XP243系统手册(1).pdf - 第260页
4. 机器生产程序 SYS-XP243-1.0S 248 XP-242E/243E 系统手册 Tray Row Qu ality 请输入已装载状态下从 Side1 视角观察到的料盘 Y 方向的孔数。 ( 0~6 4 ) Tray Dump P ick Positio n X 请输入排出料盘时吸取坐标的料 盘原点到 X 方向的尺寸。 (-250.00mm ~ 0.00mm) Tray Dump P ick Positio n Y 请输入排…
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 247
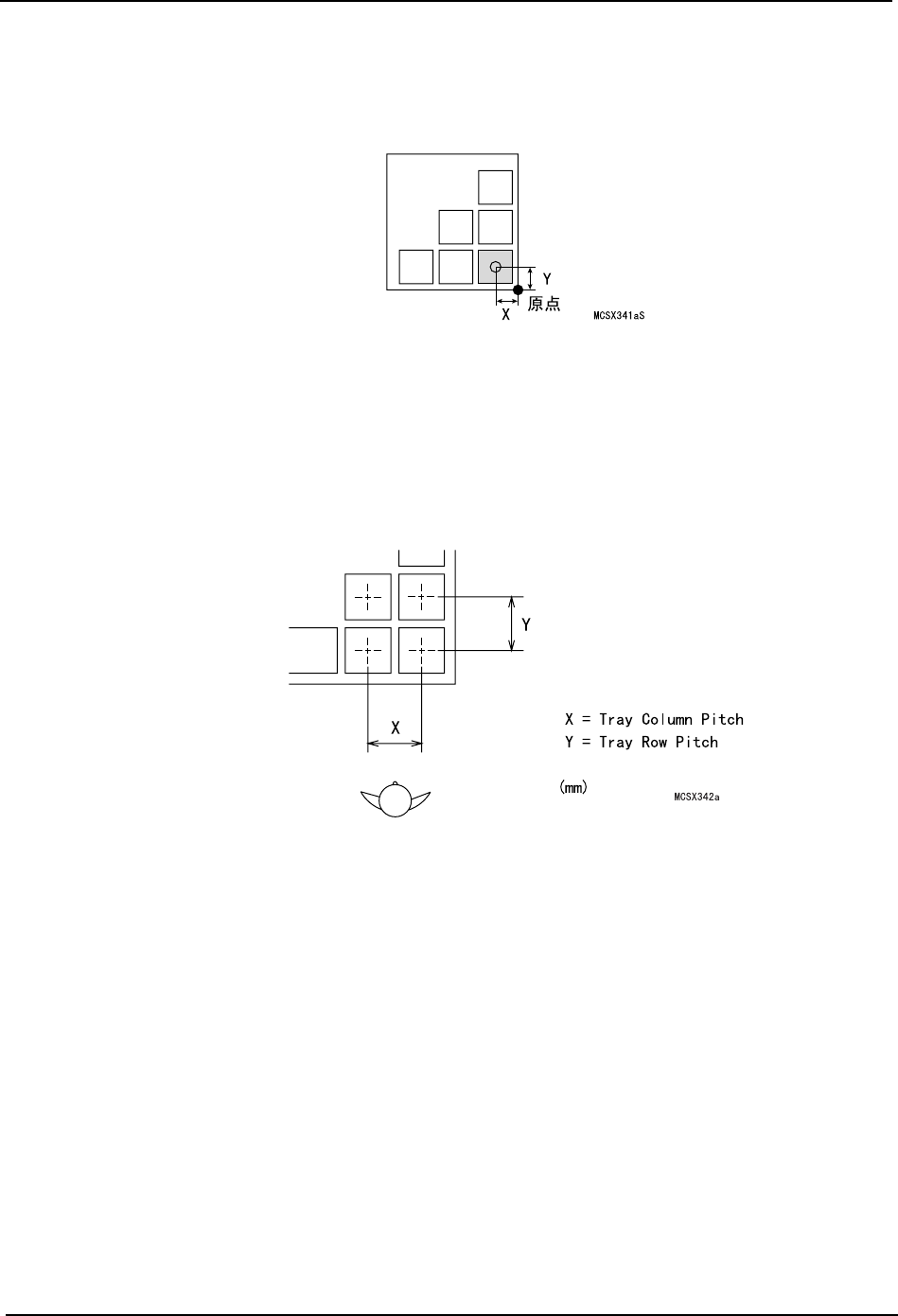
Tray First Pickup Position X
请输入从料盘原点 ( 已装载的状态下从 Side1 视角观察在料盘的右下角 ) 吸取第 1 个元件的
坐标 X 方向的长度。(-250.00mm ~ 0.00mm)
Tray First Pickup Position Y
请输入从料盘原点 ( 已装载的状态下从 Side1 视角观察在料盘的右下角 ) 吸取第 1 个元件的
