XP243系统手册(1).pdf - 第268页
4. 机器生产程序 SYS-XP243-1.0S 256 XP-242E/243E 系统手册 ①使用已有程序的模拟 (仅仅确认) 不贴装元件,用定位点相机取入 贴装位置的影像,盖上布线结构显 示出画面。 用 [ 试执行 ] 画面的左列的动作按键选择 [ 模拟 ]。 每当按下按键时在 「贴装」 与 「模拟」 之间切换。 ※ B,L,D 顺序的模拟是工作头移动到进行基准定位点补正的位置 。 选择模式 (手动、 连续、 半自动) 。 连续的时…
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 255
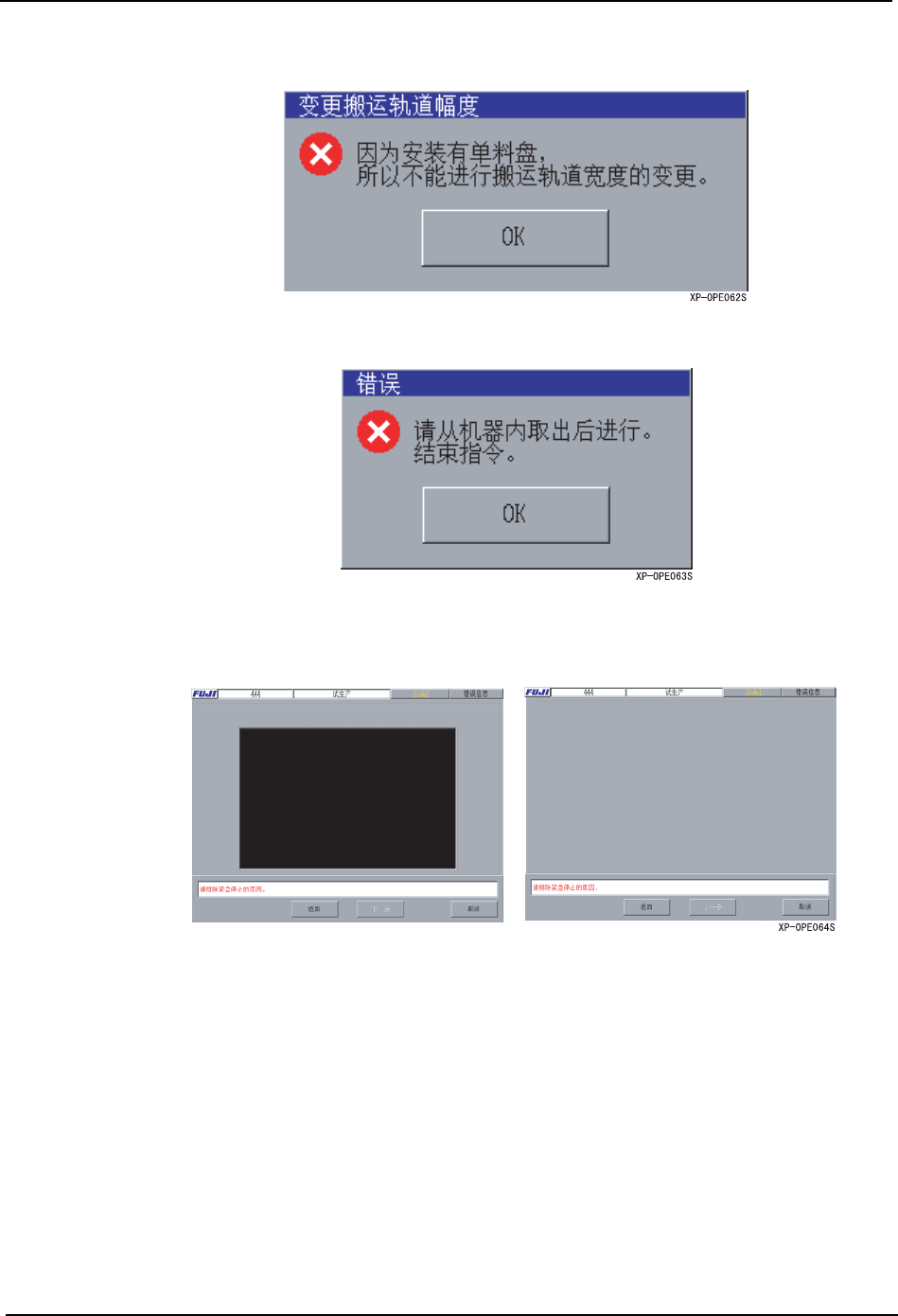
的确认,但料盘平台存在时显示出以下错误信息。
注意 ) 在进行宽度变更时请确认机器内是否有电路板。有电路板时显示出以下错误信息。
步骤 5 取入电路板
取入电路板。
注意 ) 已经取入电路板时不显示此画面。打开下一个试执行画面。
步骤 6 试执行
进行试贴装以及模拟动作。
在 [ 试执行 ] 画面上可以进行以下 3 个操作。
·模拟 (已有程序的确认)
·贴装 (已有程序的试贴装)
·程序的变更·增加以及新建作成
注意 ) 变更已有的程序时,在进入 [ 试行 ] 画面前有必要预先下载程序。
4. 机器生产程序 SYS-XP243-1.0S
256 XP-242E/243E 系统手册
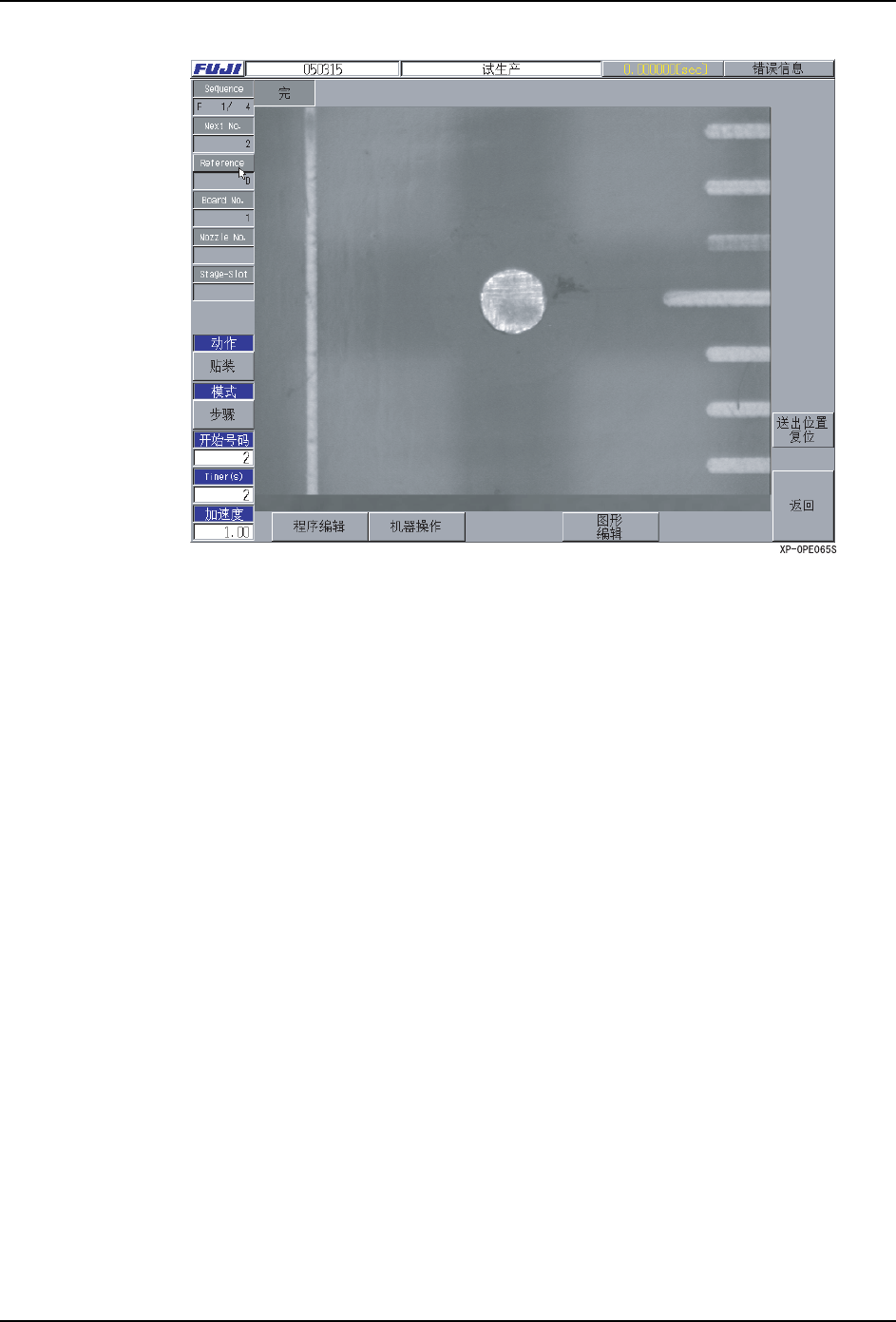
①使用已有程序的模拟 (仅仅确认)
