KE-2070_2080 動作説明書.pdf - 第87页
R e v 1 . 00c 动作说明书 3- 74 3-14 共面测定 3-14-1 共面测定方法 KE2080 型中,共面测定方法有改变。 以下,表示 KE206 的共面测定时的时间曲线。 ② ④ ⑤ ① ⑥ ⑧ ③ ⑦ ⑩ ⑪ θ XY Vision Copla コプラナリティ拘束時間 ⑨ ⑫ ⑬ ⑭ Z 图 3−14−1. 共面测定的时间曲线表 ( 一次测定时 ) ① 移动图像扫描后的元件可以移动的高度 ② 移动 XY 到共面装置…
Rev1.00c
动作说明书
3-
73
3-13 坏标记检测
3-13-1 坏标记检测
坏标记检测按照以下得顺序进行。
① 把X−Y轴移动到坏标记检测坐标。此时,开始移动之后,同时坏标记传感器的 LED 亮灯。
② X−Y轴检测结束之后,读取坏标记传感器的状态,实行电路或记录跳过之后,坏标记传感器的 LED
灭灯。
③ 从电路号码 1 到最后电路反复①∼②。
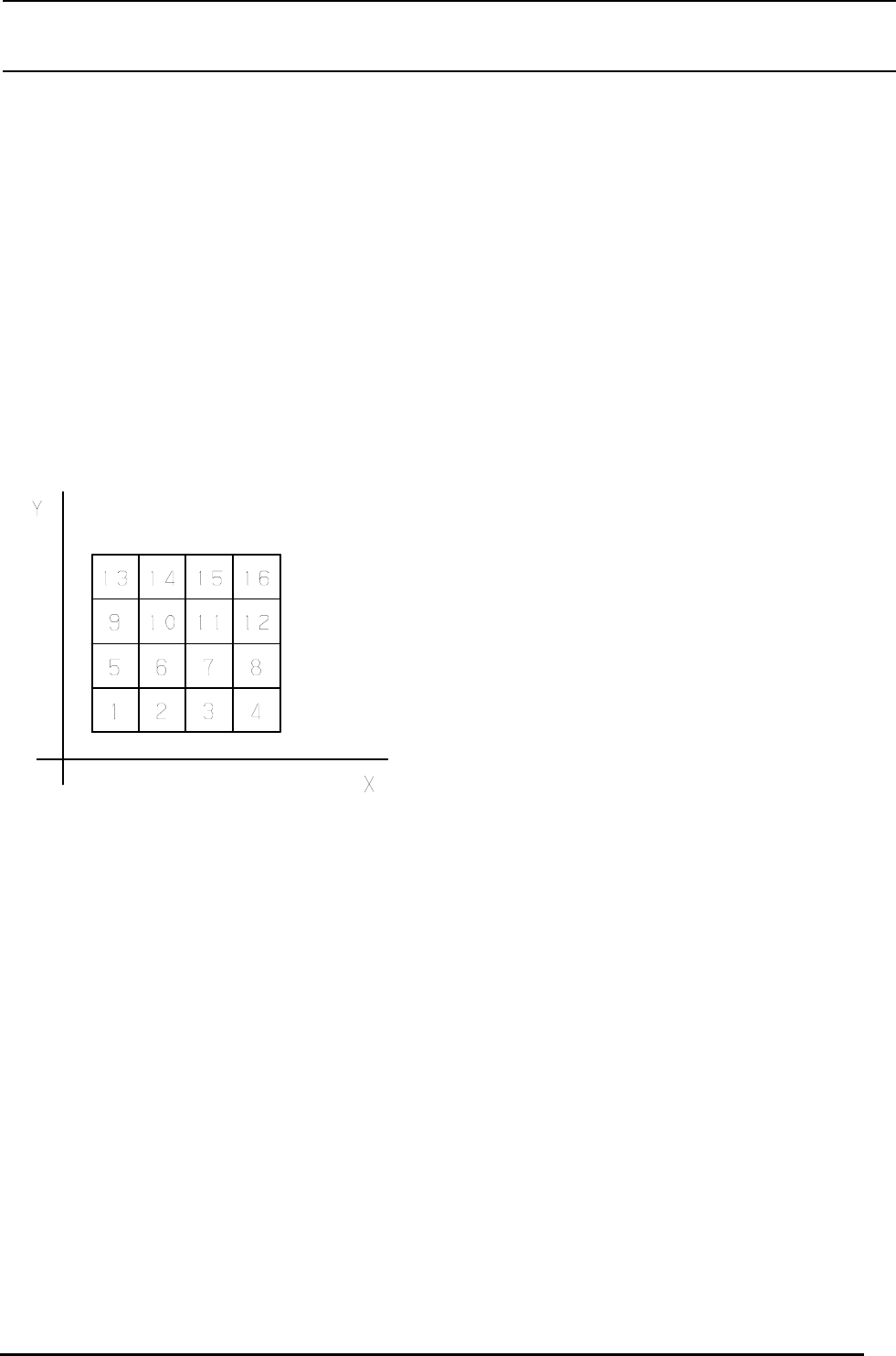