坐标 Y 方向的长度。(0.00mm ~ 350.00)
Tray Column Pitch
请输入已装载的状态下从 Side1 视角观察到的料盘在 X 方向的孔之间的间距。(0.00 ~
250.00)
Tray Row Pitch
请输入已装载的状态下从 Side1 视角观察到的料盘在 Y 方向的孔之间的间距。(0.00 ~
350.00)
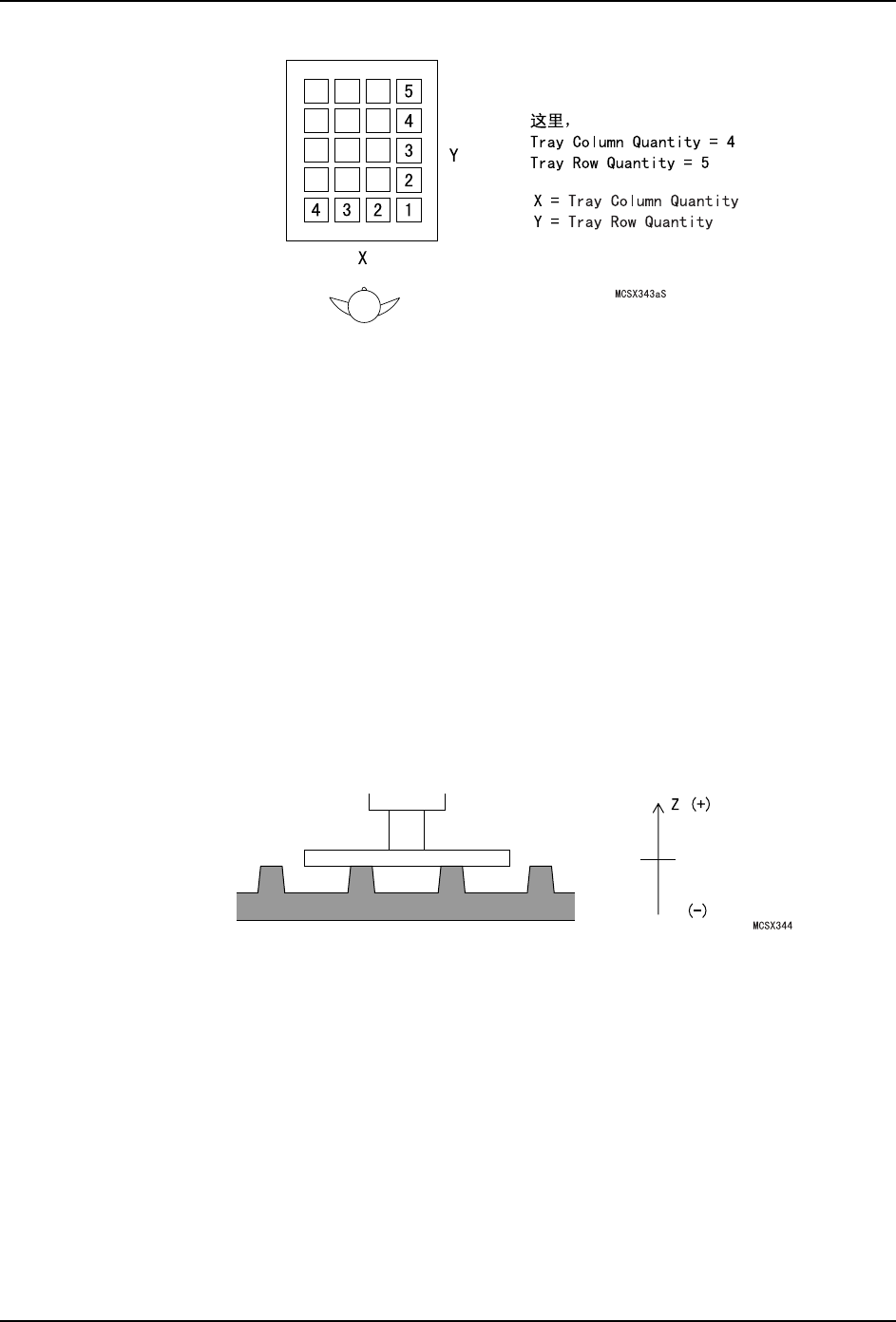
Tray Column Quantity
请输入已装载状态下从 Side1 视角观察到的料盘 X 方向的孔数。(0 ~ 64)
4. 机器生产程序 SYS-XP243-1.0S
248 XP-242E/243E 系统手册
Tray Row Quality
请输入已装载状态下从 Side1 视角观察到的料盘 Y 方向的孔数。
(0~64)
Tray Dump Pick Position X
请输入排出料盘时吸取坐标的料盘原点到 X 方向的尺寸。
(-250.00mm ~ 0.00mm)
Tray Dump Pick Position Y
请输入排除料盘时吸取坐标的料盘原点到 Y 方向的尺寸。
(0.00mm ~ 350.00mm)
