XP243系统手册(1).pdf - 第250页
4. 机器生产程序 SYS-XP243-1.0S 238 XP-242E/243E 系统手册 ·Process Maximum Noz zle Diamete r 吸取对象元件时使用,输入元件 的最大直径。(0.0mm ~ 99.9mm) Minimum Noz zle Diamete r 吸取对象元件时使用,输入元件 的最小直径。(0.0mm ~ 99.9mm) Nozzle Name 要使用特定的吸嘴时,从名称目 录中选择。( 最大…
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 237
偏差的元件有效。
·检查左边多余引脚 (First pin Check):16
在 First pin Check 中进行选择。显示出 17。(1+16=17)
在将引脚要素从左向右进行影像处理时,最初发现的引脚的左侧是否没有引脚的
确认功能。这个检查对于防止贴装间距的偏差有效。
·检查右边多余引脚 (Last pin Check):32
在 Last pin Check 中进行选择。显示出 33。(1+32=33)
在将引脚要素从左向右进行影像处理时,最初发现的引脚的右侧是否没有引脚的
确认功能。这个检查对于防止贴装间距的偏差有效。
·不检查引脚长度方向的位置偏差 (No Center Lengh Tolerance Check):256
在 No Center Lengh Tolerance Check 中进行选择。显示出 257。(1+256=257)
为是否进行 Center Lengh Tolerance 的引脚长度方向的检查的设定。请在不想进
行引脚长度方向的位置偏差 (弯曲)时使用。
