XP243系统手册(1).pdf - 第214页
4. 机器生产程序 SYS-XP243-1.0S 202 XP-242E/243E 系统手册 当要指定比相机的视角更大的元件 的 X、Y 的坐标、角度时,使用多 点输入功能。 选择 [ 多点输入 ] 后显示多点输入的选择画面。 选择要输入的点数 的图,一点一点输入坐标。 图形编辑 在 [ 指教 ] 画面上,显示出可以注册的定位点的 [ 图形编辑 ] 画 面。 在 [No. ] 中输入号码,选择 [ 跳过 ] 后可以更改所编辑的顺序号 码…
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 201
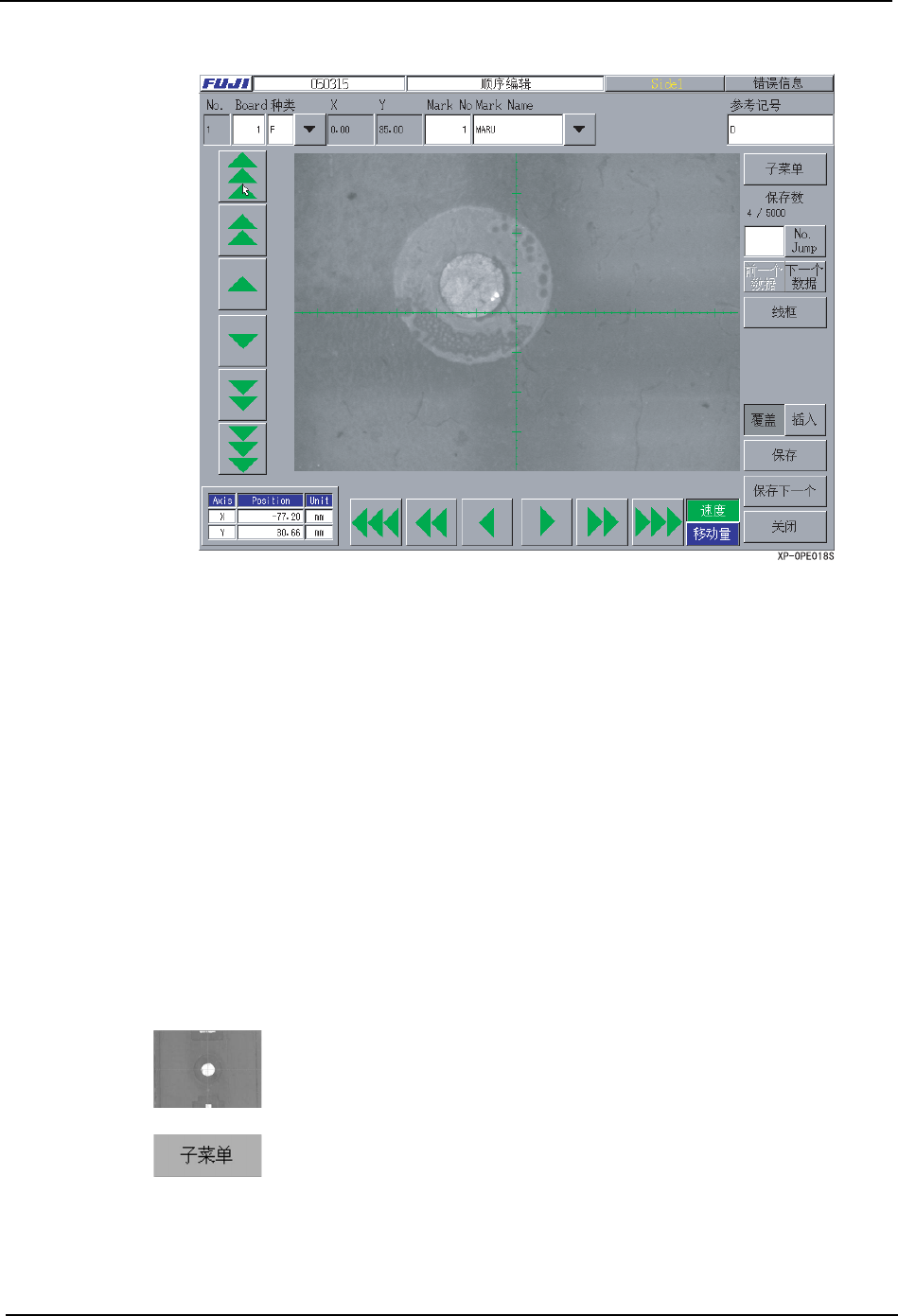
操作步骤
1. 在 [ 主画面 ] 上选择 [ 程序 ]、[ 选择编辑程序 ],选择程序。
2. 选择[编辑],按下画面下[顺序]按键,显示出[编辑顺序]画面。
3. 按下 [ 编辑顺序 ] 画面右侧的按键,显示出 [ 编辑 ] 画面。
4. 在 [ 编辑 ] 画面右侧的 [No.Jump] 按键的左方,选择顺序 No.。
备注 ) 最初请选择定位点读取顺序。
5. 输入 [ 编辑 ] 画面上的项目。
6. 由 JOG 操作,将要注册的主体与相机影像中心吻合。
备注 ) 不能收入相机的视野时,进行多点输入。(详细请参考多点输入)
