KE-2070_2080 動作説明書.pdf - 第114页
R e v 1 . 00c 动作说明书 5- 22 各 4 轴 1 体驱动器的控制, 采用三菱运动控制系统, 即 SSCNET Ⅲ , 以光 50Mbps 的通信速度进行 0.88ms 周期的电机控制。 4 轴 1 体激励放大器( MR-MD100 )与 2 台 θ 电动机、 2 台 Z 电动机相连接, KE-2070 型安装有 3 个 4 轴 1 体激励放大器,驱动全部 12 轴。 KE-2080 型安装有 4 个 4 轴 1 体激励…
Rev1.00c
动作说明书
5-
21
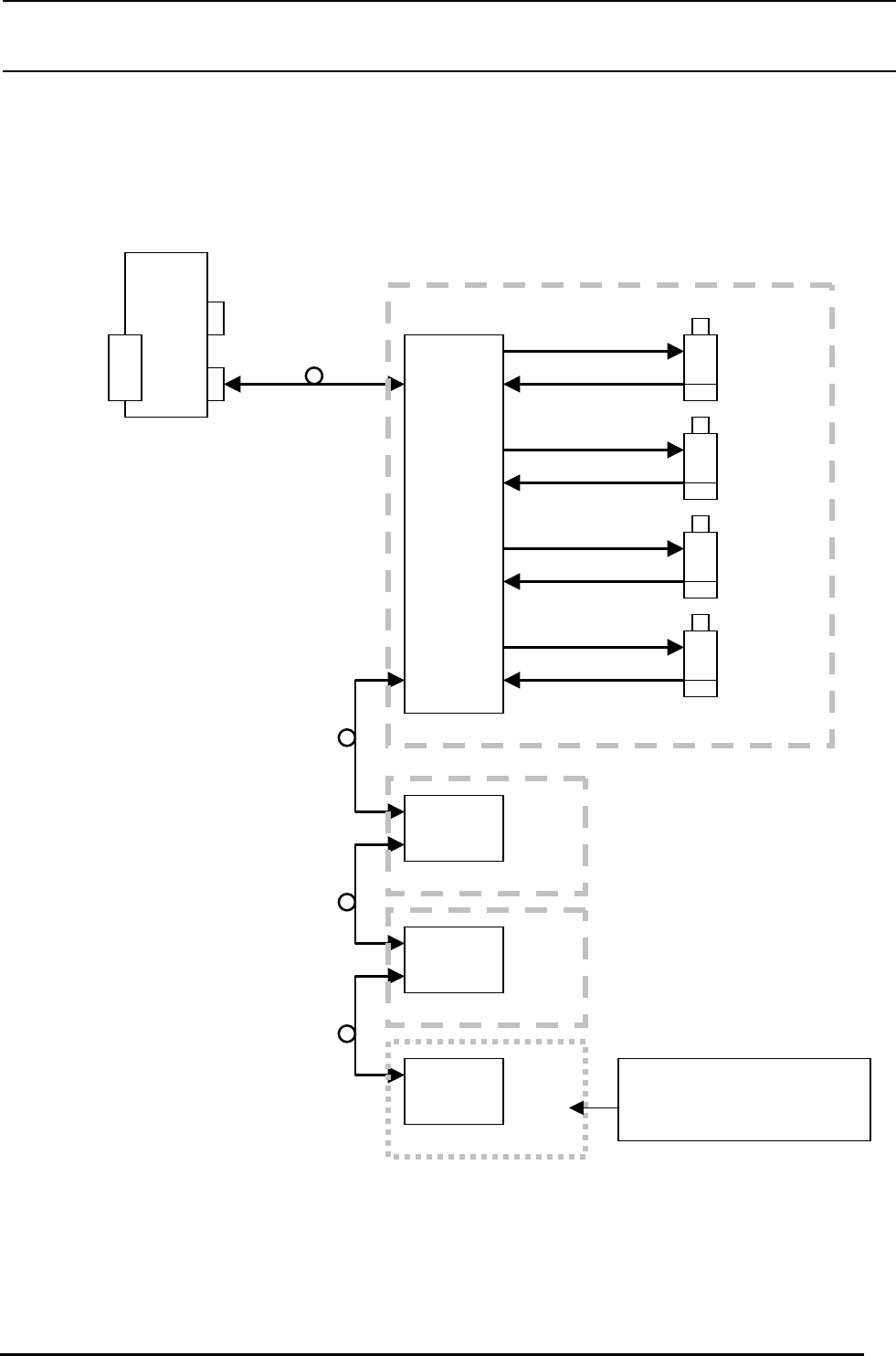
5-2-2 Z,θ 轴的控制方式
Z、θ 轴的电动机控制采用半闭环控制方式,在 Z 轴是进行元件的贴装及吸取等上下动作,在 θ 轴是进行
元件激光识别及角度校正等旋转动作。
Z 轴及 θ 轴的控制组成图如下所示。
图5−2−2
位置运动控制板
CH1
CH 2
CPCI
接口
SSCNETⅢ
光通信
SSCNETⅢ
光通信
SSCNETⅢ
光通信
SSCNETⅢ
光通信
4 轴 1 体
放大器
MR
-
MD100
仅在 KE-2080 型时增加本 4 轴 1 体
放大器和 2 台电动机
4 轴 1 体
放大器
MR-MD100
UVW 相驱动输出
编码器输出
(三菱串行)
θ 电动机
Z
电动机
*A
4 轴 1 体
放大器
MR
-
MD100
*A
4 轴 1 体
放大器
MR
-
MD100
*A
UVW 相驱动输出
编码器输出
(三菱串行)
θ 电动机
Z
电动机
UVW 相驱动输出
编码器输出
(三菱串行)
UVW 相驱动输出
编码器输出
(三菱串行)

Rev1.00c
动作说明书
5-
22
各 4 轴 1 体驱动器的控制,采用三菱运动控制系统,即 SSCNETⅢ,以光 50Mbps 的通信速度进行 0.88ms
周期的电机控制。
4 轴 1 体激励放大器(MR-MD100)与 2 台 θ 电动机、2 台 Z 电动机相连接,KE-2070 型安装有 3 个 4
轴 1 体激励放大器,驱动全部 12 轴。
