YG300_Ope_E.pdf - 第99页
3-13 3 Starting and ending pr oduction 4 . 2 M a i n T h e [ M o n i t o r ] - [ M a i n ] t a b s c r e e n s h o w s y o u t h e r e a l - t i m e p r o d u c t i o n s t a t u s s u c h a s t h e b o a r d c o u n t a…
3-12
3
Starting and ending production
5. Operating Navigation area (operating instruction message area)
• Select Operating Position drop-down list
When an error, operating instruction or warning occurs, select the position showing an error from this drop-down list.
Only positions requiring an operator task are displayed in the drop-down list.
Reference
You can select the operating position by clicking the error area on the layout view. However the operating position
cannot be selected if you click on an area where there are no errors, operating instructions or warnings.
• Operating Navigation instructions
This displays messages with countermeasures for handling errors, operating instructions or warnings at operating position
selected with the "Select Operating Position" drop-down list. When multiple errors occur, those items with the highest
priority for countermeasures are displayed in sequence. To switch to other instruction messages, press the left/right arrow
buttons.
[Error Detail] button
Pressing this button displays an error message dialog that contains detailed information and countermeasures for the
error and operating instruction, or warning displayed in the "Operating Navigation" area.
[Error Clear] button
Press this button after recovering from the error or after handling the operating instruction or warning displayed in the
"Operating Navigation" area. Pressing this button shows that recovery is complete by following the message in the
"Operating Navigation" area, and that automatic operation can restart.
However, automatic operation will not restart if a recovery task is still incomplete (other than warnings).
6. Component information display area
Displays basic information on components currently being used in the program (board data) for production. Data that is
causing an error appears in a different color.
Reference
If an error has occurred on the entire machine then the entire area background is displayed in blue.
3-13
3
Starting and ending production
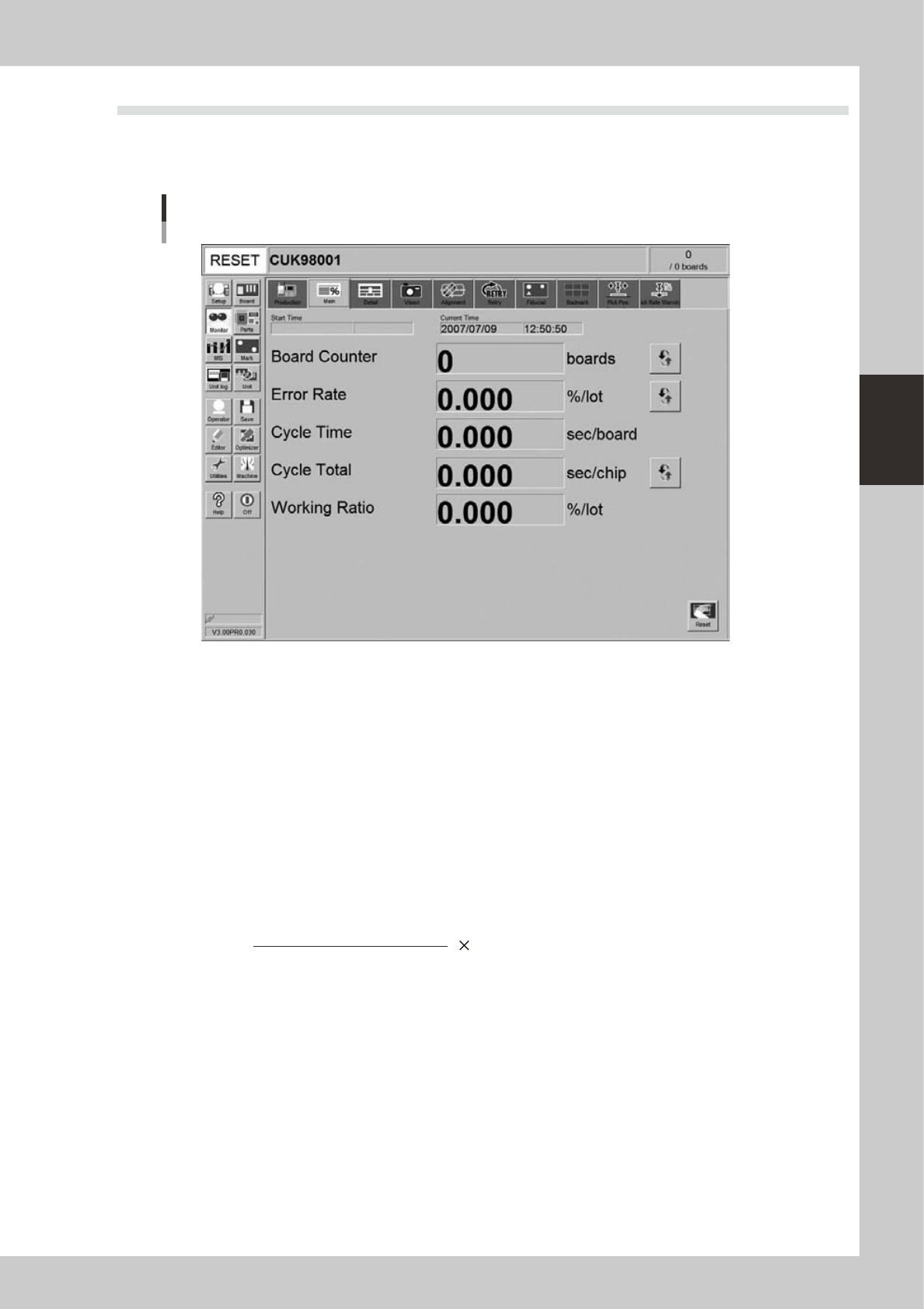
4.2 Main
The [Monitor]-[Main] tab screen shows you the real-time production status such as the board count and cycle
time. Displaying this screen during production is handy. All information will be cleared when the board type is
changed.
Monitor: Main
24310-M3-00
• Start Time