·不检查引脚宽度方向的位置偏差 (No Center Width Tolerance Check):512
在 No Center Width Tolerance Check 中进行选择。显示出 513。(1+512=513)
为是否进行 Center Width Tolerance 的引脚宽度方向的检查的设定。请在不想进
行引脚长宽度方向的位置偏差 (弯曲)时使用。
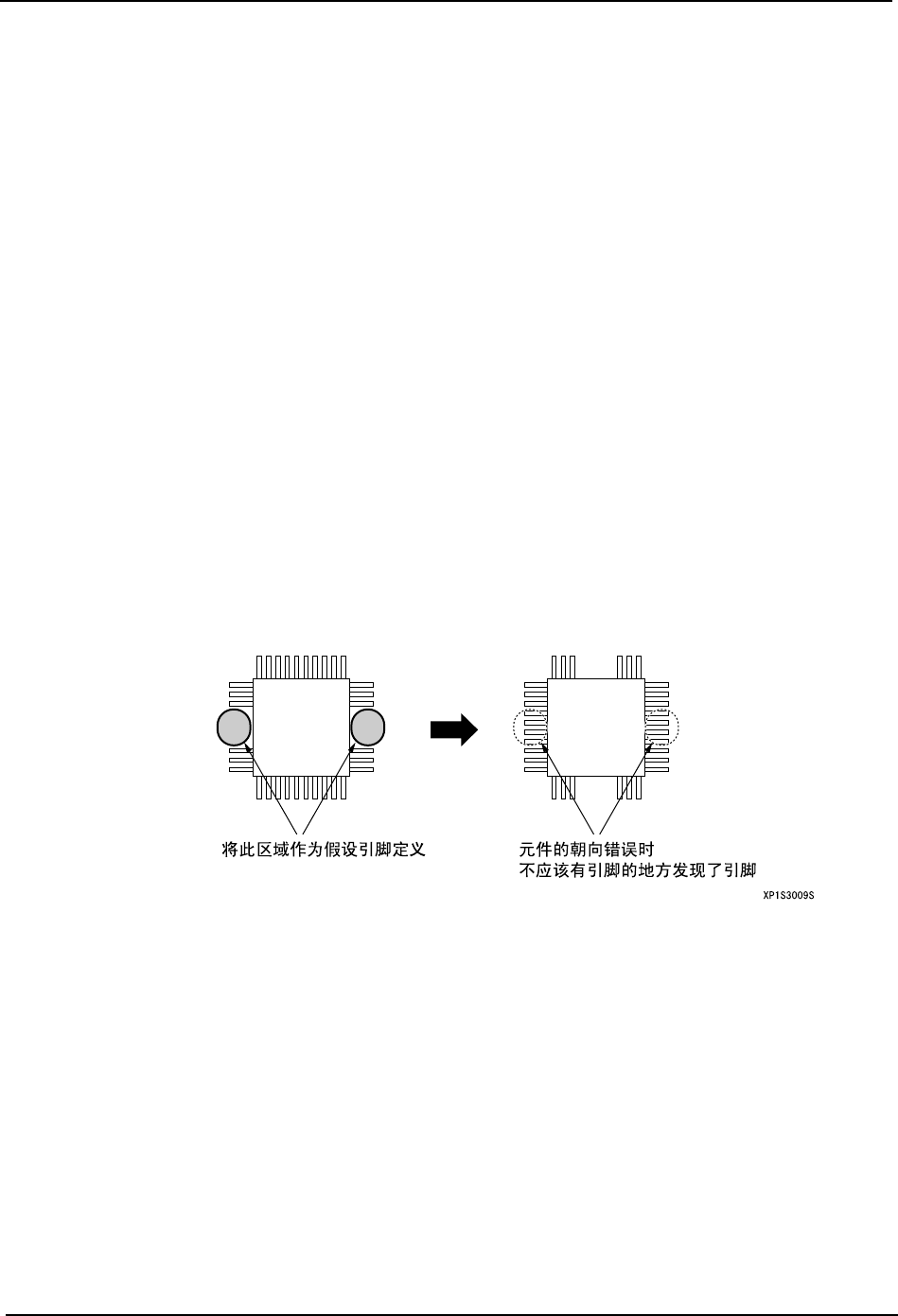
虚拟引脚检查 (Virtual lead)
在 Element Data 中,将引脚 (焊球)不应该存在的范围作为虚拟要素进行记述,进行影像
处理时在其范围内没有引脚 (不识别引脚时)时作为合格品进行判断的检查。元件的供应
方向检查时也可以使用。在进行此项检查时,在 Virtual lead 中进行选择。显示出 「2」。
行列输入的第 2 行 (Matrix)
仅仅对应 Vision Type230,231。
进行BGA·CSP元件的焊球矩阵的行列输入时,使用2个Element Data 的组合进行使用。因
此,在第 1 行输入 [1], 在第 2 行为了表示 Element Data 的第 2 行,请输入 [128]。
备注 ) 检查项目的选项使用时的功能输入时,请在 Element Datade 的第 1 行输入(加上 1 的数值)。
Part Positioning Mode
设定将影像处理的结果用模板定位还是用要素定位。
Vision Type19 的时候
0:Template Positioning 仅仅用模板定位。
1:Element Positioning 仅仅用要素定位。
4. 机器生产程序 SYS-XP243-1.0S
238 XP-242E/243E 系统手册
·Process
