XP243系统手册(1).pdf - 第199页
SYS-XP243-1.0S 4. 机器生产程序 XP-242E/243E 系统手册 187 4. 机器生产程序 4.1 程序概要 在 XP 机器上可以进行生产程序的编辑、创 建。程序中使用的坐标系同数学中 的直角坐标系 一样。 逆时针方向角为 +、 - 方向不能指定。 程序原点在 FUJI 基准化的贴装用机器上是从电 路板右下角向上 / 左 5mm 的位置。
3. 操作系统 SYS-XP243-1.0S
186 XP-242E/243E 系统手册
3.10.3 跟踪数据的输出方法
当出现原因不明的问题时,必须调查当时的详细处理内容。
在此,为便于本公司能分析处理将异常发生时的经过所必要的跟踪数据 ( 按软件执行过程所
发生的顺序纪录的数据 ) 从机器中输出的方法进行说明。
关于跟踪数据的输出方法,有以下 2 种方法。
操作步骤 A
·将软盘插入磁盘驱动器内。选择画面左上部所显示的 [FUJI] 商标键,显示出如下
所示的画面,然后选择 [ 跟踪数据 ]。
操作步骤 B
·当系统出现错误时,画面上显示出 [ 跟踪数据 ]。将软盘插入软盘驱动器内,然后
选择 [ 跟踪数据 ]。将跟踪数据写入软盘后,请关机并重新启动机器。
注意 ) 在读写软盘的文件时,请确认在此之前在软盘中读取或写入数据的处理已完成后再执行跟踪数
