KE-2050_2060_使用说明书.pdf - 第774页
第2部 功能详细篇 第1 2章 选项元件 12-57 12-11-11 HLC的运用方法 在 HLC 上使用「识别镀锡印刷补偿贴片位置的功能」进行生产时,请按下列办法执行。 • 为了使做为镀锡标记使用的贴片点位于可识别镀锡的生产线最后站台上, 要指定贴片数据的站 台。但,采用 [多项优化(multioptimize)] 选项的 [采用群控方式取消送料器交换]、[交 互切换供料器配置领域]优化功能时, 由于指定的站台要被忽略, 这些多项优…
第2部 功能详细篇 第12章 选项元件
Log 文件显示 含义 注释
Name 生产文件名称 实行镀锡识别的生产文件名称(半角 20 个字母以内)
Date
日期 识别日期显示形式为 YYYY/MM/DD
Time
时间 识别的时间显示形式为 HH:MM:SS
ProductCir
生产个数 生产开始后的生产个数
CirNo
电路编号 多面电路板的电路编号
MarkId
标记ID 一组标记的ID。按编辑的顺序 0~2
MarkPosX
标记的X坐标 标记的X坐标。错误时为 0 (单位: 1/10000 mm)
MarkPosY
标记的Y坐标 标记的Y坐标。错误时为 0 (单位: 同上)
CorrectX
X识别差值 标记的X坐标与实际识别的 X 坐标之差值。
错误时为 0 (单位: 同上)
CorrectY
Y识别差值 标记的Y坐标与实际识别的 Y 坐标之差值。
错误时为 0 (单位: 同上)
Result
识别结果 显示识别结果。
0:识别 OK 0 以上:识别错误 错误号码
Camera
