XP243系统手册(1).pdf - 第264页
4. 机器生产程序 SYS-XP243-1.0S 252 XP-242E/243E 系统手册 4.3.8 试生产 一边进行试贴装或者模拟,一边 可以进行程序的创建 / 编辑 / 确认。 此功能称作为试生产。 步骤 1 试生产的执行 确认修正已有的程序时,预先从 [选择编辑程序]画面下 载相应的程序。 请在 [主画面]上选择 [ 程序 ] 后按下 [ 试行 ] 按键。
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 251
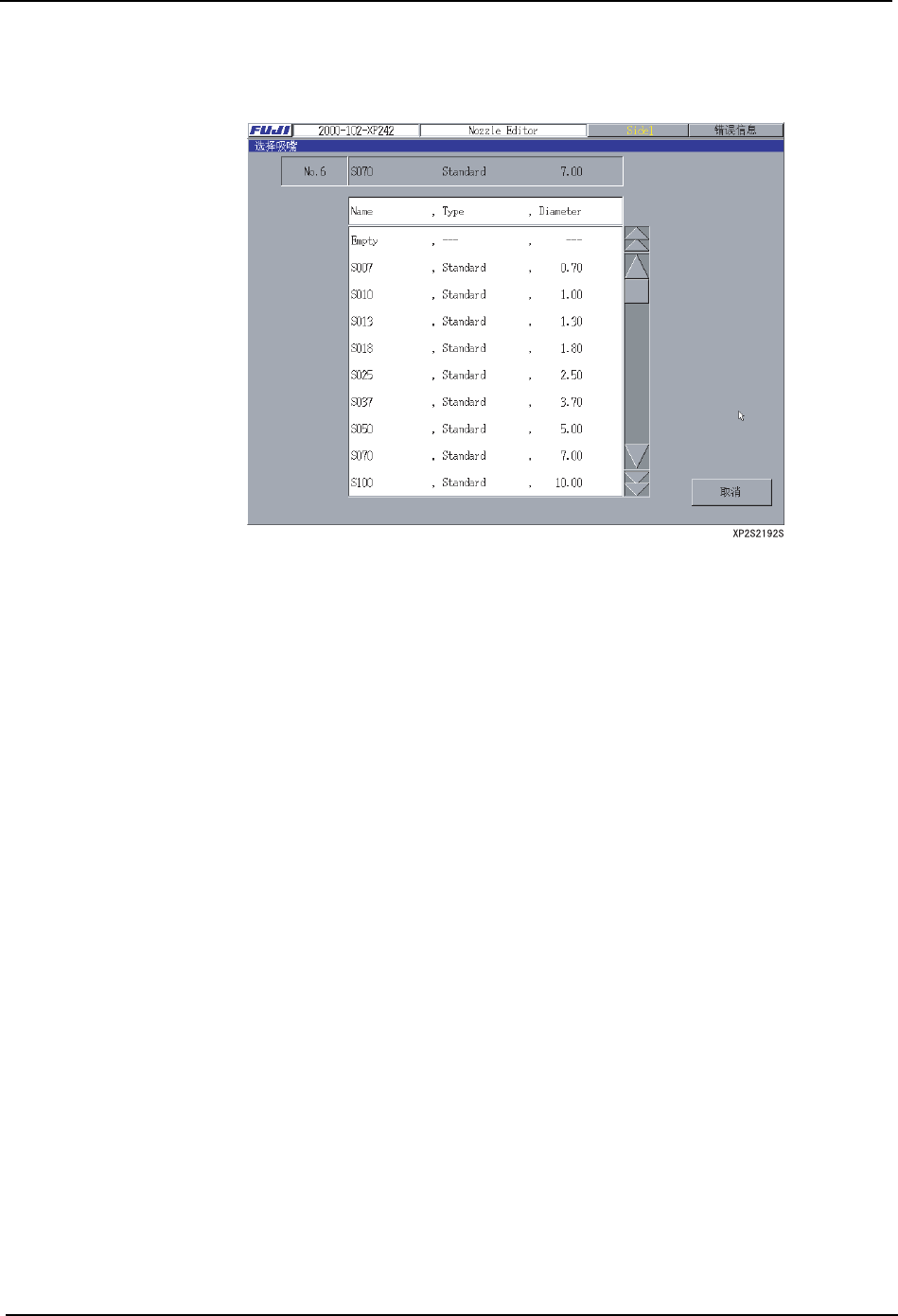
编辑方法是选择要编辑的吸嘴配置台的号码,显示出吸嘴选择画面,从中选择一个必要的吸
嘴。用同样的方法进行不同吸嘴配置台的吸嘴编辑。
备注 ) 在 Name 栏”Empty”的吸嘴数据显示出吸嘴处于没有设定的状态。
4. 机器生产程序 SYS-XP243-1.0S
252 XP-242E/243E 系统手册
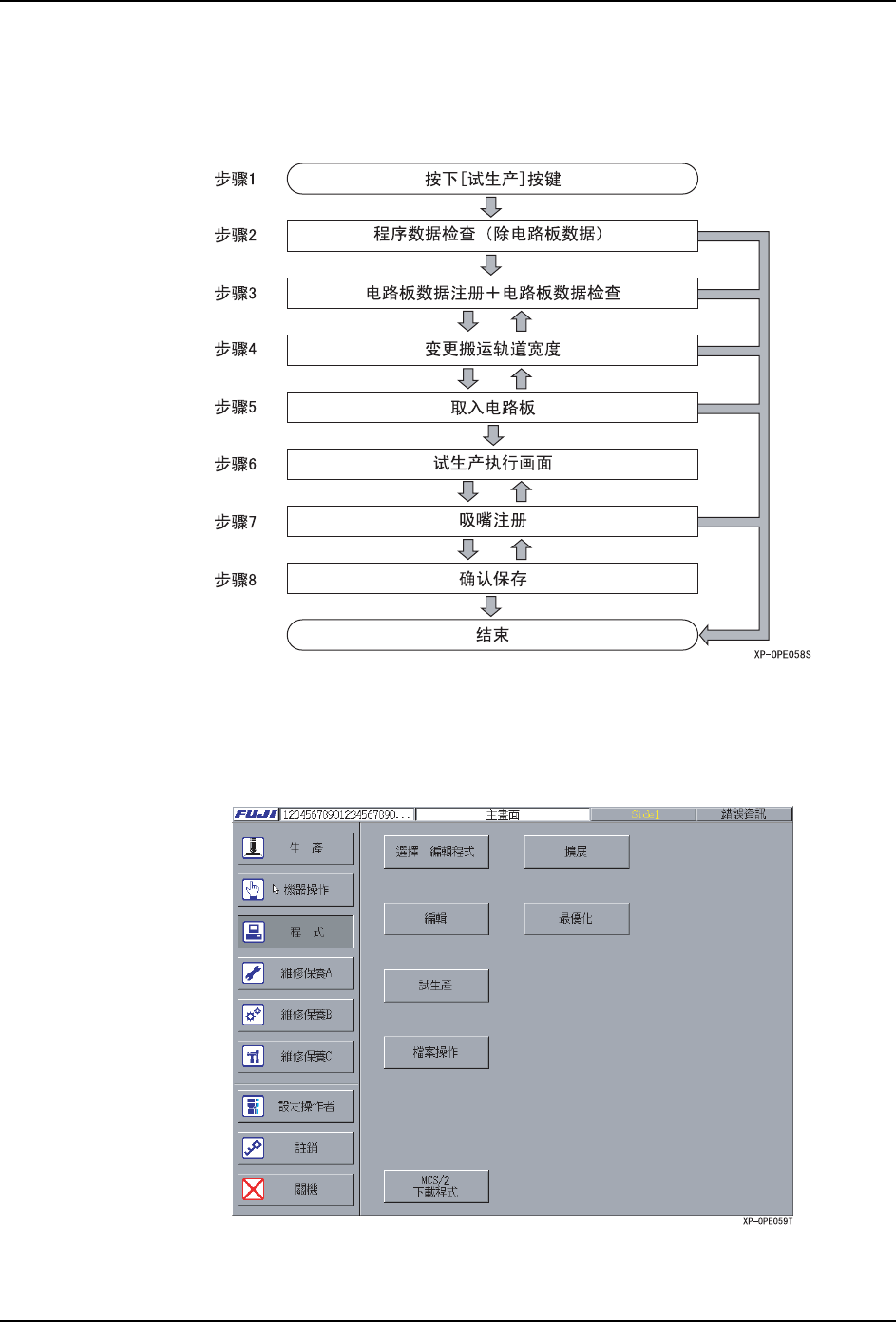
4.3.8 试生产
一边进行试贴装或者模拟,一边可以进行程序的创建 / 编辑 / 确认。
此功能称作为试生产。
步骤 1 试生产的执行
确认修正已有的程序时,预先从 [选择编辑程序]画面下载相应的程序。
请在 [主画面]上选择 [ 程序 ] 后按下 [ 试行 ] 按键。

SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 253
步骤 2 自动检查程序数据
按下 [试行]按键后自动地执行程序数据的检查。各个步骤的数据检查内容如下所示。
步骤 3 注册元件数据 + 电路板数据检查
确认电路板数据的必要项目。有不足的数据时请输入。
时机 检查内容概要
按下[试行]按
键时
进行顺序数据、供料器安装数据的数据检查。
