XP243系统手册(1).pdf - 第216页
4. 机器生产程序 SYS-XP243-1.0S 204 XP-242E/243E 系统手册 沿 Y 轴高速或以移动量为 1mm 负向移动。
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 203
沿 X 轴中速或以移动量为 0.1mm 正向移动。
沿 X 轴低速或以移动量为 0.01mm 正向移动。
沿 X 轴低速或以移动量为 0.01mm 负向移动。
沿 X 轴中速或以移动量为 0.1mm 负向移动。
沿 X 轴高速或以移动量为 1mm 负向移动。
沿 Y 轴高速或以移动量为 1mm 正向移动。
沿 Y 轴中速或以移动量为 0.1mm 正向移动。
沿 Y 轴低速或以移动量为 0.01mm 正向移动。
沿 Y 轴低速或以移动量为 0.01mm 负向移动。
沿 Y 轴中速或以移动量为 0.1mm 负向移动。

4. 机器生产程序 SYS-XP243-1.0S
204 XP-242E/243E 系统手册
沿 Y 轴高速或以移动量为 1mm 负向移动。
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 205
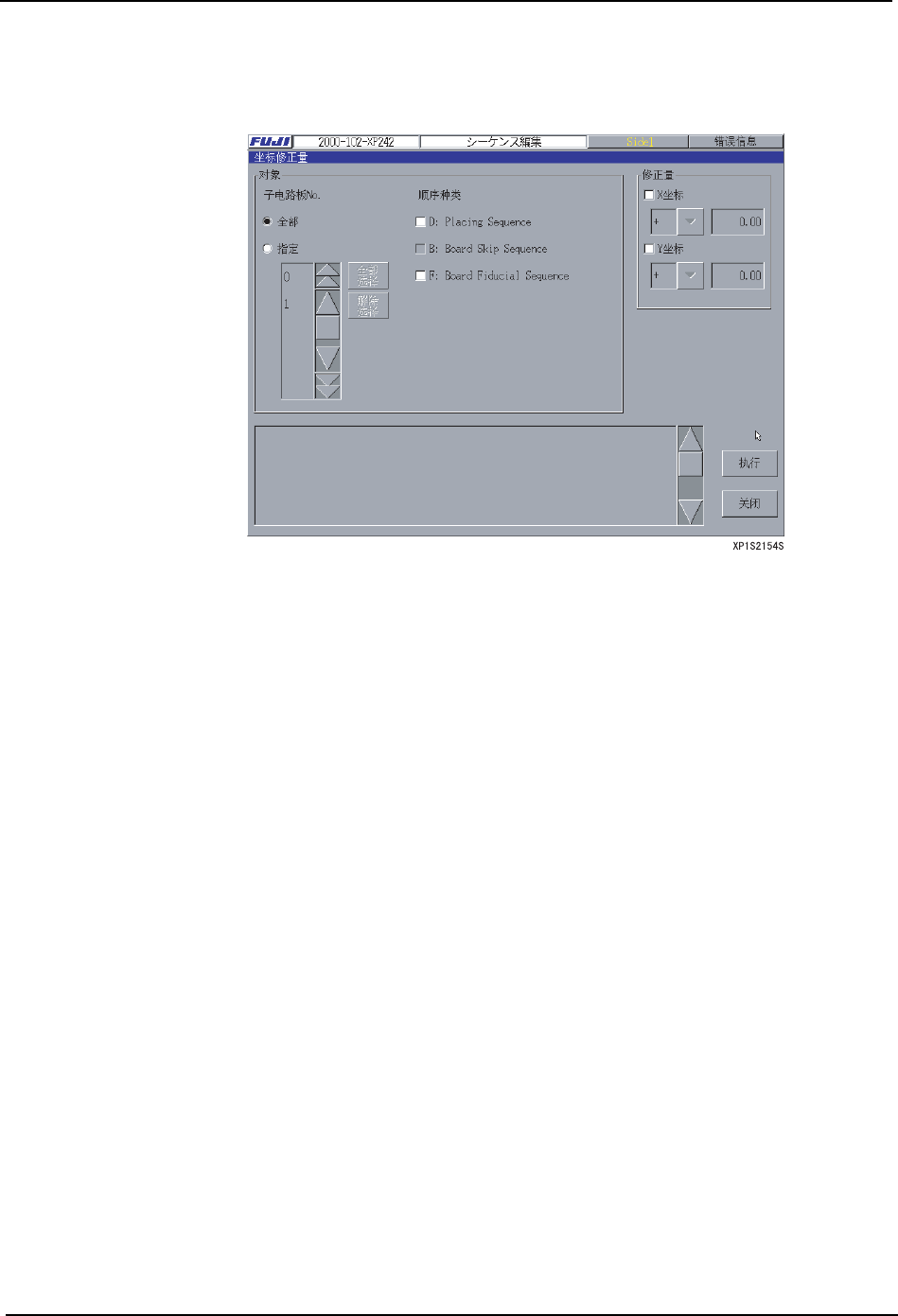
坐标修正量
以子电路板为单位对其子电路板上的指定种类的坐标进行修正的功能。
项目说明
子电路板 No.
指定对坐标进行修正的子电路板 No.。
顺序种类
选择适用修正值的坐标的种类。
修正量
指定进行修正的方向,加/减(+/-)量。(输入范围:0.00 ~ 650.00)
执行
显示确认信息后,指定是否进行修正。
[YES]: 执行修正处理,返回主画面。
[NO]: 不执行修正处理,返回主画面。
[Close]: 关闭主画面,返回顺序编辑画面。
※ 上述修正量的条件是在执行修正成功时被保存。
全部 : 对于电路板上的所有子电路板进行坐标修正。
指定 : 全部的子电路板不作为对象时,指定子电路板 No.。
D: 元件贴装坐标
B: 读取子电路板跳过定位点坐标
F: 读取子电路板基准定位点坐标