另外,检测坏标记的电路顺序,与各电路的BOC标记相同,非矩阵基板的电路号码,用基板输入电路
输入位置的号码为顺序,矩阵基板的电路号码,为 X 轴的机械园地按电路 X 坐标的增加方向向 Y 轴元点
坐标增加的方向反复进行。(参照下图)
图3−13−1
Rev1.00c
动作说明书
3-
74
3-14 共面测定
3-14-1 共面测定方法
KE2080 型中,共面测定方法有改变。
以下,表示 KE206 的共面测定时的时间曲线。
② ④
⑤①
⑥
⑧
③
⑦
⑩
⑪
θ
XY
Vision
Copla
コプラナリティ拘束時間
⑨ ⑫
⑬ ⑭
Z
图
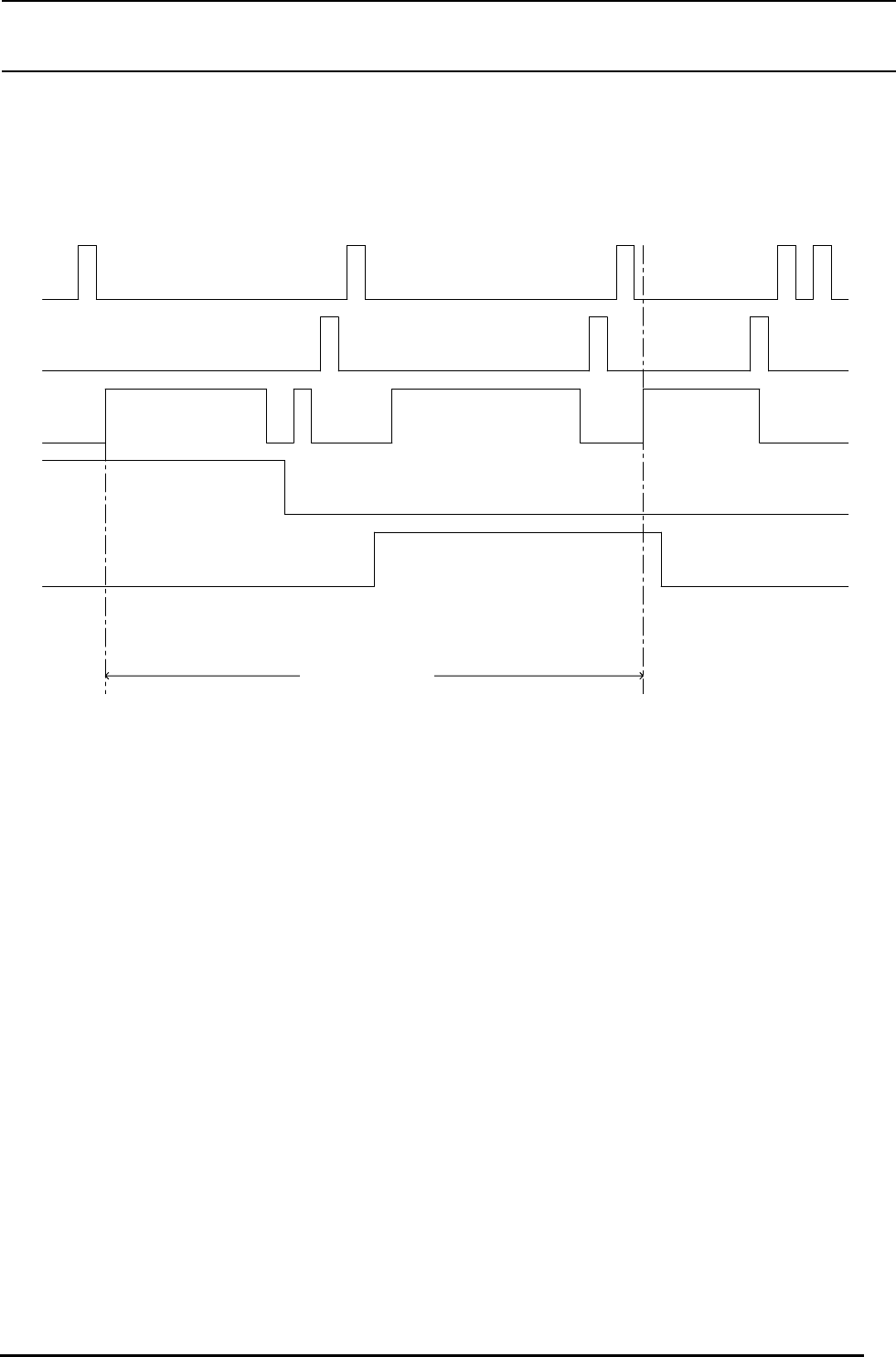
3−14−1.共面测定的时间曲线表(一次测定时)
①移动图像扫描后的元件可以移动的高度
②移动 XY 到共面装置
③等待图像识别结束
④XY 修正动作
⑤移动共面测定高度
⑥θ修正
⑦计算共面测定+测定结果(扫描动作时间+测定计算待机)
⑧扫描
⑨移动样子控制(贴装样子和测定样子相同时,动作被跳过)
⑩移动元件可能移动高度
⑪移动 XY 贴装位置
⑫控制元件贴装样子(θ修正)
⑬下降元件贴装
