XP243系统手册(1).pdf - 第74页
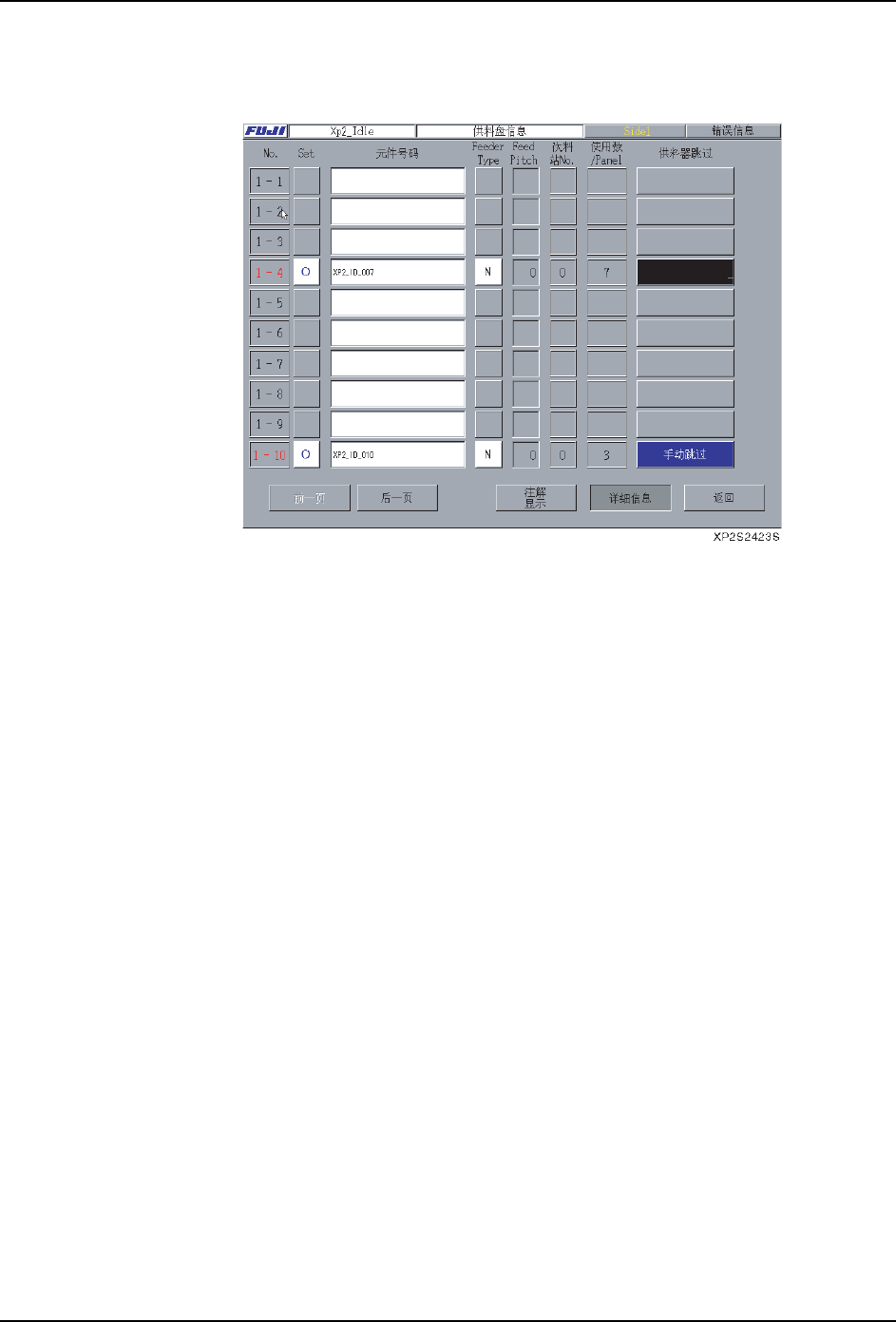
3. 操作系统 SYS-XP243-1.0S 62 XP-242E/243E 系统手册 3. 按下 [ 详细信息 ] 按键,可以更进一步地显示详细的供料器的信息 。在此也可以进行机 器上的跳过。 项目说明 Feeder Type: 按键的 「N」 「MF」 「M1」 「 M2」表示供料器的 种类,每次按下时进 行 切换。用指定的供料器的设定进 行元件的吸取动作。 N : 为马达供料器以外的供料器 MF:Feed Pitch 的数值已经 …
SYS-XP243-1.0S 3. 操作系统
XP-242E/243E 系统手册 61
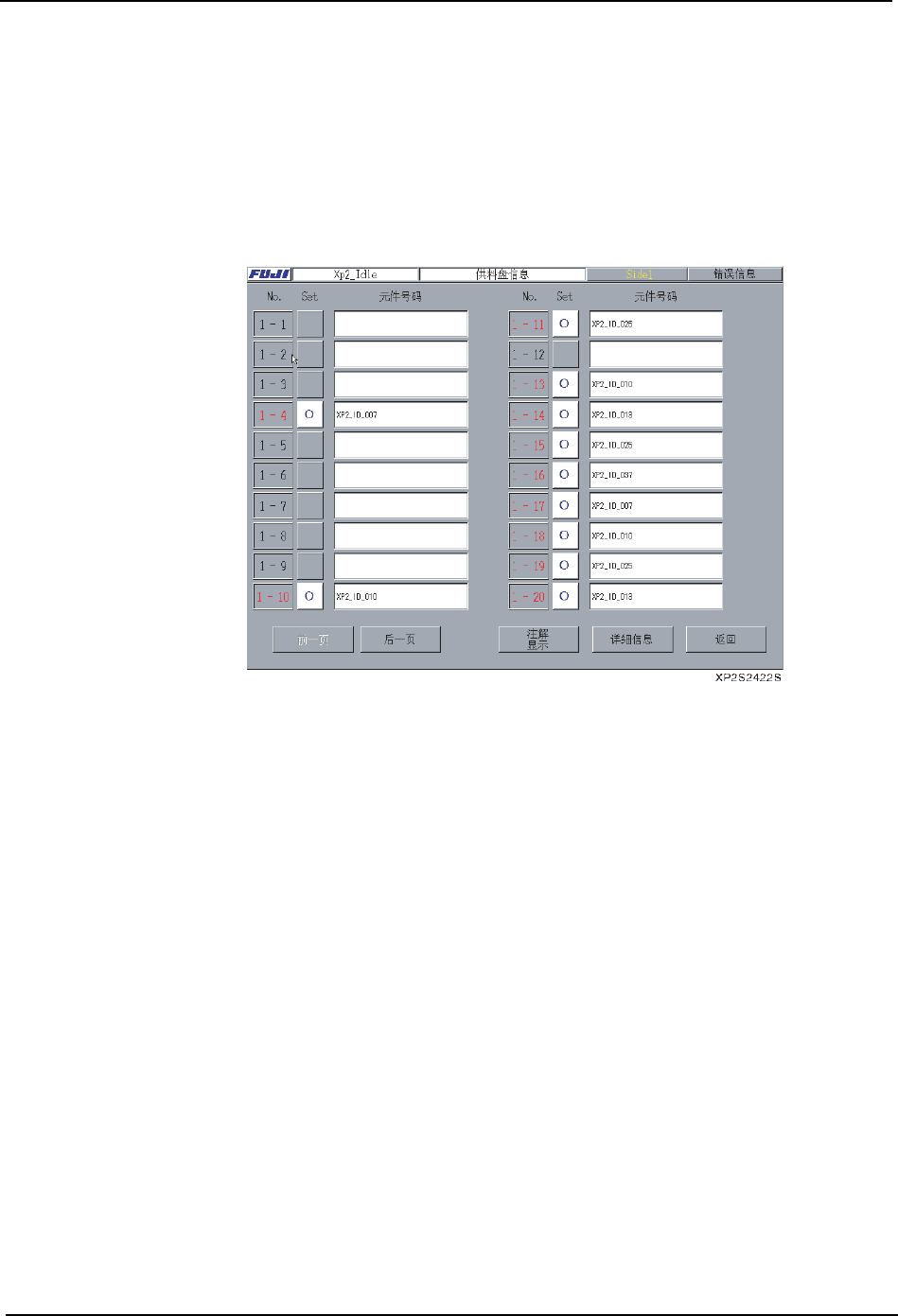
[ 供料器信息 ] 画面
确认生产程序中使用的供料平台的种类和料站的位置,并确认料尽等的错误状况。
操作步骤
1. 在 [ 主画面 ] 上选择 [ 生产 ]、[ 供料器信息 ],显示出 [ 供料器数据 ] 画面。
2. 显示出 MFU 上的各料站的各个供料器状态项目的对话框。显示出各项目的左面是料站号、
元件的有无、元件标记。
当固有值的 _DeviceSetChkUse 设定为 “1”时,在自动运转中会显示出发生料尽以及 [ 错