Maximum Nozzle Diameter
吸取对象元件时使用,输入元件的最大直径。(0.0mm ~ 99.9mm)
Minimum Nozzle Diameter
吸取对象元件时使用,输入元件的最小直径。(0.0mm ~ 99.9mm)
Nozzle Name
要使用特定的吸嘴时,从名称目录中选择。( 最大 15 字符 )
Pick-up Auto Offset
设置是否使用吸取点自动修正功能。
Part Pick-up Check
设定吸取错误被识别出时机器的动作。
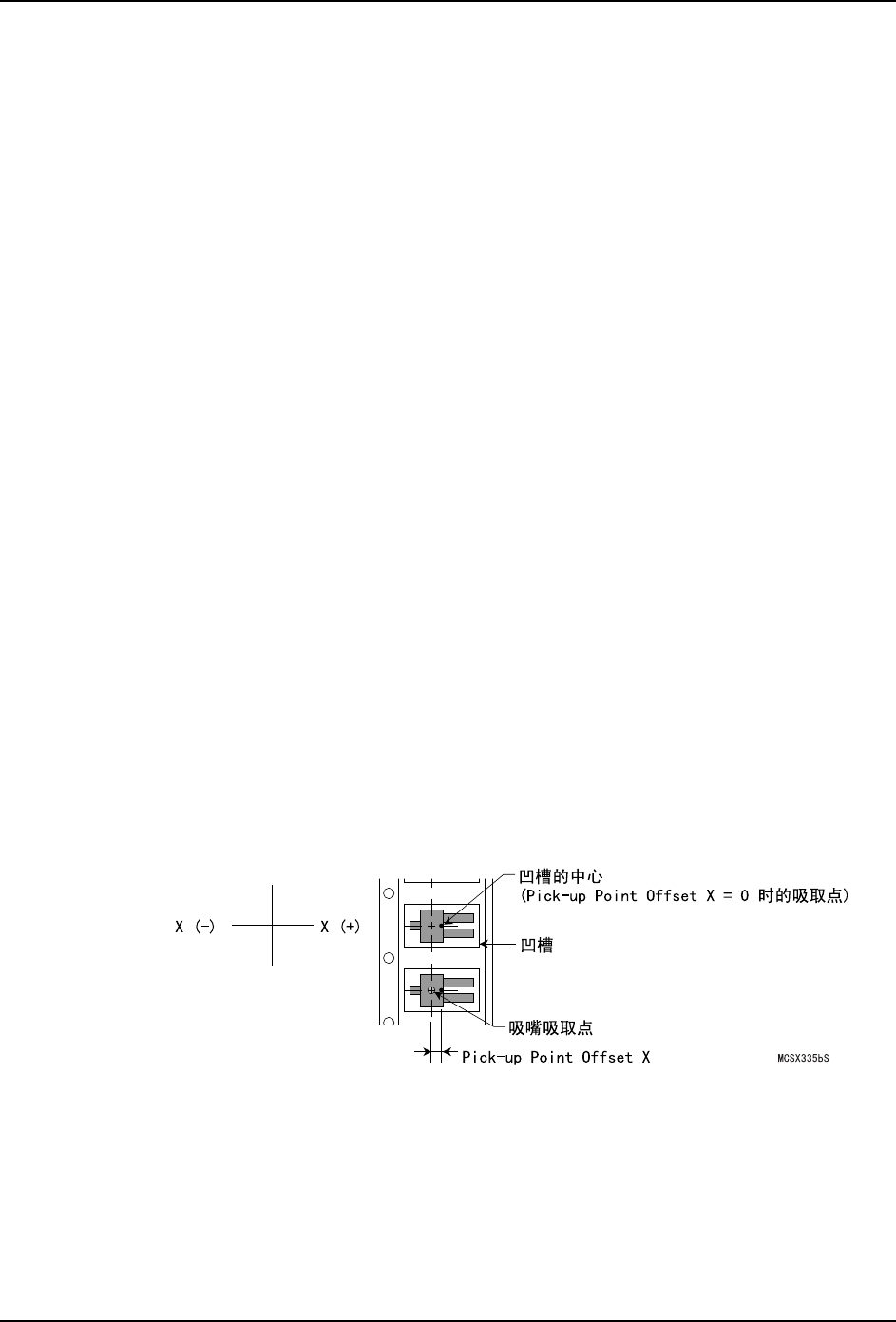
Pick-up Point Offset X
在供料器供应的元件时不想从指定料站的 X 方向的中心处吸取元件时用此设定。(-12.7mm ~
12.7mm)
设定修正量时的元件方向以 Direction 0 为基准。要设定向右偏移 5mm 时请输入 “5”。
Pick-up Point Offset Y
在供料器供应的元件时不想从指定料站的 Y 方向的中心处吸取元件时用此设定。(-12.7mm ~
12.7mm)
设定修正量时的元件方向以 Direction 0 为基准。要设定向进深处偏移 5mm 时请输入“5”。
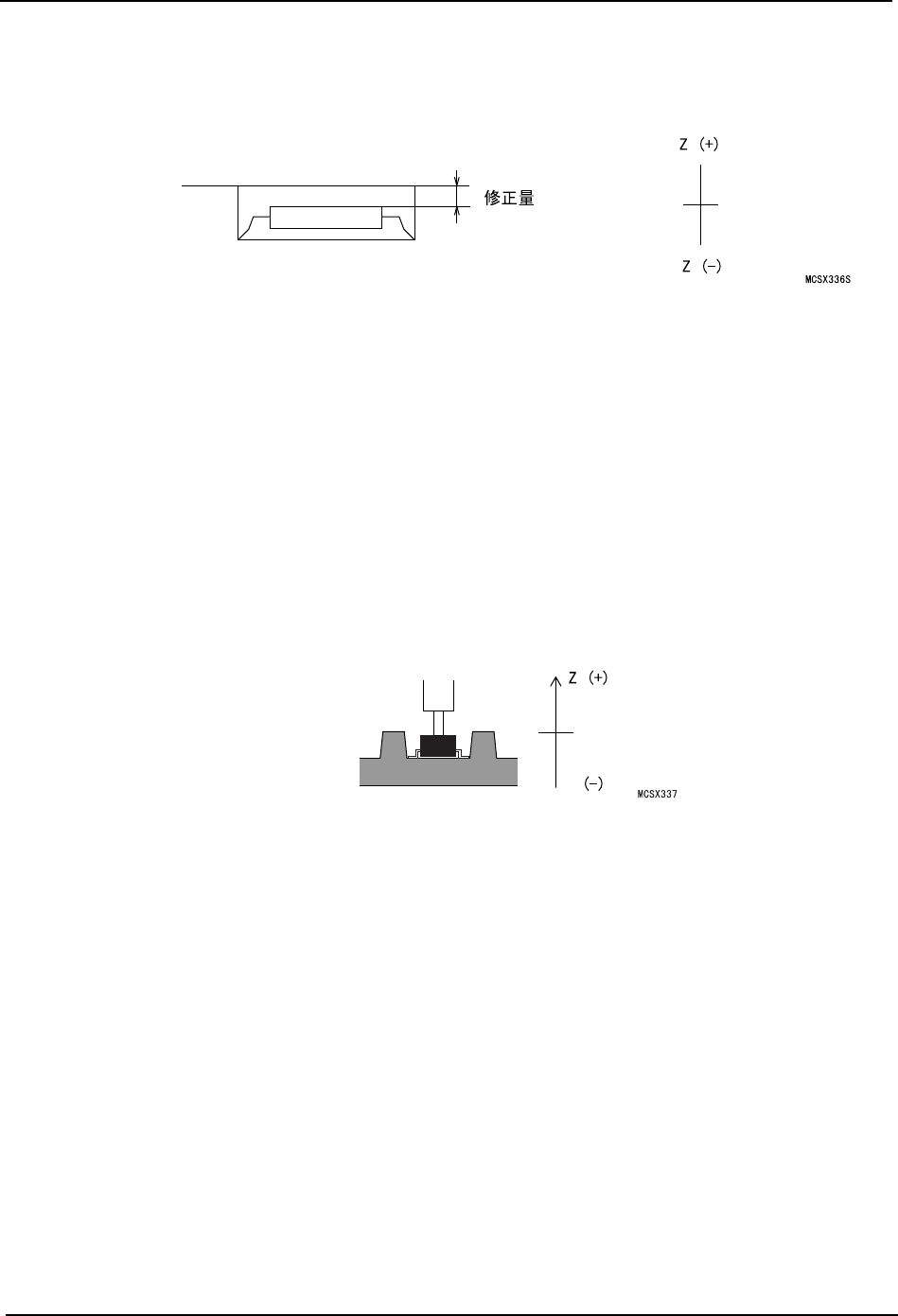
Pick-up Point Offset Z
在供料器供应的元件时不想从指定料站的通常高度吸取元件时用此设定。(-12.7mm ~
YES: 使用吸取点自动修正功能 :0
NO: 不使用吸取点自动修正功能 :1
NO: 与下面的 Recover 相同 :0
STOP: 若不吸取的话机器停止 :1
Recover: 指出错次数达到 Recover Time 设定值时,机器停止。
