KE-2070_2080 動作説明書.pdf - 第45页
R e v 1 . 00c 动作说明书 3- 32 3-6 芯片跳起检测 3-6-1 概 要 进行芯片检测的时间是,吸附后, XY 开始移动和同时进行的激光测定后进行。芯片跳起检测是把 Z 轴移动到被吸附的元件厚度计算出的高度, 用激光进行扫描, 来判定有无检测出的元件。 除实施芯片跳 起检测之外,还可以用元件数据或后备数据来选择。进行芯片跳起检测之后,有可能发生因 XY 的移动 距离、吸附方法等造成循环周期推迟的现象。 3-6-2 判…
Rev1.00c
动作说明书
3-
31
(1) θ轴动作速度·加速度
激光测定时的θ轴转速和加速度
高速 中速度 低速 低速 2
角速度(kpps) 720 372 200 -
对高速比(%) 72 37.2 20 -
角加速度(kpps2) 30000 5316 1536 -
LNC-HEAD
对高速比(%)
50 8.86 2.56 -
角速度(kpps) - - - -
对高速比(%) - - - -
角加速度(kpps2) - - - -
LA 测定中
IC-HEAD
对高速比(%) - - - -
激光测定外的θ轴动作速度·加速度
高速 中速度 低速 低速 2
角速度(kpps) 1000 600 200 100
对高速比(%) 100 60 20 10
角加速度(kpps2) 60000 30000 1200 600
LNC-HEAD
对高速比(%)
100 50 2 1
