80S-20用户手册.pdf - 第185页
SIPLACE 80S -20/F4 User Manual 5 Single functions Software version SR.407.xx 01/2001 US Edition 5.2 Single functions, gantry 185 5.2.3 "Gantry funct ions" view Å In the cu rrent vi ew for th e singl e funct ion…

5 Single functions SIPLACE 80S-20/F4 User Manual
5.2 Single functions, gantry Software version SR.407.xx 01/2001 US Edition
184
Å In the text box, enter the number of the required nozzle and confirm your entry with OK. The
corresponding nozzle is picked up from the nozzle changer.
NOTE
If a different nozzle is still on the IC head, this is first automatically returned to the nozzle changer.5
Head reference run 5
This function starts a reference run for the z and d axes, i.e. they both move to their reference
points. 5
Å Click on the Head reference run button.
The axes perform a reference run.
Turn D-axis 5
This function is used to test the d-axis. 5
Å Click on the Turn D-axis button.
The D-axis is turned once through 90
0
.
Unclamp 5
This function unclamps the z-axis. All other functions are locked while the z axis is unclamped. 5
Å Click the Unclamp button.
The z-axis is unclamped and a dialog box opens indicating this status.
Å Click on OK in the dialog box when the axis is to be clamped again.
Clamping is reactivated and the dialog box is closed. All functions are available again.
On/Off ("Vacuum" field) 5
This function allows the vacuum at the nozzle to be checked by switching it on and off. 5
Å Click on the On or Off button in the "Vacuum" field.
The vacuum is switched on or off.
On/Off ("Forced air" field) 5
This function allows the forced air at the nozzle to be checked by switching it on and off. 5
Å Click on the On or Off button in the "Forced air" field.
The forced air is switched on or off.
5
SIPLACE 80S-20/F4 User Manual 5 Single functions
Software version SR.407.xx 01/2001 US Edition 5.2 Single functions, gantry
185
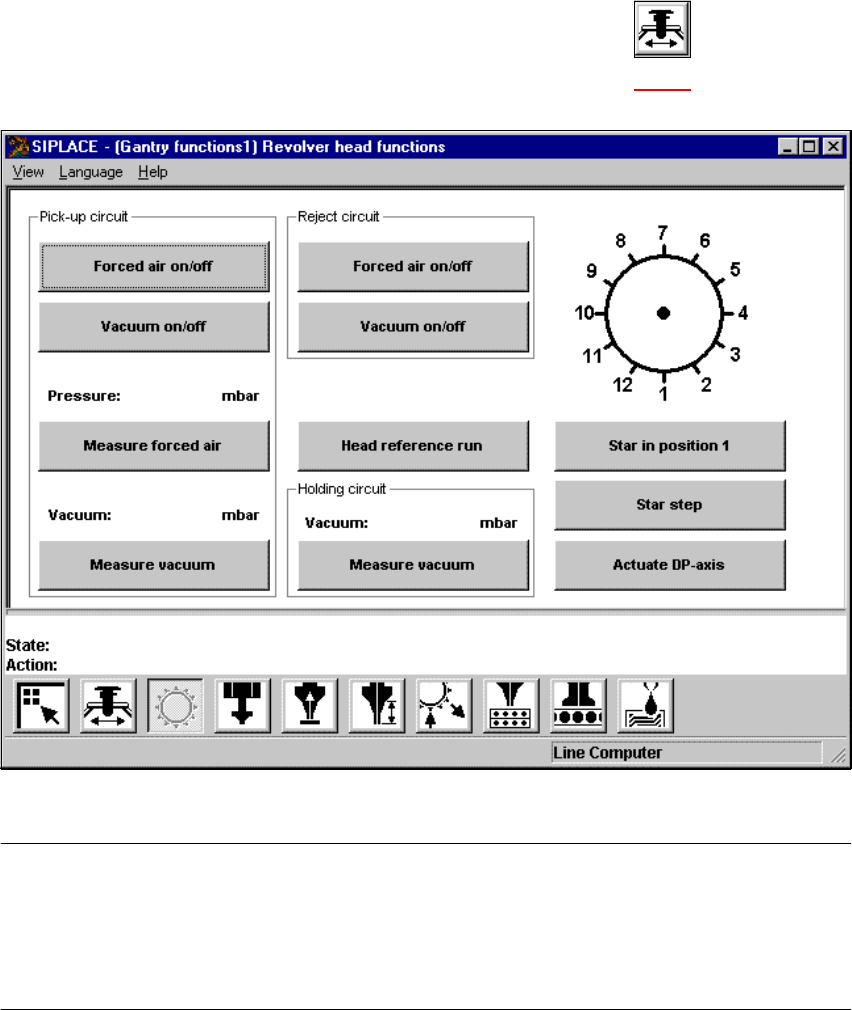
5.2.3 "Gantry functions" view
Å In the current view for the single functions for Gantry, click the symbol .
The user interface is switched to the "Gantry functions" view (see Fig. 5.2 - 3
).
5
Fig. 5.2 - 3 "Gantry functions" view
NOTE
All travel functions of the main axes (x and y) must be started using the start button.
A message appears in the status field on the view which asks you to "Please press the start but-
ton".
If the machine covers are not closed, the message "Close cover" will appear in the status field. 5
5
5 Single functions SIPLACE 80S-20/F4 User Manual
5.2 Single functions, gantry Software version SR.407.xx 01/2001 US Edition
186
5.2.3.1 Functions
In the "Gantry functions" view the following functions are available to test the gantry.
The required function is triggered by clicking on the corresponding button. 5
Go to set-up position 5
This function is used to check the set-up position of the gantry.
When the gantry is in the set-up position, it is possible to unload and retool the feeders.
Å Click the Go to set-up position button and press the start button as often as you are asked to.
The gantry moves (from the feeder area) into the set-up position.
Go to service position 5
This function is used to check the service position of the gantry.
When the gantry is in the service position, it is possible to carry out work on the placement head
and on other parts of the gantry.
Å Click the Go to service pos’n button and press the start button as often as you are asked to.
The gantry moves into the service position.
Go to waiting position 5
This function is used to check the waiting position of the gantry.
When the gantry is not required for placement, it moves to the waiting position.
Å Click the Go to waiting pos’n button and press the start button as often as you are asked to.
The gantry moves into the waiting position.
Go to zero pulse 5
This function is used to check the zero pulse of the gantry.
The zero pulse is the origin of the gantry to which the counting procedures of the incremental
encoder refer. For a reference run, the gantry moves to this origin.
Å Click the Go to zero pulse button and press the start button as often as you are asked to.
The gantry moves to the origin of the x and y axes.
Gantry reference run 5
This function is used to perform a reference run with the x and y axes of the active gantry. The
axes move to the origin to determine their position in the machine.
Å Click the Gantry reference run button and press the start button as often as you are asked to.
The gantry performs a reference run.