据的写入。如果正在处理中执行的话,有可能不能正常地进行文件的读取和写入。
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 187
4. 机器生产程序
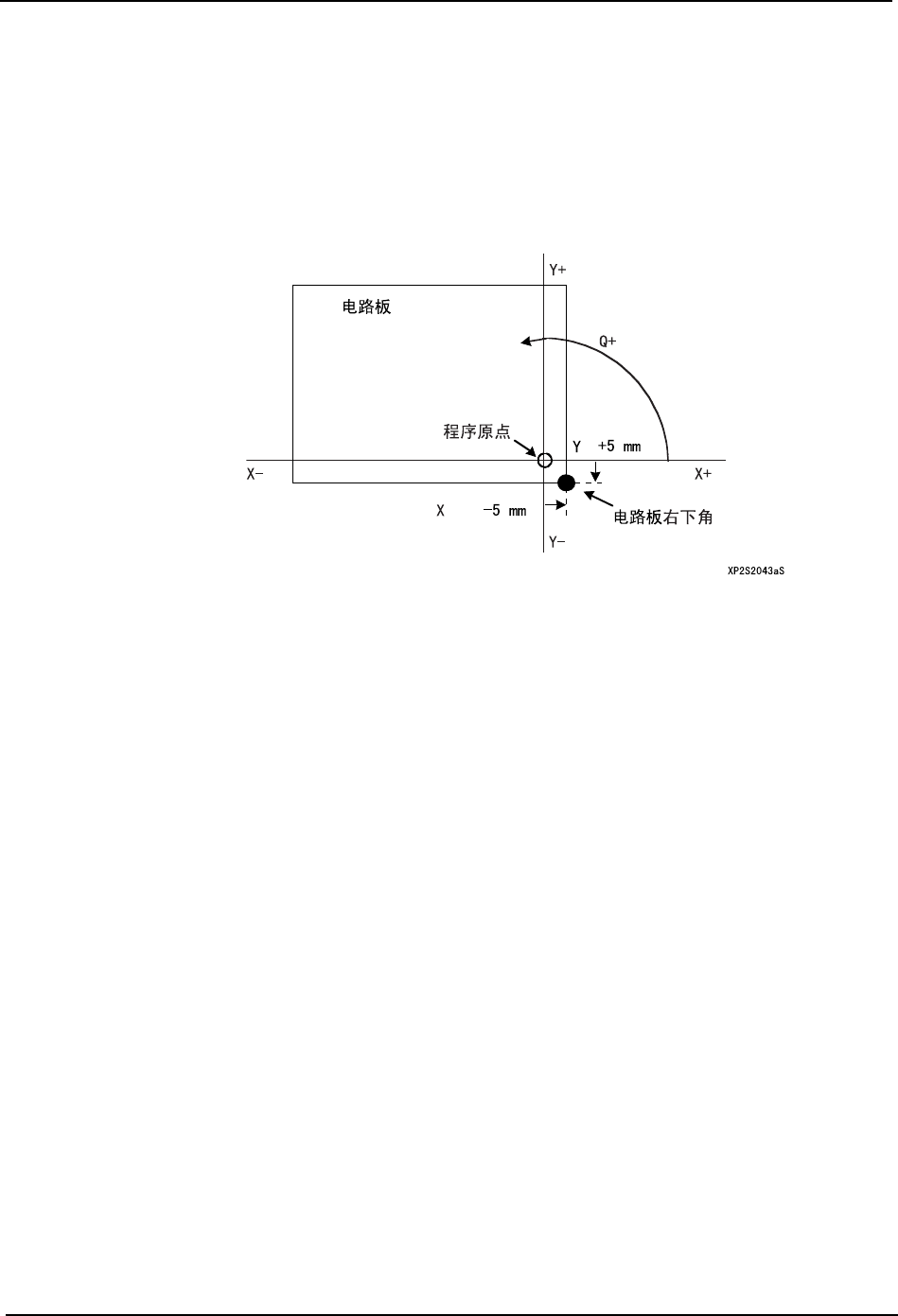
4.1 程序概要
在 XP 机器上可以进行生产程序的编辑、创建。程序中使用的坐标系同数学中的直角坐标系
一样。逆时针方向角为 +、- 方向不能指定。程序原点在 FUJI 基准化的贴装用机器上是从电
路板右下角向上 / 左 5mm 的位置。
4. 机器生产程序 SYS-XP243-1.0S
188 XP-242E/243E 系统手册
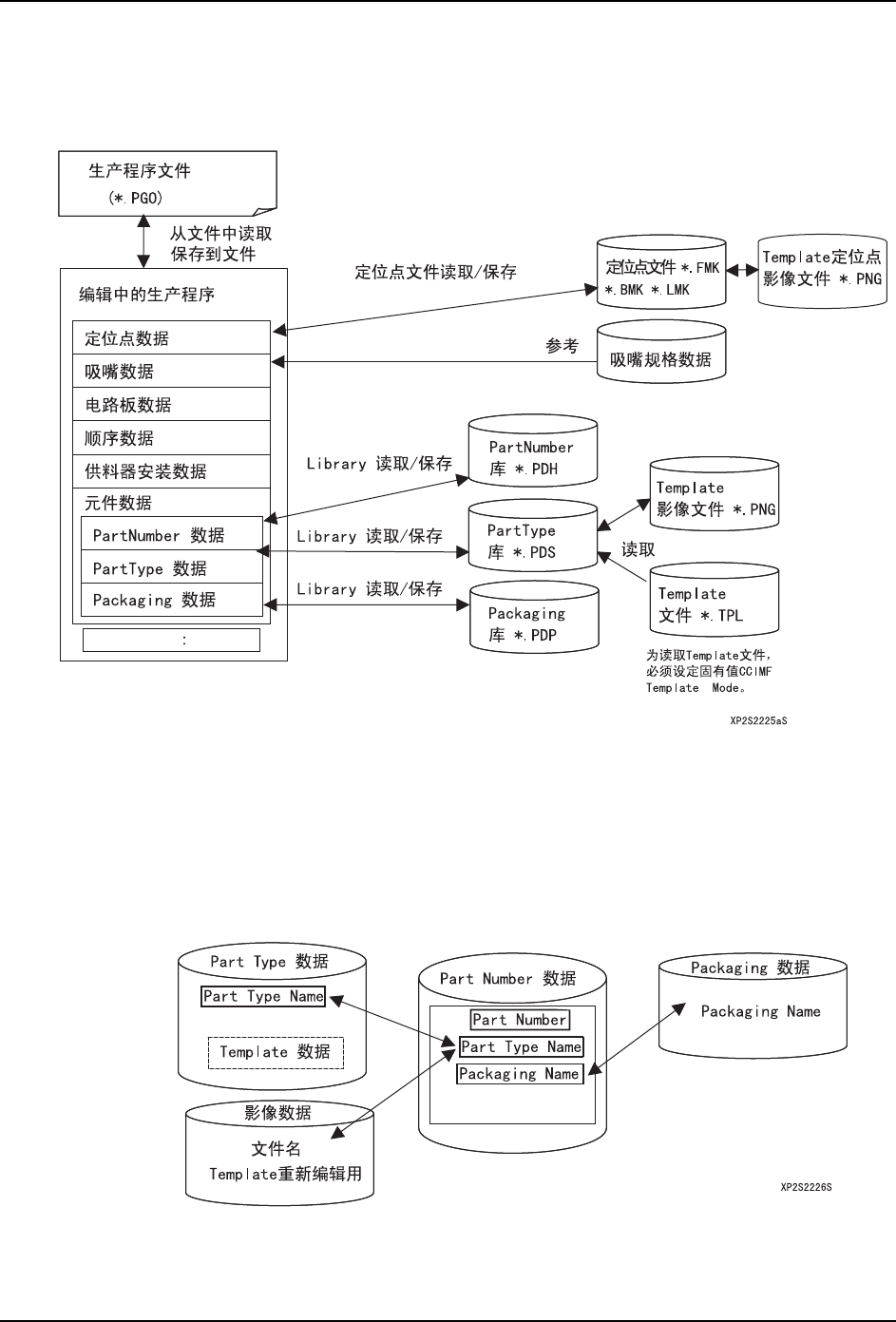
4.1.1 生产程序的数据结构
构成 XP 机器的生产程序的数据结构如下:
编辑完 PartNumber、PartType、Packaging 数据后即使保存在库中,对于保存在机器上的生
产程序,其内容也不会自动反映。要与数据库内的数据设定相一致修改生产程序中的数据
时,必须在各数据的编辑画面读入数据后保存到生产程序中。
元件数据的结构
XP 机器中使用的元件相关数据以如下结构进行管理。