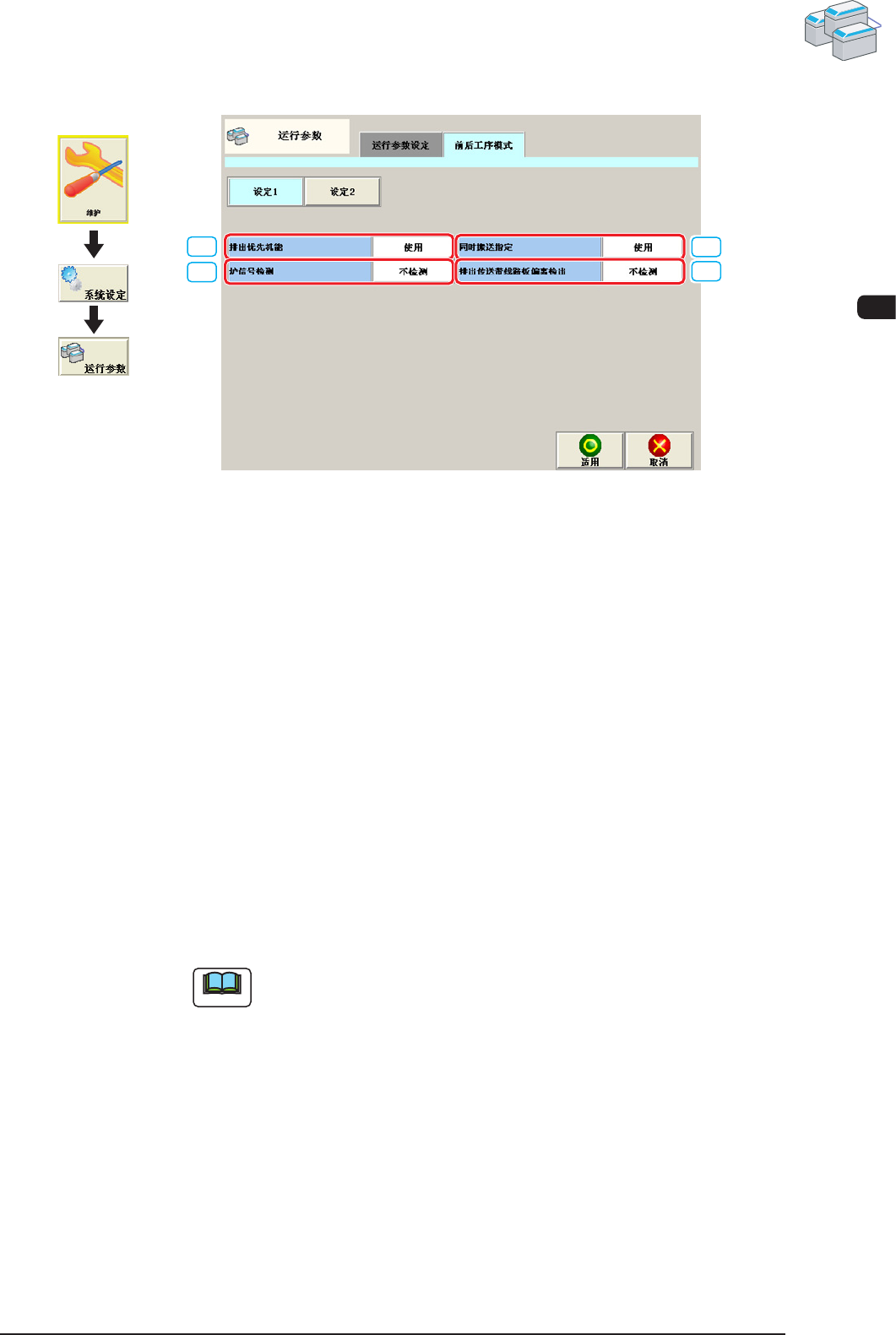
设定 1
[1]
排出优先机能
设定是否使用线路板排出动作的排出优先功能。
设定为
“
使用
”
时
线路板定位部上的贴装结束生产完成线路板的排出与下一个线路板向
线路板定位部移载的同时进行。
设定为
“
不使用
”
时
线路板定位部上的线路板贴装结束后,缓冲部没有线路板,没有启动
传送带搬送时,按照排出优先,向后工序装置实行线路板 ( 生产完成
线路板 ) 排出。
[2] 炉信号检测
设定炉信号检查机能的
“
检测
”
或
“
不检测
”
。
Note
将
“
前工序的输出方式
”
或
“
后工序的输出方式
”
设定为
“
SMEMA
”
时,
不能使用该机能。
[3] 同时搬送指定
从
“
使用
”
或
“
不使用
”
设定是否同时进行供给传送带到定位传送带的
线路板运送和定位传送带到排出传送带的线路板运送。
[4] 排出传送带线路板偏离检出
设定排出传送带部的线路板偏离
“
检测
”
或
“
不检测
”
。
1201-004
界面展开
3OM-1602
2-74
第二章 3. 运行参数
•
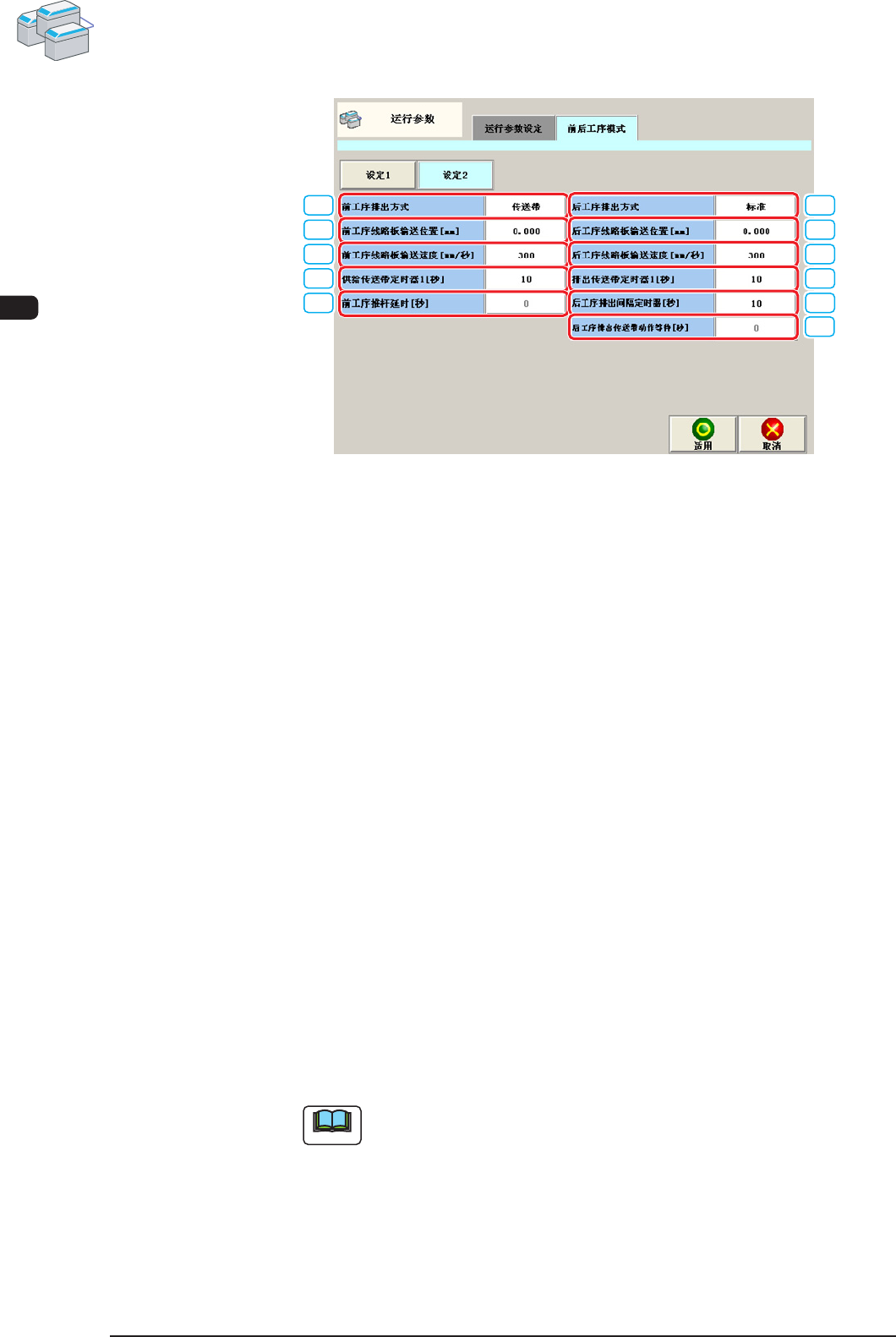
设定 2