※因为电路板数据在电路板注册窗口检查,所以不进行。
※因为元件 / 定位点数据在试行画面上执行指令时检查,所以不进
行。
※在 NO_PROGRAM 状态 (新建作成)时,不进行数据检查。
※在关于顺序数据的数据检查中,错误编码:1101702 (种类没有
“D”的顺序数据。)。
[ 电路板数据注
册]窗
在本视窗上按下 [ 下一步 ] 时,进行电路板的检查。
※即使设定了通过模式,也作为不是通过模式进行检查。
关闭 [ 程序编辑
]时
进行顺序数据、供料器安装数据、电路板数据的数据检查。
※因为元件 / 定位点数据在试行画面上执行指令时检查,所以不进
行。
※在关于顺序数据的数据检查中,错误编码:1101702 (种类没有
“D”的顺序数据。)。
执行自动吸取指
令时
进行 Part Number、Part Type 的输入范围检查。Packing 的通常检
查。
此外,用在元件数据中指定的吸嘴吸取的时候,进行指定的吸嘴在
机器中是否安装的检查。
执行手动吸取指
令时
进行 Part Number、Part Type、Packing 的输入范围检查。
执行影像处理指
令时
F: 进行执行的 F 定位点的检查。
B: 进行 B 定位点的检查。
D: 进行 Part Type 的通常检查。此外,没有吸取元件时,进行 Part
Number、Packing 的通常检查。进行指定的吸嘴是否安装在机器上
的检查。
执行贴装指令时 进行关于元件数据的全部检查。加上 Part Number、Packing 的检
查,还进行模板数据的检查。
此外,没有吸取元件时,进行指定的吸嘴是否安装在机器上的检
查。
执行卡尺指令时 F: 进行执行的 F 定位点的检查。
D: 进行 Part Type 的通常检查。
执行布线结构指
令时
F: 进行执行的 F 定位点的检查。
B: 进行 B 定位点的检查。
D: 进行 Part Type 的通常检查。