XP243系统手册(1).pdf - 第61页
SYS-XP243-1.0S 3. 操作系统 XP-242E/243E 系统手册 49 3.3.4 电路板的取入和送出 自动运转中的电路板可以自动取入 ,也可以在机 器上输入操作指令来个别指示电路板的取 入 / 送出动作。 在换线时如要检查搬运轨道 宽度、 传感器的动作状态、 或是送出有缺陷的电 路板时,需要用手动操作进行电 路板的取入 / 送出。 操作步骤 1. 在 [ 主画面 ] 上选择 [ 机器操作 ]、[ 搬运轨道操作 ],显示…
3. 操作系统 SYS-XP243-1.0S
48 XP-242E/243E 系统手册
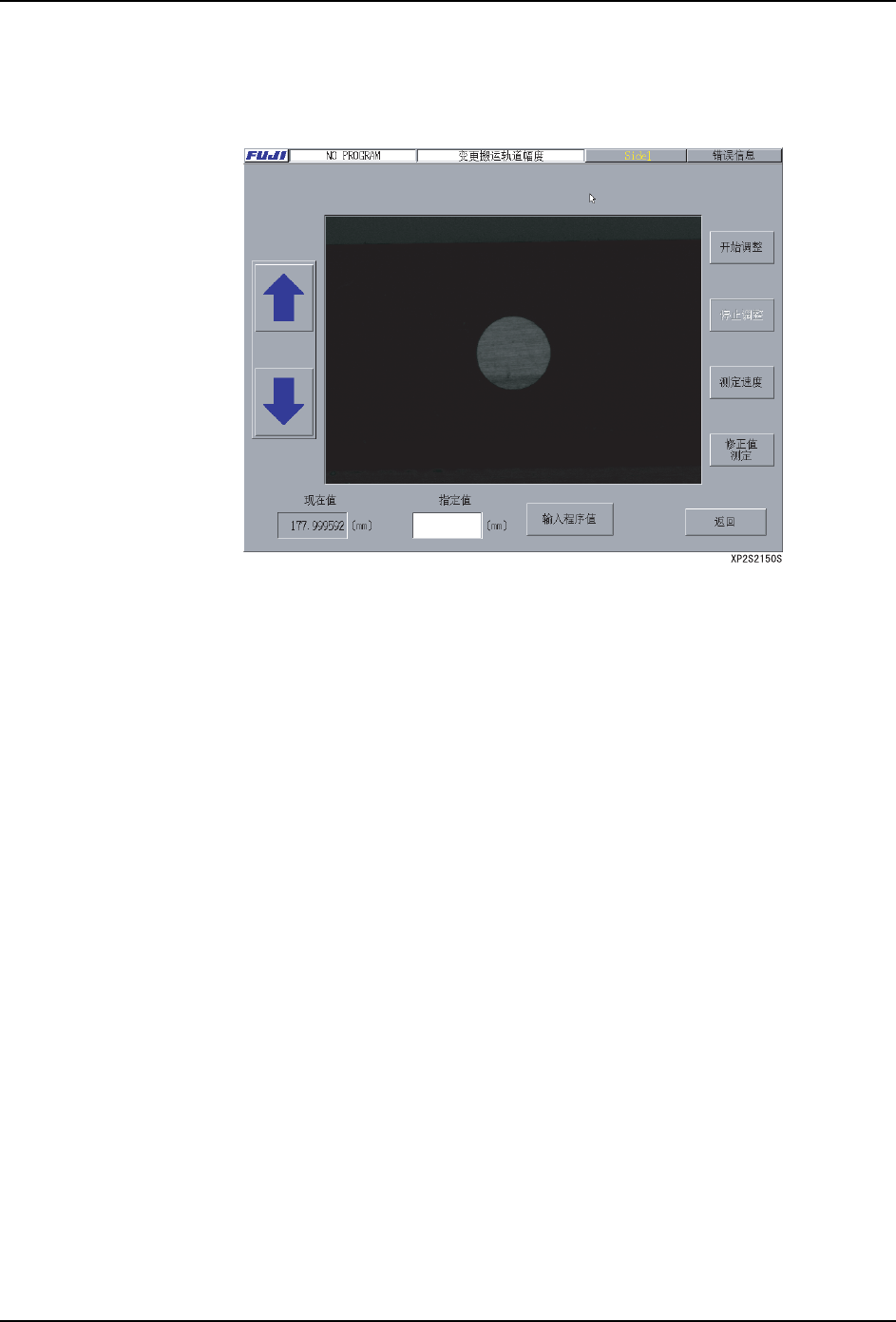
2. 如果已读取生产程序的话,则在 [ 指定值 ] 项上显示出搬运轨道宽度。如要更改数值时,
触摸 [ 指定值 ] 下的区域后显示出模拟键盘,在模拟键盘上输入数值。要返回生产程序
值时,按下 [ 输入程序值 ]。
3. 按下 [ 开始调整 ] 后显示出启动确认对话框。按下 [ 启动 ] 按钮,在指定值上变更了搬
运轨道宽度。
4. 选择 [OK]。
5. 按下[返回]键,返回[主画面]。
自动变更搬运轨道宽度
将固有值“_AutoConvWidth”设定为1时,在自动运转启动时自动进行搬运轨道幅度的变更。
启动条件
1. 搬运轨道的宽度与上次生产程序内的设定值相差 0.3mm 以上。
2. 搬运轨道上没有电路板。( 如存在的话则在电路板排出后进行。)
SYS-XP243-1.0S 3. 操作系统