误信息]的画面。按下[错误信息]的[返回]键时显示出[供料器信息]画面。在发生料
尽部分显示出「×」。当供补充元件后请按下「×」显示部分使其返回到[○]的显示。
项目说明
No.: 表示供料平台 / 料站号的颜色的含意如下。
红色:作为原始使用的料站
蓝色:作为次料站使用的料站
黑色:生产中不使用的料站
注意 ) 供料平台 / 料站号之前显示出 「*」的料站,表示设定为料带宽度 8mm 的马达供料器。设
定为料带宽度为 8mm 的马达供料器时,机器自动修正吸取位置。对于在供料平台 / 料站号
之前有 「*」的料站,请不要设定 8mm 宽度以外的马达供料器。吸取位置的修正是在
Packing 的 「Type Width」为 8,供料器种类按键为 MF、M1、M2 的情况下进行。
Set: 按键 「○」表示元件已经安装、「×」表示元件没有安装。
× : 按下按键后变为 「○」
○ : 即使按下按键也不会从 「○」改变
元件标记 : 显示出元件标记的名称,按下 [ 显示指令 ] 按钮后,可以切换到指令显
示。每当按下按键时,按键的显示在 [ 显示元件号 ] 和 [ 显示指令 ] 间切
换。
3. 操作系统 SYS-XP243-1.0S
62 XP-242E/243E 系统手册