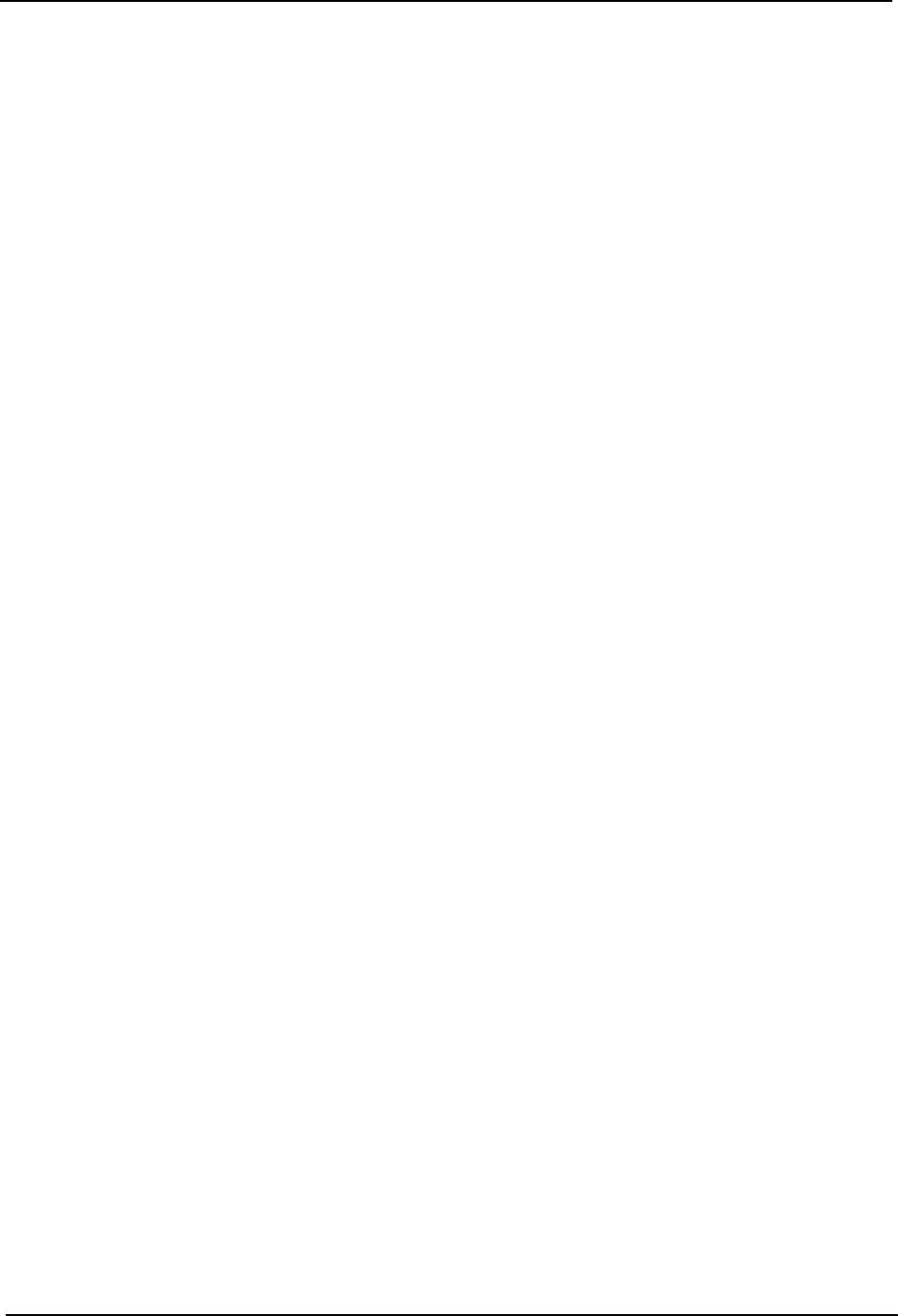
Tray Dump Pick Position Z
请根据需要设定排出空料盘时 Z 方向的修正值。
(-12.8mm ~ 12.7mm)
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 249
关于元件数据和模板数据的运用
在XP系列机器上,影像处理用的模板数据保存方法在XP-142E/242E系列上与XP-141E/241E/
341E 系列是不同的。
将在 XP-141E/241E/341E 系列上使用的模板在 XP-142E/242E 上使用时,将使用的模板文件
( 后缀 : .tpl) 从 XP-141E/241E/341E 的元件驱动器中复制到 XP-142E/242E 的元件驱动器
的 TPL 文件夹内,请将固有值 OPERATION_2 的 「CCIMFTemplateMode」设定为 「1」。
备注 ) 相对于在 XP-142E/242E 系列上,将模板数据作为 Part Type 数据的一部分 ( 后缀 : .pds) 进
行保存,而在 XP-141E/241E/341E 系列上,将模板文件作为机器的硬盘驱动器内独立的文件 (
后缀 : .tpl) 进行保存。
因为在 XP-142E/242E 上将模板数据作为 Part Type 数据的一部分进行保存,所以在读取机
器中生产程序的 Part Type 数据创建模板时,模板数据仅仅存在于其生产程序中。创建模板
后,重新传送同名的生产程序并覆盖后,在生产程序中保存的模板被删除。这种情况下,在
其状态下要进行生产时显示出没有必要的模板的错误信息。要在以后也使用所创建的模板
时,请进行以下的操作。
1. 在 [ 元件编辑画面 ] 上,打开用生产程序创建的模板的一个 PartNumber 数据并按下 [ 保
存 Library] 按键。
2. 打开 PartType 数据并按下 [ 保存 Library] 按键。
3. 打开 Packing 数据并按下 [ 保存 Library] 按键。
4. 反复进行 1. ~ 3. 的操作直到用 Vision Type18 创建的所有的元件都完成了这个处理后,
从主电脑中读取同名的生产程序。但是,这时请在 「选择程序」对话框下的 「从数据库
读取元件·定位点」中键入选项。
注意 ) 要使 「从数据库读取元件·定位点」的选项框有效时,请将固有值 OPERATION_2 的
「PartLibraryCentricMode」设定为 「1」。