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
F3B63
[1] 前工序排出方式
配合前工序的线路板输出方式进行设定。
传送带
连动于通过传送带的线路板输送中的前工序工作运送信号,启动供给
传送带。
推杆
用推杆强制从前工序送到供给传送带顺序时的线路板输送对应方式。
SMEMA
进行 SMEMA 规格运送连接。
[2] 前工序线路板输送位置 [mm]
设定线路板输送位置。
[3] 前工序线路板输送速度 [mm/ 秒 ]
设定线路板的搬送速度。
•
初始值 :300[mm/ 秒 ]
[4]
供给传送带定时器 1[ 秒 ]
设定前工序与线路板授受中供给传送带的动作限制时间。
计算供给传送带的动作时间,使用在线路板的引挂异常的监视中。
Note
设定与前工序装置的线路板授受搬送时需要的时间上加算 2 秒钟的数
据。
1201-004

3OM-1602
第二章 3. 运行参数
2-75
[5] 前工序推杆延时 [ 秒 ]
前工序的排出方式设定为
“
推杆
”
的情况,设定从供给传送带的入口传
感器检出线路板到供给动作开始的等待时间。
[6] 后工序排出方式
设定与后工序装置的线路板输送。
标准
后工序装置与本公司生产的装置连接时,请设定为
“
标准
”
。
传送带输送线路板,以后工序的工作要求信号 ON 为条件,工作运送信