7. 在[编辑]画面右侧选择[覆盖]或者[插入],按下[注册]。
备注 ) 按下 [ 注册 ] 按键时,有未读的基准定位点读取顺序时,显示出确认读取开始用的画面。
操作按键说明
当移动方法设定为 [ 速度 ] 时,距离十字中心越远 X、Y 轴的移动速
度越快。需要低速移动时,请点击中心附近位置。在选择画面期
间,轴随之移动。移动方法是在 [ 移动量 ] 中设定时,使所选择部
分的影像坐标尽量位于十字中心来移动 X、Y 轴。
显示子菜单。
4. 机器生产程序 SYS-XP243-1.0S
202 XP-242E/243E 系统手册
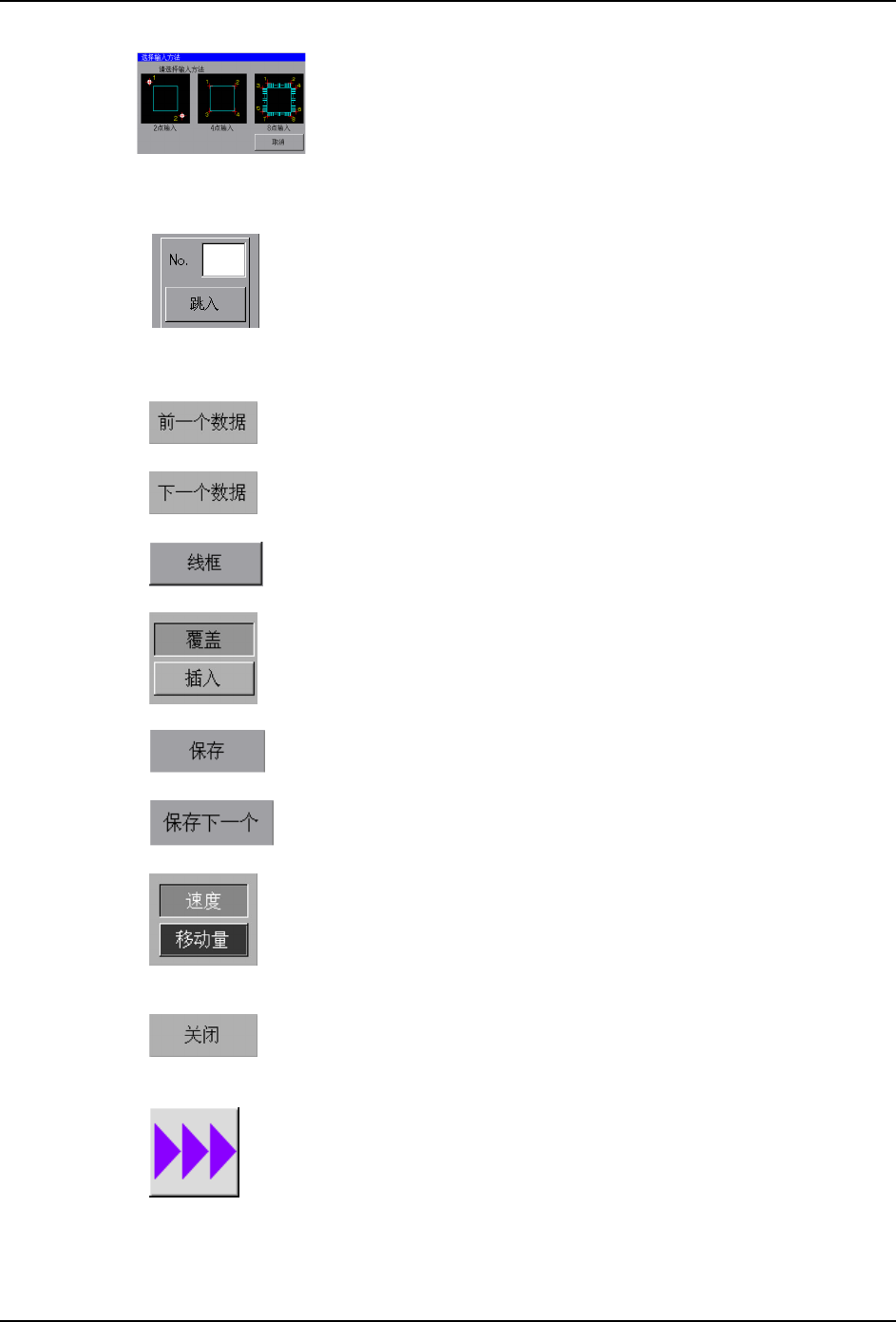
当要指定比相机的视角更大的元件的 X、Y 的坐标、角度时,使用多
点输入功能。
选择 [ 多点输入 ] 后显示多点输入的选择画面。选择要输入的点数
的图,一点一点输入坐标。
图形编辑
在 [ 指教 ] 画面上,显示出可以注册的定位点的 [ 图形编辑 ] 画
面。
在 [No.] 中输入号码,选择 [ 跳过 ] 后可以更改所编辑的顺序号
码。
可以编辑当前顺序 No. 之前的数据。长按后可以连续移动到前面的
数值。放开按键或者移动到最前的顺序时停止。
可以编辑当前顺序 No. 之前的数据。长按后可以连续移动到前面的
数值。放开按键或者移动到最前的顺序时停止。