XP-242E/243E 系统手册 49
3.3.4 电路板的取入和送出
自动运转中的电路板可以自动取入,也可以在机器上输入操作指令来个别指示电路板的取
入 / 送出动作。在换线时如要检查搬运轨道宽度、传感器的动作状态、或是送出有缺陷的电
路板时,需要用手动操作进行电路板的取入 / 送出。
操作步骤
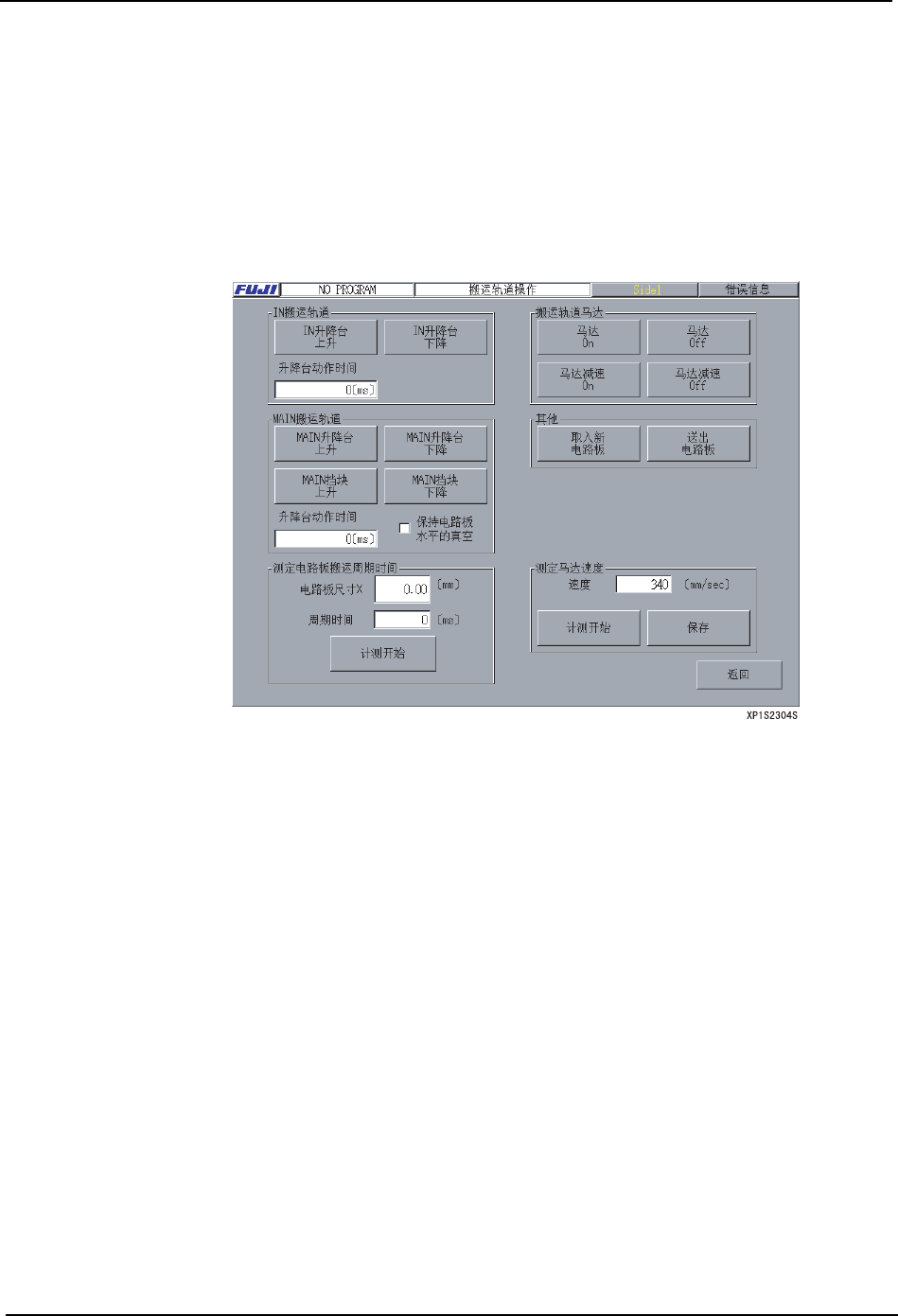
1. 在 [ 主画面 ] 上选择 [ 机器操作 ]、[ 搬运轨道操作 ],显示出 [ 搬运轨道操作 ] 画面。
XP-242E
XP-243E

3. 操作系统 SYS-XP243-1.0S
50 XP-242E/243E 系统手册
2. 要取入新的电路板时,按下 [ 其他 ] 栏的 [ 取入新电路板 ] 按键、要排出电路板时,按
下 [ 送出电路板 ] 按键,使其处于 [ 启动 ] 按钮待机状态。
注意 ) XP-243 的时候,有必要输入电路板尺寸。此外,有缺口的电路板请输入缺口尺寸。电路板尺寸
和缺口尺寸的详细内容请参考 「4.3.3 电路板编辑」。
3. 按下 [ 启动 ] 按钮后,进行取入 / 送出电路板。电路板的取入 / 送出结束后,处于等待
下一步动作的状态。返回 [ 主画面 ] 时,请按下 [ 返回 ] 按键。
电路板吸取真空延迟时间
以下的功能是从 [ 主画面 ] 上选择 [ 维修保养 A]、[ 动作条件设定 ] 后在 [ 动作条件设定 ]
画面的 [ 其他 ] 页上使用 「电路板真空」的选择时的设定。
电路板真空吸取确认延迟时间