⑭元件贴装后上升
共面约定时间

Rev1.00c
动作说明书
3-
75
3-14-2 共面测定时的 XY 轴动作
测定共面时,驱动于通常的 XYPTP 动作不同的 XY 轴增益和 XY 轴。扫描中的 XYPTP 动作与通常动作
的 XYPTP 动作不同,护罩开放时也不适用护罩开放时的轴增益和方法。
标准扫描时的轴速度: 80.0mm/S
标准扫描时的轴加速度距离: 3.0mm
标准扫描时的轴速度稳定距离: 2.0mm
高精度扫描时的轴速度: 20.0mm/S
高精度扫描时的轴加速度距离: 0.5mm
高精度扫描时的轴速度稳定距离: 4.5mm
测定边缘距离: 3.0mm
分割间距: 25.0mm
测定时的轴行程为元件外形尺寸(扫描方向)+2×(轴夹读距离+轴速度稳定距离+测定边缘距离)。测定时的
轴行程在标准扫描时高精度扫描时也不变。
在共面测定动作、分割移动动作时、Z 轴比移动可能最低高度低的位置(约-4.00mm),驱动 XY 轴。
从共面测定开始指令到实际的 XY 轴驱动,为了共面初始化,设定约 200[ms]的烟池时间。分割测定时,
分别发生去路(Y+)和回路(Y-)的延迟。