表示对象物的布线结构。
选择指教操作的编辑方法。
[ 覆盖 ]: 新输入的数据会覆盖所有已注册的数据。 [ 插入 ]:将新
建数据插入到指定的顺序号中。
根据 「覆盖」、「插入」的设定,对于当前的顺序注册坐标。
根据 「覆盖」、「插入」的设定,对于下一个的顺序注册坐标。
设定 X,Y 轴的 JOG 操作模式。更改设定后,箭头颜色和 JOG 操作模
式也变更。
在移动量 ( 兰色 ) 时,每按一次下面的按键就以此移动量进行移
动。
在速度 ( 绿色 ) 时,在按下面的箭头键的期间,将以此速度移动。
不注册任何数据结束指教操作。
沿 X 轴高速或以移动量为 1mm 正向移动。
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 203
沿 X 轴中速或以移动量为 0.1mm 正向移动。
沿 X 轴低速或以移动量为 0.01mm 正向移动。
沿 X 轴低速或以移动量为 0.01mm 负向移动。
沿 X 轴中速或以移动量为 0.1mm 负向移动。
沿 X 轴高速或以移动量为 1mm 负向移动。
沿 Y 轴高速或以移动量为 1mm 正向移动。
沿 Y 轴中速或以移动量为 0.1mm 正向移动。
沿 Y 轴低速或以移动量为 0.01mm 正向移动。
沿 Y 轴低速或以移动量为 0.01mm 负向移动。
沿 Y 轴中速或以移动量为 0.1mm 负向移动。