XP243系统手册(1).pdf - 第220页
4. 机器生产程序 SYS-XP243-1.0S 208 XP-242E/243E 系统手册 沿 X 轴低速或以移动量为 0.01mm 负向移动。 沿 X 轴中速或以移动量为 0.1mm 负向移动。 沿 X 轴高速或以移动量为 1mm 负向移动。 沿 Y 轴高速或以移动量为 1mm 正向移动。 沿 Y 轴中速或以移动量为 0.1mm 正向移动。 沿 Y 轴低速或以移动量为 0.01mm 正向移动。 沿 Y 轴低速或以移动量为 0.01m…

SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 207
在 [No.] 中输入号码,选择 [ 跳过 ] 后可以更改所编辑的顺序号
码。
当要指定比相机的视角更大的元件的 X、Y 的坐标、角度时,使用多
点输入功能。
选择 [ 多点输入 ] 后显示多点输入的选择画面。选择要输入的点数
的图,一点一点输入坐标。
可以编辑当前顺序 No. 之前的数据。长按后可以连续移动到前面的
数值。放开按键或者移动到最前的顺序时停止。
可以编辑当前顺序 No. 之前的数据。长按后可以连续移动到前面的
数值。放开按键或者移动到最前的顺序时停止。
可以注册编辑数据和当前的 X,Y 坐标以及编辑下一个数据,在设定
为 [ 插入 ] 时,显示出下一个新建数据。当设定为 [ 覆盖 ] 时,如
果已有下一个数据的话,显示其数据并移动轴,没有的话显示新建
数据。
当增加的数据的 X 坐标、Y 坐标存在于其他的顺序的 X 坐标、Y 坐标
的± 0.1mm 范围内时,显示警告、确认的信息框。
不注册任何数据结束指教操作。
设定 X,Y 轴的 JOG 操作模式。更改设定后,箭头颜色和 JOG 操作模
式也变更。
在移动量 ( 兰色 ) 时,每按一次下面的按键就以此移动量进行移
动。
在速度 ( 绿色 ) 时,在按下面的箭头键的期间,将以此速度移动。
沿 X 轴高速或以移动量为 1mm 正向移动。
沿 X 轴中速或以移动量为 0.1mm 正向移动。
沿 X 轴低速或以移动量为 0.01mm 正向移动。
4. 机器生产程序 SYS-XP243-1.0S
208 XP-242E/243E 系统手册
沿 X 轴低速或以移动量为 0.01mm 负向移动。
沿 X 轴中速或以移动量为 0.1mm 负向移动。
沿 X 轴高速或以移动量为 1mm 负向移动。
沿 Y 轴高速或以移动量为 1mm 正向移动。
沿 Y 轴中速或以移动量为 0.1mm 正向移动。
沿 Y 轴低速或以移动量为 0.01mm 正向移动。
沿 Y 轴低速或以移动量为 0.01mm 负向移动。
沿 Y 轴中速或以移动量为 0.1mm 负向移动。
沿 Y 轴高速或以移动量为 1mm 负向移动。
SYS-XP243-1.0S 4. 机器生产程序
XP-242E/243E 系统手册 209
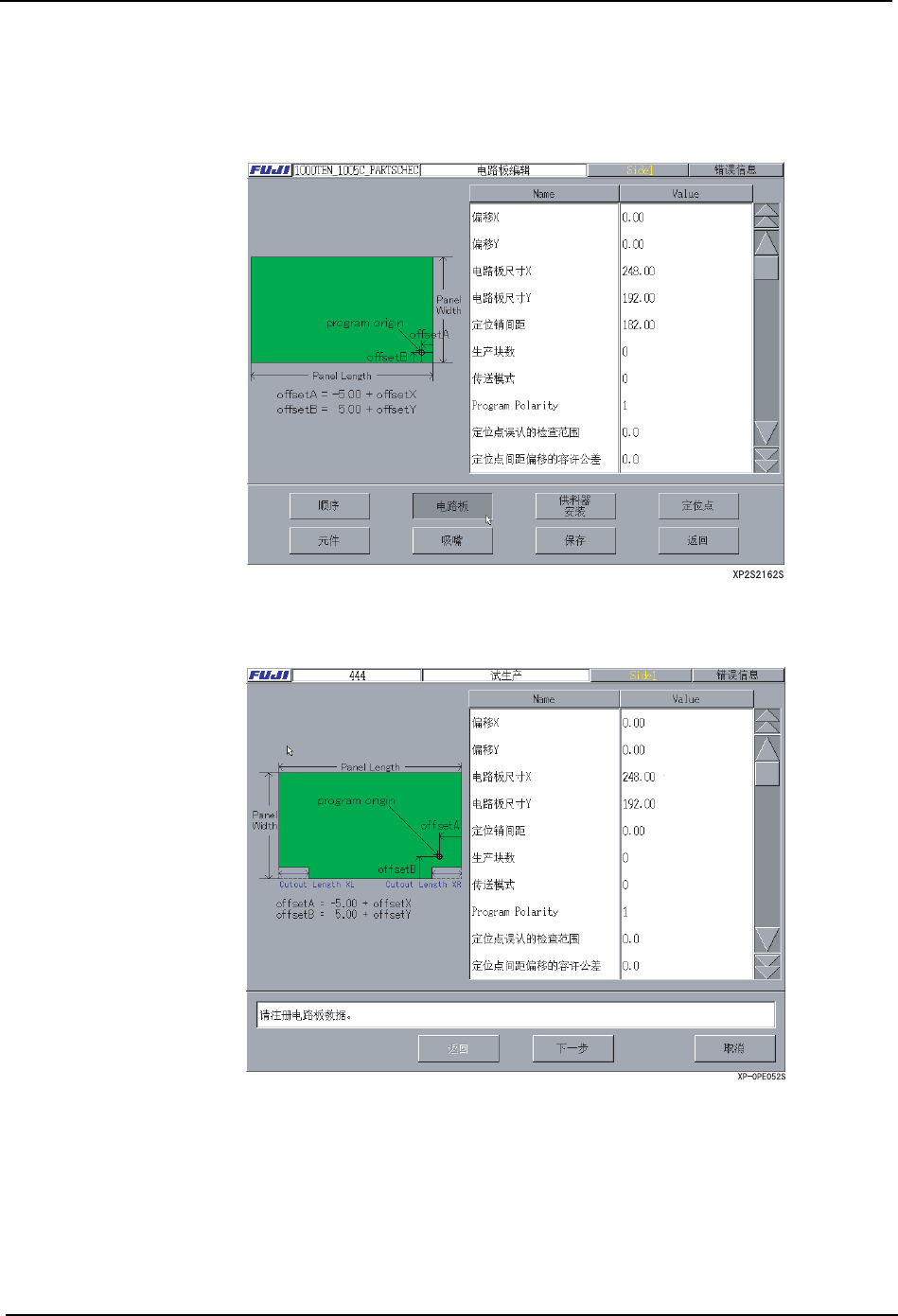
4.3.3 电路板编辑
电路板编辑器用于编辑贴装元件的电路板信息。
XP-242E
XP-243E
项目说明
修正量 X
以顺序输入的坐标的基准点与 FUJI 的程序坐标原点 ( 从电路板右下角开始在 X 方向为 -5mm、
Y 方向为 +5mm 的坐标 ) 不同时,有必要设定修正值。请输入从电路板上 FUJI 的原点到输入
坐标数据的基准点的 X 方向的修正值。(-600.00mm ~ 600.00mm)