KE-2080 型安装有 4 个 4 轴 1 体激励放大器,驱动全部 14 轴。
5-2-3 基板传送部的控制方式
① 传送中央电动机、传送 L 电动机、传送 R 电动机
进行基板传送的传送中央电动机、传送 L 电动机、传送 R 电动机,是通过使用部进电动机进行定
速控制。
② 支撑台马达
杀g嗯下移动支撑台的BU马达,用步进马达和变换器进行控制定位。
③ 基板传送宽度自动调整马达
传送基板时自动进行调整的基板传送宽度自动调整马达,用步进马达和变换器进行控制定位。
Rev1.00c
动作说明书
6-
1
6 故障处理
6-1 元件贴装
发生元件贴装偏斜的现象,分位 XY 偏斜、θ偏斜、XYθ偏斜,原因主要如下。
1. 粘和剂或焊锡膏的原因
2. 贴装程序输入的问题
3. 基板传送的基板钳夹状态
4. 贴装头的问题
5. 贴装时的真空、空气压力问题
6. XY轴的问题
7. MS参数输入上的问题
1. 粘和剂分配器或软焊锡的原因
这是粘和剂和焊锡膏的问题、两面胶带上应能正常贴装为条件。
现象 原因 处理
由于粘和剂使贴装X
Y、θ偏斜。
( 特别是销行元件
2125、3216 电容器和
电阻、SOT)
粘和剂时主要发生θ偏斜、涂布量、涂布偏斜
造成。涂布量时,特别是 2125、3216 的电容器
和电阻、SOT 受涂布量的影响。电容器时,元
件两端元件跳起,涂布量少的话,粘和剂不能
粘到元件,涂布量过多则固定到 1 点。SOT
时也是一样,元件跳起造成,电阻因容易滚动,
对涂布量非常敏感。
但是,总的来说,粘和剂的涂布量多,贴装比
较稳定。
确认粘和剂的涂布的基板,检
查是否涂布偏斜,对于涂布
量,确认贴装元件的基板,粘
和剂是否正常地粘着元件。如
果有涂布位置和涂布量的问
题,请修正点胶机的零件。
粘和剂贴装时发生X
Y、θ偏斜。
(特别是中型元件的
铝电解电容器,钽电
容器,电阻等)
中型元件的铝电解电容器,钽底啊嗯q哦嗯
起,电阻等有高度的元件容易发生滚动,同时
还和基板的厚度和基板的尺寸有关,贴装时,
基板的一点 Z 上升力,就会发生偏斜。这种
偏斜以θ偏斜为较多。
涂布量多效果好,但是应在贴
片机侧贴装基板下面设置支
撑销,控制基板的翘起,如果
仍不能改善时,把贴装后的 Z
上升速度变为中速和低速。