Displays the date and time that the board data currently being produced was changed.
• Current Time
Displays the current date and time (system clock time in the machine).
• Board Counter
Displays the number of boards produced after changing to the current board data. The board data that was reset before
component mounting is complete is not counted unless the component mounting is resumed and completed.
• Error Rate
Displays the rate of discarded components due to pickup or recognition errors with respect to all components that have
been consumed after changing to the current production board data. This data is updated when the production of one
board is completed.
Number of discarded components
Total component consumption
Error rate (%) =
100
• Cycle Time (sec/board)
Shows the average (seconds/board) of the mounting time per board. The data is updated when component mounting on
each board is completed. The cycle time includes the mark (including fiducial and bad marks) recognition time,
component pickup time, component recognition time, mounting time, retry operation time, component dump time and
nozzle change time.
The board transfer time and stop time (time stopped with error or [STOP] button) is not included.
• Cycle Total (sec/chip)
Shows the time (seconds) to mount one component on the board. This is the time obtained by dividing the time for one
sequence from pickup to mounting by the number of components mounted in that sequence.
3-14
3
Starting and ending production
• Working Ratio
This is the machine unit's working ratio. This ratio is not affected by the status of the upstream and downstream
machines, and is calculated with the following expression. Generally, the mounter working ratio is 40 to 70%.
Cumulative mounting time on all stages + cumulative transfer time on all stages
[
(Production completion time - setup completion time) on all stages - cumulative standby time on all stages
]
s 100
Working ratio (%)
=
• Cumulative mounting time : Total time that head is operating
• Cumulative transfer time : Total transfer time (board loading/unloading)
• Cumulative standby time : Total standby time due to upstream or downstream machine
• Production completion time : Time changed to next production board
• Setup completion time : Time [START] button was pressed and operation started
• [Reset] button
Resets the production control information, including each data and current production quantity, current unloader
quantity, scheduled production quantity and scheduled unloader quantity. The "Board Counter" value on the Setup
screen is also reset when this production data is reset.