角速度(kpps) 1000 600 200 100
对高速比(%) 100 60 20 10
角加速度(kpps2) 60000 30000 1200 600
LA 测定外
IC-HEAD
对高速比(%) 100 50 2 1
中心VCS时θ轴动作速度·加速度
高速 中速度 低速 低速 2
角速度(kpps) 500 500 200 100
对高速比(%) 50 50 20 10
角加速度(kpps2) 60000 30000 1200 3600
LNC-HEAD
对高速比(%)
100 50 2 1
角速度(kpps) 500 500 200 100
对高速比(%) 50 50 20 10
角加速度(kpps2) 60000 30000 1200 3600
VCS
IC-HEAD
对高速比(%) 100 50 2 1
(注)不吸附元件时的转速·加速度适用 LA 测定外。
(2) 轴其他动作 θ
原点复位的 θ 轴转速·加速度规定如下。
原点复位时的速度·加速度与护罩开放,护罩关闭无关。
角速度(kpps) 200
对高速比(%) 20
角加速度(kpps2) 1200
LNC-HEAD
对高速比(%)
2
角速度(kpps) 200
对高速比(%) 20
角加速度(kpps2) 1200
原点复位
IC-HEAD
对高速比(%)
2
(注)不吸附元件的适用低速。
步骤移动时的速度和加速度规定如下。
步骤移动时的速度和加速度与护罩开放,护罩关闭无关。
高速 微速
角速度(kpps) 250 100