Recover Time 为 0 时,为 [ 维修保养 A]→[模式选
择 ] 画面的补件次数。
:2
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 239
12.7mm)
要向下修正 1mm 时请输入 “-1”。
Soft Pick Speed
为减轻进行吸取动作时对元件造成的冲击,而设定 Z 轴下降和上升的速度。(0.0 ~ 10.0) 值
越小速度越慢。输入 0 时,机器判断为 10.0。吸取时取这个输入值和 Slow Place Speed 两
者中较慢的数据为有效值。吸取元件期间,Part Transport Speed 也需考虑,取这些数据
中最慢的速度为有效值。
Pick-up Orientation Q
若元件用特殊吸嘴和机械夹头等吸取时必须预先转动吸嘴的元件,则输入这个数据。(0.0 ~
359.99)
被吸取的元件基准方向是前述的 Direction 0。
Tray Pick Offset Z
元件的吸取面与料盘上表面的的高度不同时,设定吸取时 Z 方向的修正量。(-25.4 ~ 12.7)
Tray Shuttle speed
料盘在料盘单元以及料盘往复臂中的移动速度从下列选项中选择。
Part Transport Speed
对于较重元件,根据从吸取到贴装之间的传送速度有可能使吸嘴产生偏移。为防止因传送速
度过快引起偏移。(0% ~ 100%)
在此设定的速度适用于机器在持有元件期间的全部的伺服轴的速度。将输入 “0”时作为
100%,在吸取元件期间,此值和 Soft Pick Speed、Slow Place Speed、Soft Place Speed
中的最慢的速度为有效。
Hi :4 快
Mid :3 ↑
Lo :2 ↓
ULo :1 慢