摄像的摄像机 显示是左右哪个摄像机
0:左摄像头 1:右摄像头
SolderArea1
识别的面积 1 成对的镀锡的一方面积。显示像素数。
SolderArea2
识别的面积 2 成对的镀锡的另一方面积。显示像素数。
2) 保存的时间
时间 保存的位置,类型等
切断机械电源时 用 AutoSolder.log 名称以 2 进制文件保存。启动时,自动读取本文件,
在共享内存里展开。
按下[显示镀锡识别日志] 按钮
时
以文本格式(文件名”Solder.log”)保存,之后再显示。
生产中,从前次镀锡识别日志保
存起,日志保存累计 6,000 件以
上时
保存在 C:\Temp\Opass\每月文件夹(01~12)\YYYYMMDDHHMM.log 里。
3) 删除
生产中自动生成的[YYYYMMDDHHMM.log]文件中,经过 2 个月以上的文件自动删除。
12-56
第2部 功能详细篇 第12章 选项元件
12-57
12-11-11 HLC的运用方法
在 HLC 上使用「识别镀锡印刷补偿贴片位置的功能」进行生产时,请按下列办法执行。
• 为了使做为镀锡标记使用的贴片点位于可识别镀锡的生产线最后站台上,要指定贴片数据的站
台。但,采用 [多项优化(multioptimize)] 选项的 [采用群控方式取消送料器交换]、[交
互切换供料器配置领域]优化功能时,由于指定的站台要被忽略,这些多项优化选项不能使用。
• 使用 HLC 进行优化时,需要在主机上进行再示教(镀锡标记数据)。
12-11-12 限制事项
识别镀锡印刷补偿贴片位置功能的限制事项如下:
① 镀锡印刷识别的区域基准标记的设置,与通常的标记合计最多为50组。1组镀锡印刷位置注册