对高速比(%) 25 10
角加速度(kpps2) 15000 9000
LNC-HEAD
对高速比(%)
25 15
角速度(kpps) 250 100
对高速比(%) 25 10
角加速度(kpps2) 15000 9000
步骤
IC-HEAD
对高速比(%)
25 15
Rev1.00c
动作说明书
3-
32
3-6 芯片跳起检测
3-6-1 概要
进行芯片检测的时间是,吸附后,XY 开始移动和同时进行的激光测定后进行。芯片跳起检测是把 Z
轴移动到被吸附的元件厚度计算出的高度,用激光进行扫描,来判定有无检测出的元件。除实施芯片跳
起检测之外,还可以用元件数据或后备数据来选择。进行芯片跳起检测之后,有可能发生因 XY 的移动
距离、吸附方法等造成循环周期推迟的现象。
3-6-2 判定方法
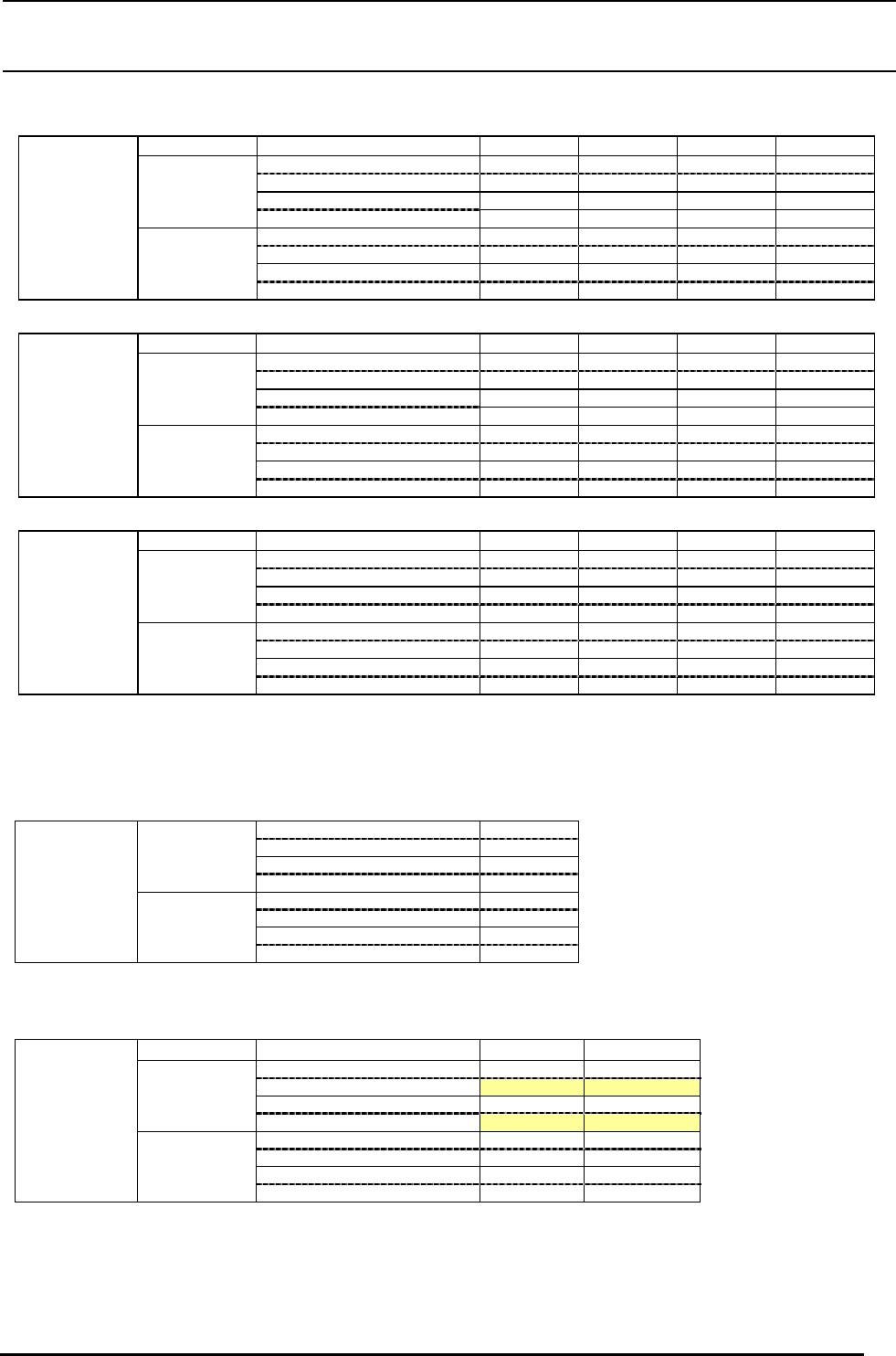
芯片跳起主要适用于方芯片和柱形芯片,把定数 1.25 加上元件数据输入的元件厚度 t 计算出的值作为
激光高度进行扫描。
芯片跳起检测主要适用于方芯片、散件,按照元件
尺寸将下表的系数(A)乘以元件数据内输入的元
件厚度 t,求得的值作为激光高度进行扫描。
正常吸着 横立ち 縦立ち 斜め立ち
A×T
正常吸附时,Status 0(NO Component)作为数据被反馈,但是芯片跳起状态,因为激光遮掩元件,0
以外的 Status 被反馈,此时判定为芯片跳起,退出芯片。
短边尺寸 系数 主要元件
0.45 以上 1.25 2012、1608 元件