虽然吸取着电路板,但还是发生了电路板真空异常错误时使用此功能。这个时间设定在主升
降板上升侧传感器 ON 之后不进行吸取确认,到实际吸取结束时间为止延迟确认时间以防止
错误的出现。
备注 ) 电路板吸取真空在主升降板上升侧传感器 ON 后立即 ON。
操作步骤
这个设定只有具有维修保养 C 的权利的操作者才能进行。
1. 在 [ 主画面 ] 上选择 [ 维修保养 C]、[ 固有值编辑器 ] 画面。
2. 从 [ 项目检索 ] 中选择 「_CONV_DELAY_TIMER_」、_ClampVcmOnChkDelayTimer。
3. 按下 [ 输入 ] 按键,设定在主升降板从上升侧开始到确认电路板吸取真空状态为止的延
迟时间。( 单位 : msec)0 的时候是 1000msec。
电路板吸取真空 OFF 延迟时间
通常,电路板吸取真空在主升降板上升侧传感器 OFF 后立即 OFF,但是根据电路板的状态、
电路板松开后要暂时将真空处于 ON 才能使用这个功能。
备注 ) 电路板吸取真空与延时的设定时间无关,在主升降板结束下降后 OFF。
操作步骤
这个设定只有具有维修保养 C 的权限的操作者才能进行。
1. 在 [ 主画面 ] 上选择 [ 维修保养 C]、[ 固有值编辑器 ] 画面。
2. 从 [ 项目检索 ] 中选择 「_CONV_DELAY_TIMER_」、_UnClampVcmOffDelayTimer。
3. 按下 [ 输入 ] 按键,设定在主升降板从下降侧开始到电路板吸取真空 OFF 为止的延迟时
间。( 单位 : msec)。