3. 按下 [ 详细信息 ] 按键,可以更进一步地显示详细的供料器的信息。在此也可以进行机
器上的跳过。
项目说明
Feeder Type: 按键的 「N」「MF」「M1」「M2」表示供料器的种类,每次按下时进行
切换。用指定的供料器的设定进行元件的吸取动作。
N : 为马达供料器以外的供料器
MF:Feed Pitch 的数值已经设定时 ( 贴装时间变得更快 )
M1: 元件的凹槽间距小于 36mm 时
M2: 元件的凹槽间距大于 36mm 时
另外,在切换程序时,元件号名被变更,其供料器的 「MF」/ 「M1」
/ 「M2」的设定被取消,返回到 「N」。
Feed Pitch: 显示出 Feed Pitch 的数值。[Feeder Type] 按钮处于 「MF」时可以输
入。
Next Slot: 显示出在 [ 编辑器 ] 的[ 供料器安装 ] 编辑画面上安装的次料站。
使用数 /Panel: 显示出每块电路板的使用数。
供料器跳过: 显示出在生产中使用的所有料站 (包括次料站)的状态,可以进行跳
过设定。
选择初始料站时,可以将其料站的次料站进行相同的设定。
初始料站、次料站的循环全部在机器上进行跳过时,所选择的料站的
顺序也被跳过。
SYS-XP243-1.0S 3. 操作系统
XP-242E/243E 系统手册 63