号为 ON 后输出线路板。
线路板输出动作开始后,在所定时间内工作要求信号没有 OFF 时,会
异常停止。
间隔
以后工序的工作要求信号 ON 为条件,输出线路板。
经过所定时间 ( 排出传送带定时 1 设定的时间 ) 后,停止传送带。
传送带停止后,经过 [ 排出时间间隔 ] 中设定的时间后,具备输出条
件就开始输出动作。
Note
不进行异常检出。
SMEMA
进行 SMEMA 规格的运送连接。
[7] 后工序线路板输送位置 [mm]
设定线路板输送位置。
[8] 后工序线路板输送速度 [mm/ 秒 ]
设定线路板搬送速度。
•
初期値 :300[mm/ 秒 ]
Note
在标准以外使用后工序的排出方式,后工序的线路板搬送速度慢时,
请将搬送速度对齐到后工序侧。
[9] 排出传送带定时器 1[ 秒 ]
设定后工序与线路板授受中排出传送带的动作限制时间。
Note
设定与后工序装置的线路板授受搬送时需要的时间上加算 2 秒钟的数
据。
[10] 后工序排出间隔定时器 [ 秒 ]
请在向后工序的排出方式设定为
“
间隔
”
时,希望确保排出间隔时设定。
[11] 后工序排出传送带动作等待 [ 秒 ]
设定
“
[6] 后工序排出方式
”
设定为
“
SMEMA
”
时的排出传送带的动作等
待时间。
1103-003