0.25 以上、不足 0.45 1.20 0603 元件
0.25 以下 1.25 0402 元件
元件尺寸
正常吸附 横跳起 纵跳起 斜跳起
Rev1.00c
动作说明书
3-
33
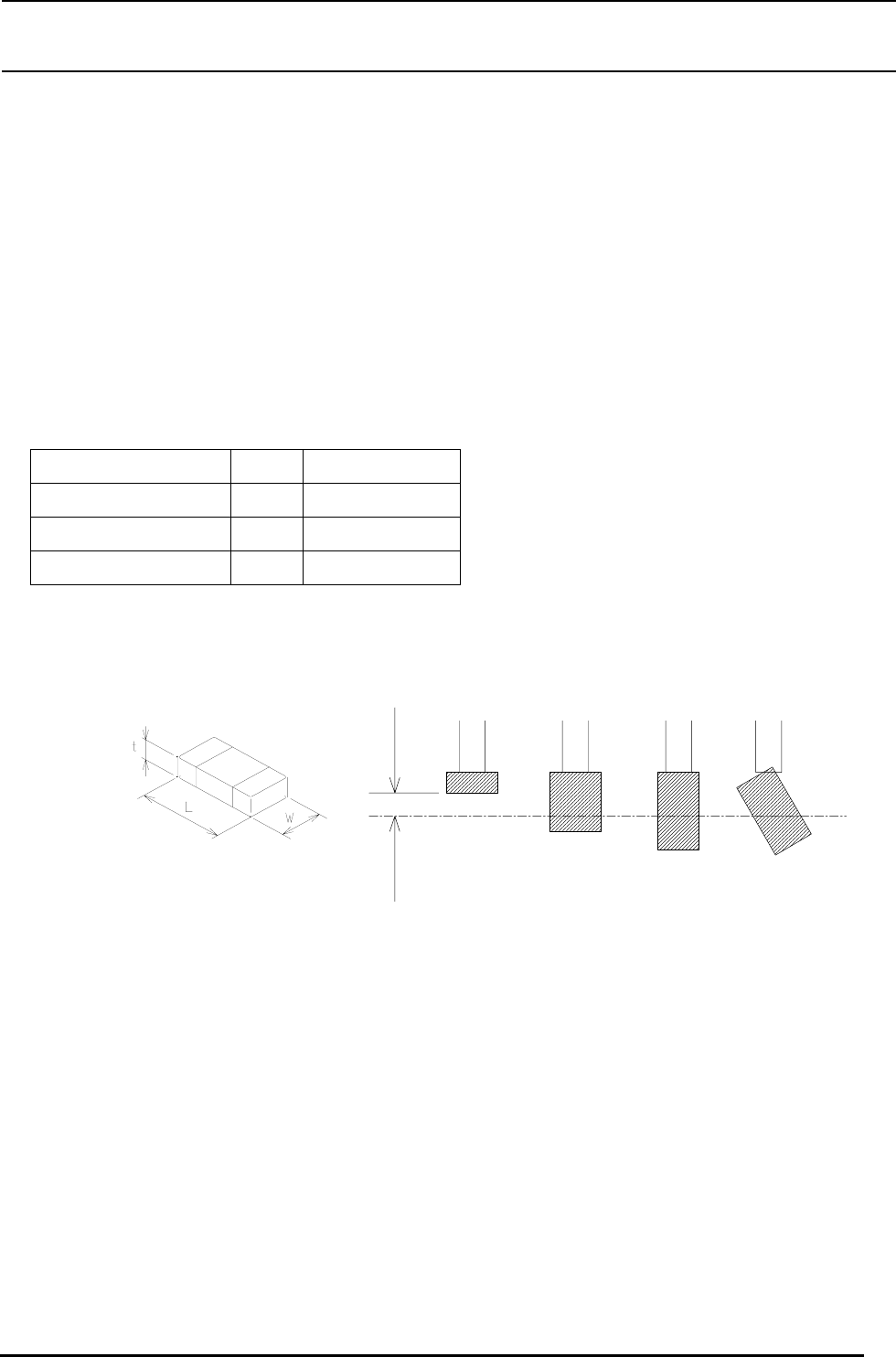
系数1.25的理由如下。
1005电阻时,元件尺寸 t=0.35、W=0.5mm,检测横跳起吸附的高度定为下图风习的中央时,、
距离1.25× t 较近,因此为(0.35+0.5)/2≒1.25×0.35 。
正常吸附
横向吸附
激光
Scan高度
目标间隙的中央
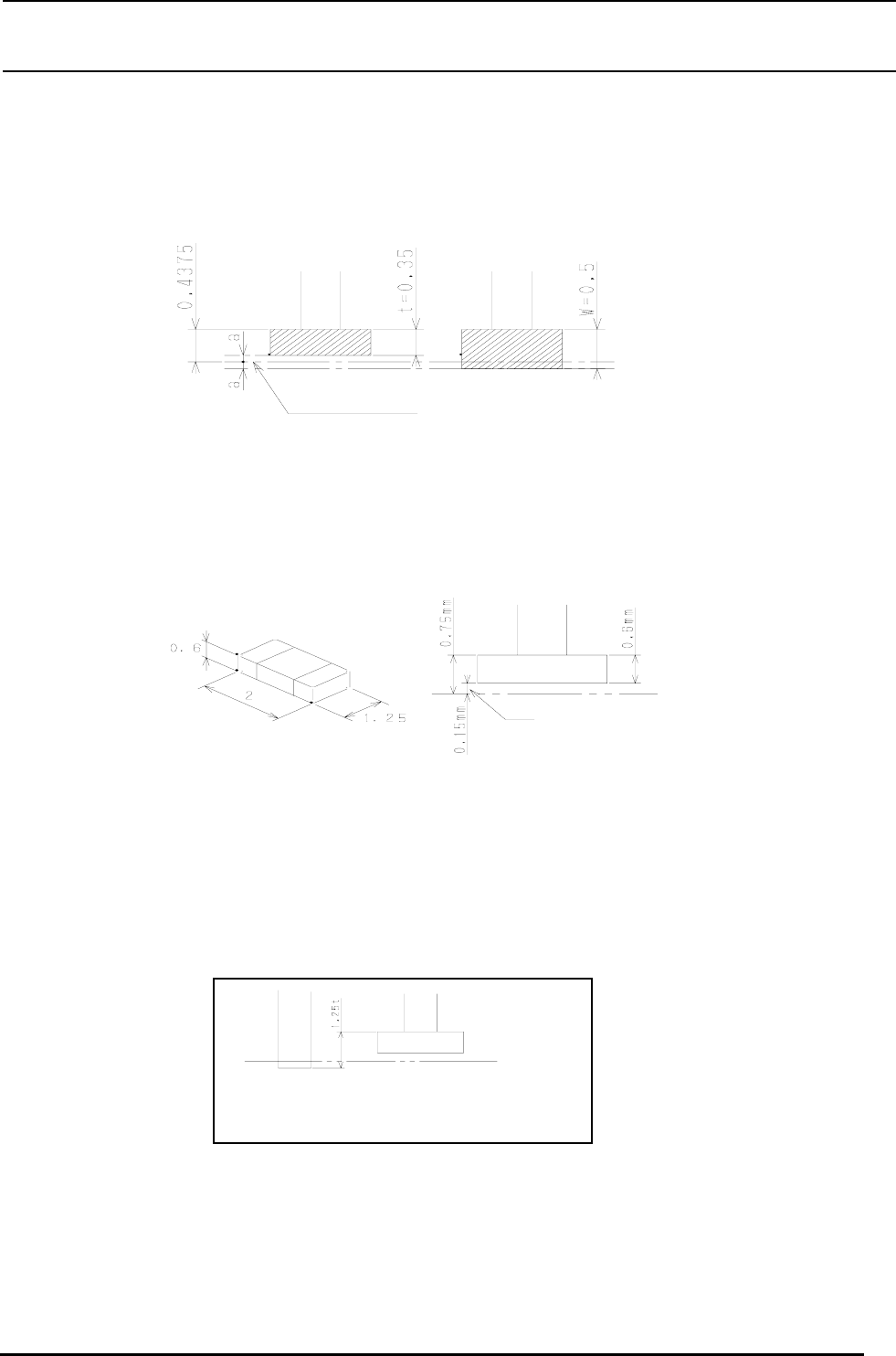
1)如果元件高度的输入值与实际尺寸不同时,虽然能正常吸附但是也被退出。
2125 R 时,t=0.6mm,芯片跳起Scan高度为0.6×1.25=0.75。
激光
Scan高度
间隙
如果元件高度被错误地输入为0.4mm的话,Scan高度为0.5mm(0.4×1.25),虽然能正常虚浮,
但是也被判定为跳起,此时必须通过自动测量元件高度来输入真值。
2)吸嘴的激光高度不同时,虽然能正常吸附,但是也判定为跳起。
把吸嘴的激光高度(Set−up数据)设定为比正常位置低的话,此Scan高度就检测为能正常吸附。
此时,在各贴装头取得了维修模式的激光高度,请重新用安装数据的吸嘴分配方法取得吸嘴高度数据。
吸嘴的激光高度
低设定
1.25t吸嘴上升但
是也碰不到激光
激光
Scan高度