最多3处。
② 由多台装置构成生产线时,下游装置不能在上游装置已贴装元件的位置上注册焊锡识别标志。
要在生产线上使用识别镀锡印刷补偿贴片位置功能时,建议:在各个装置上设置不同的焊锡识
别标记位置,或把要在最下游装置贴装的位置做为焊锡识别标记注册。
③ 制作生产程序时,也不能在已贴装元件的位置上注册镀锡识别标记。因此,需把镀锡标记层设
置在最后层。
④ 生产途中释放基板后再开始生产时,不能在已经贴装元件的位置上进行镀锡识别。需要重新设
置示教镀锡印刷位置。
⑤ 镀锡照明只限于识别镀锡标记时使用,不能在识别其他标记时使用。
⑥ 镀锡识别的注册标记 ID, 默认值注册从 [S001]开始。该 ID 在注册后可以修改。
⑦ 要在装置外部设置镀锡识别标记时,建议标记 ID命名要类似于 [S001],使之容易与通常的区
域标记区别开来。此外,对需要注册的镀锡识别,应事先进行检查确认。
⑧ 已经涂有粘结剂的,不能使用识别镀锡印刷补偿贴片位置的功能。
第 2 部 功能详细篇 第 13 章 程序补充
13-1
第 13 章 程序补充
13-1 元件尺寸图例
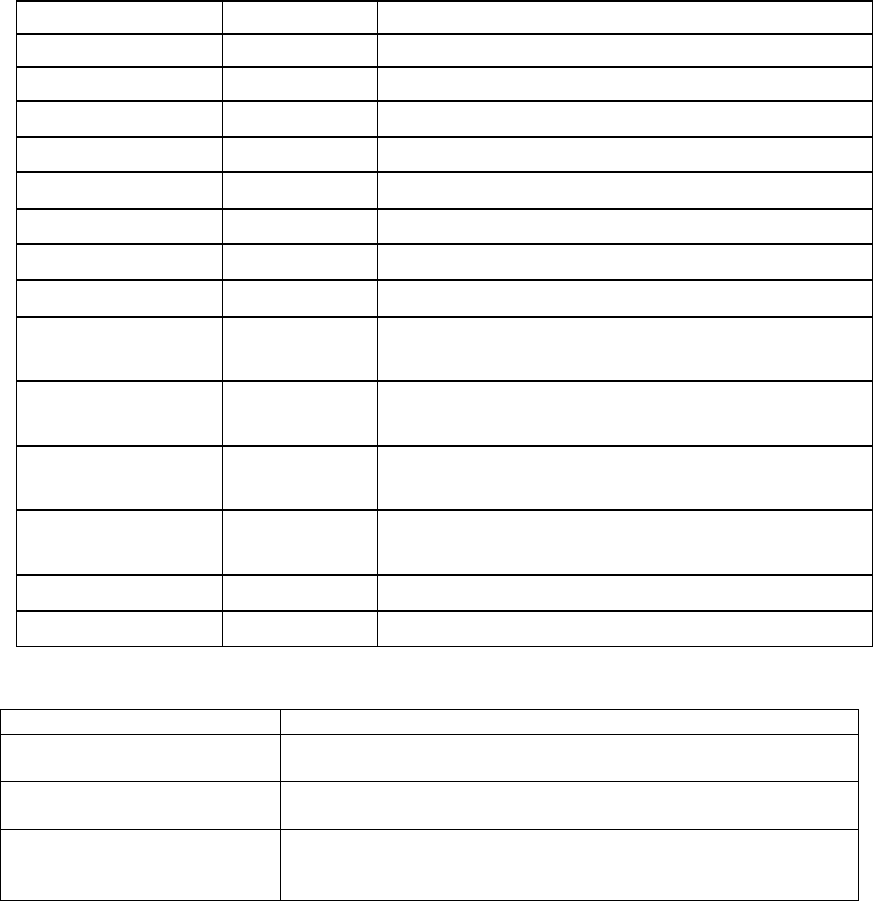
· 方形芯片
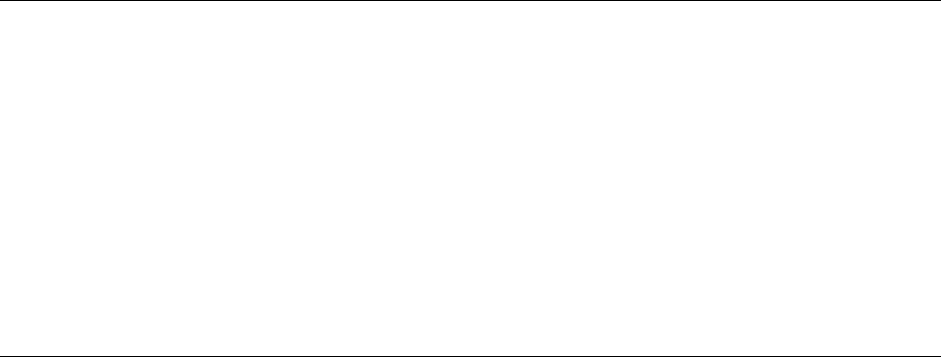
· 圆筒形芯片
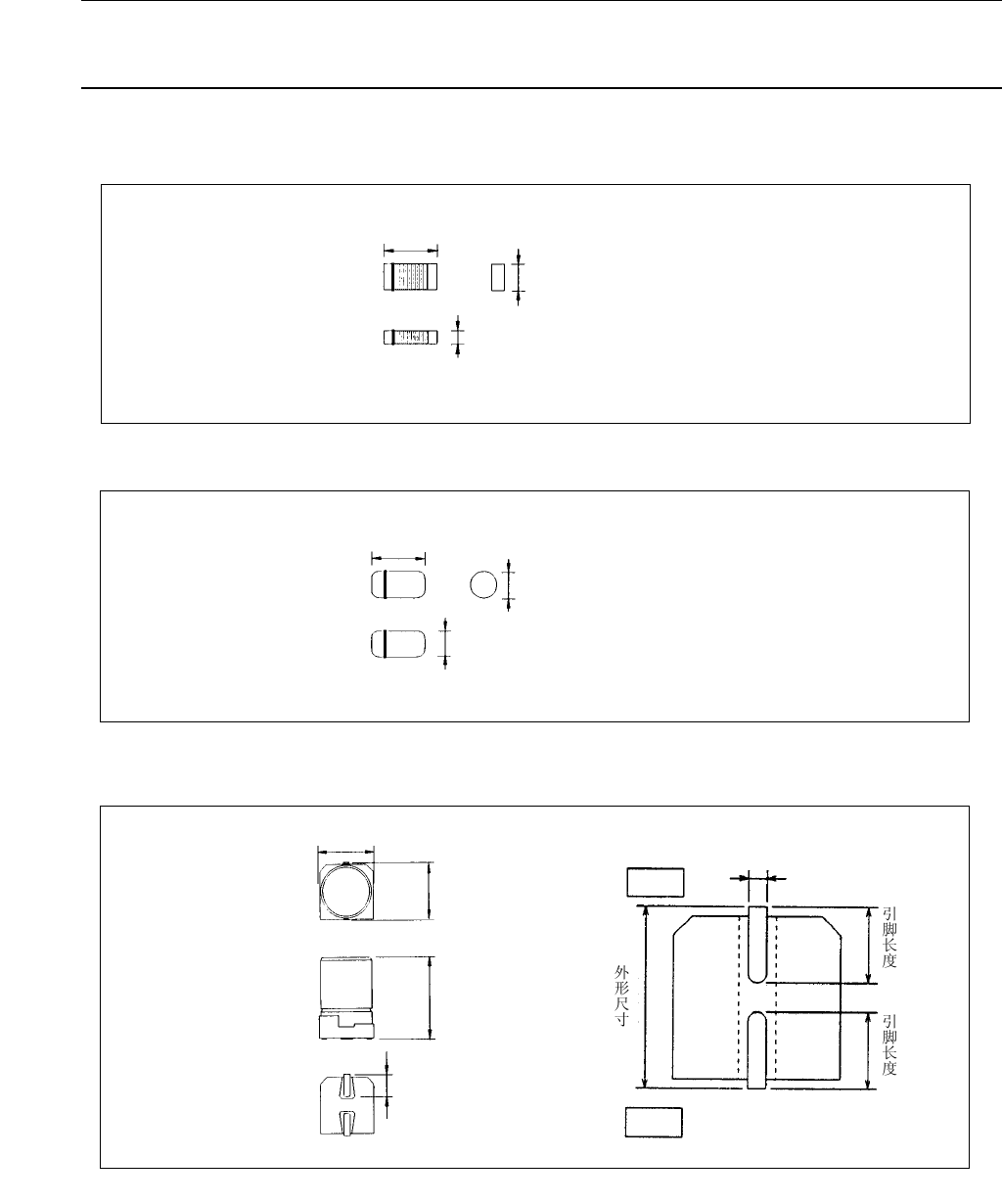
· 铝电解电容
外形尺寸 横
外形尺寸 纵
元件高度
外形尺寸 横
外形尺寸 纵
元件高度
外形尺寸 横
外形尺寸 纵
元件高度
引脚长度
引脚宽度
+侧
-侧