不贴装元件,用定位点相机取入贴装位置的影像,盖上布线结构显示出画面。
用 [ 试执行 ] 画面的左列的动作按键选择 [ 模拟 ]。每当按下按键时在 「贴装」与 「模拟」
之间切换。
※ B,L,D 顺序的模拟是工作头移动到进行基准定位点补正的位置。
选择模式 (手动、连续、半自动)。连续的时候,请用 Timers (s)指定静止的时间。手动
的时候,请在 [ 跳过 ] 旁边放入顺序 No. 按下 [ 跳过 ] 按键。设定后按下 [ 启动 ] 按键。
②使用已有程序的试贴装 (仅仅确认)
实际贴装元件,用定位点相机取入贴装位置的影像,盖上布线结构显示出画面。
用 [ 试执行 ] 画面的左列的动作按键选择 [ 贴装 ]。每当按下按键时在 「贴装」与 「模拟」
之间切换。
种类 动作
(按升序执行)
目的
F 显示线框结构 ·比较电路板类型和布线结构,确认定位点类型的错
误。
影像处理 ·进行定位点的影像处理,补正 B、L、D 顺序的坐标。
·根据影像处理确认定位点数据的正当性。
B,L 显示线框结构 ·比较电路板类型和布线结构,确认读取范围的错误。
·比较电路板类型和布线结构,确认读取位置的偏差。
(仅仅在参考基准定位点时)
D 显示线框结构 ·比较电路板类型和布线结构,确认贴装元件的错误。
·比较电路板类型和布线结构,确认贴装位置 / 角度的
偏差。

SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 257
注意 ) 使用贴装模式时,要以实际贴装的元件搭载在所指定的料槽上为前提。
选择模式 (手动、连续、半自动)。连续的时候,请用 Timers (s)指定静止的时间。手动