3.3.7 供应料盘元件
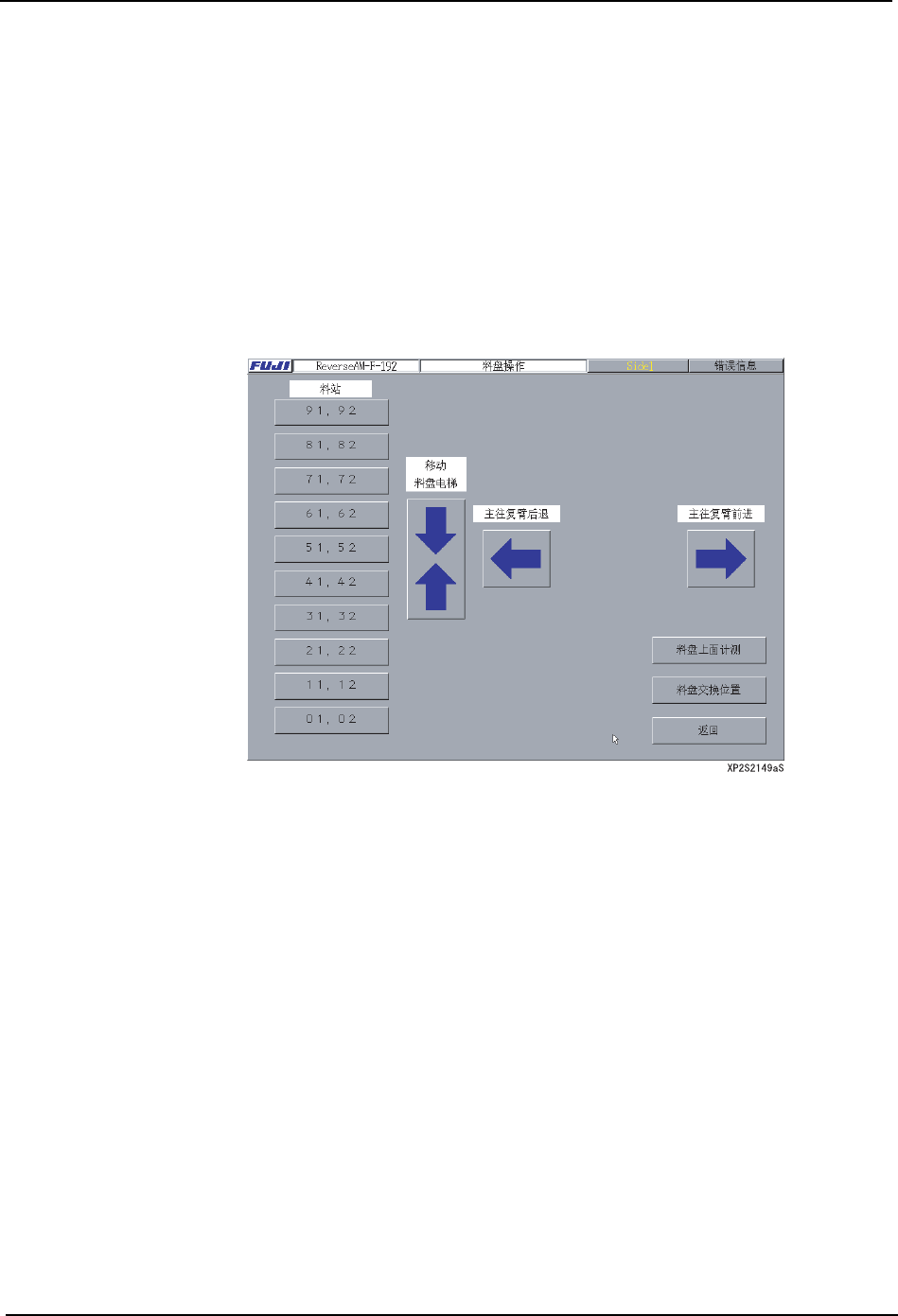
料盘操作
按照以下操作步骤可对T轴(料盘电梯)以及U轴(往复臂)手动操作。
操作步骤
1. 在 [ 主画面 ] 上选择 [ 机器操作 ]、[ 料盘操作 ],显示出 [ 料盘操作 ] 画面。
2. 选择要操作的料站 ( 料盘位置 )。
3. 选择 [ 移动料盘电梯 ] 的蓝色箭头后,料站移动到往复臂的位置。
4. 选择 [ 主往复臂前进 ] 或者 [ 主往复臂后退 ] 后,料盘架向前或向后移动。
注意 ) 未进行上面测量时会显示执行上面测量确认信息,请确认是否可以移动 T 轴后按下 [ 启动 ] 按
钮,开始执行上面测量。
项目说明
料盘电梯的移动 :
将料盘电梯移动到指定的料站上。在将指定料站以外的料盘盒供应给元件吸取位置时,从收
存所供应的料盘盒移动到指定的料站上。
料盘更换位置 :
将料盘电梯移动到料盘更换位置上。当料盘吸取位置上供应了料盘盒时,在收存料盘盒后将
料盘电梯移动到料盘更换位置上。
往复臂前进 :
往复臂前进指令是将按键按下的料站的料盘盒移动到元件的吸取位置。
往复臂后退 :
将在元件吸取位置上所供应的料盘盒和料盘往复臂移动到料盘托架位置。
料盘上面测量 :
进行全部料站的上面测量。