的时候,请在 [ 跳过 ] 旁边放入顺序 No. 按下 [ 跳过 ] 按键。设定后按下 [ 启动 ] 按键。
③程序内容的变更·增加 (以及新建作成)
在开始作成顺序数据之前,请确认以下的数据是否齐备。
1. 定位点数据 (请参考 「4.3.5 定位点编辑」)
2. 供料器安装数据 (请参考 「4.3.4 供料器安装编辑」)
3. 元件数据 (请参考 「4.3.6 元件编辑」以及第 5 部。)不齐备时,按下 [ 试行 ] 画面的
下部的 [ 程序编辑 ] 按键,作成有必要的数据。
·顺序数据未注册时 (新建作成时)
在 [ 试行 ] 画面上按下 [ 程序编辑 ] 按键。打开 [ 选择顺序编辑 ] 画面。
在顺序数据未注册(顺序数为 0)的状态下,打开 [ 选择顺序编辑 ] 画面时,显示出以下的
信息对话框。
种类 动作
(按升序执行)
目的
F 显示线框结构 ·比较电路板类型和布线结构,确认定位点类型的错
误。
影像处理 ·进行定位点的影像处理,补正 B、L、D 顺序的坐标。
·根据影像处理确认定位点数据的正当性。
B,L 显示线框结构 ·比较电路板类型和布线结构,确认读取范围的错误。
·比较电路板类型和布线结构,确认读取位置的偏差。
(仅仅在参考基准定位点时)
影像处理 ·进行影像处理,确认定位点数据的正当性。
D 显示线框结构 ·比较电路板类型和布线结构,确认贴装元件的错误。
·比较电路板类型和布线结构,确认贴装位置 / 角度的
偏差。
贴装元件 ·实际贴装元件。
显示线框结构 ·比较电路板类型 / 布线结构 / 贴装元件,确认贴装元
件的错误。
·比较电路板类型 / 布线结构 / 贴装元件,确认贴装位
置/角度的偏差。