CPKMX-213-0100_YRM20_Ope_C操作手册.pdf - 第136页
3. 生产中的监控屏显示 2-43 第 2 章 基本操作 3.12 吸附位置偏移 通过对基板程序内的各种元件进行识别而计算出各元件的中心位置,将该中心位置与相机视角的中心之差以图 表的形式显示在“吸附位置偏移”画面中。对图表中显示的偏差大或识别结果有偏位的元件,需要重新对吸附 位置或吸嘴进行检查。 监控屏:吸附位置偏移 26232-KMX-00 n 要点 如果将“元件”-“选 项”选项卡页面的“吸附偏移量检查”参数选 择为“指定” ,…

3. 生产中的监控屏显示
2-42
第 2 章 基本操作
•
真空检查、前端脏污检查、回弹异常检查、形状检查、偏心检查
显示吸嘴诊断的结果。在“计划任务”画面单独进行各项检查时的结果,也反映到对应的检查单元格中。
•
[ 诊断结果 ] 按钮
选择结果为“NG”的行之后,按 [ 诊断结果 ] 按钮,可以查看 NG 项目的详细内容。
参考
若勾选了 [ 生产设计 ] - [ 应用程序设置 ] -“基本”- [ 吸嘴诊断 ] 画面的“检出异常时禁止运行”,在开始运行时,若没有
进行吸嘴诊断或基板程序中使用的吸嘴的诊断结果为 NG 时会显示错误提示。此时,请进行吸嘴诊断或清洁、更换异常吸
嘴后再次进行吸嘴诊断。
“吸嘴诊断”设置画面
[吸嘴诊断] 按钮
[应用程序
设置] 按钮
26231-KMX-00

3. 生产中的监控屏显示
2-43
第 2 章 基本操作
3.12 吸附位置偏移
通过对基板程序内的各种元件进行识别而计算出各元件的中心位置,将该中心位置与相机视角的中心之差以图
表的形式显示在“吸附位置偏移”画面中。对图表中显示的偏差大或识别结果有偏位的元件,需要重新对吸附
位置或吸嘴进行检查。
监控屏:吸附位置偏移
26232-KMX-00
n
要点
如果将“元件”-“选项”选项卡页面的“吸附偏移量检查”参数选择为“指定”,则可以任意设定此处所显示的吸附位
置偏移量的极限值。如果将“吸附偏移量检查”选择为“标准”时,会自动将元件尺寸 XY 的对边长度的 1/3 的数值设
定为吸附位置偏移量的极限值。
4. 带装元件的准备
2-44
第 2 章 基本操作
4. 带装元件的准备
4.1 带式送料器
4.1.1 带装元件的安装
本节,以 ZSR 电动送料器、12mm ZS 电动送料器为例介绍将带装元件装入送料器的方法。
n
要点
带式送料器有 ZSR 电动送料器、ZS 电动送料器、自动续料式送料器、SS 电动送料器四种,本贴片机可以使用这四种带
式送料器。但,使用 SS 电动送料器会受几项制约。详细内容,请参阅本章后述“4.2 SS 电动送料器的使用”。
c
注意
安装带装元件时,请务必使用上料台或离线上料台安装。直接在贴片机上安装,可能会使料带上的元件掉落到贴片机内
部。因此,请勿直接在贴片机上安装带装元件。
n
要点
安装带装元件时,请务必先确认压料盖周围没有粘附元件或尘屑等异物。
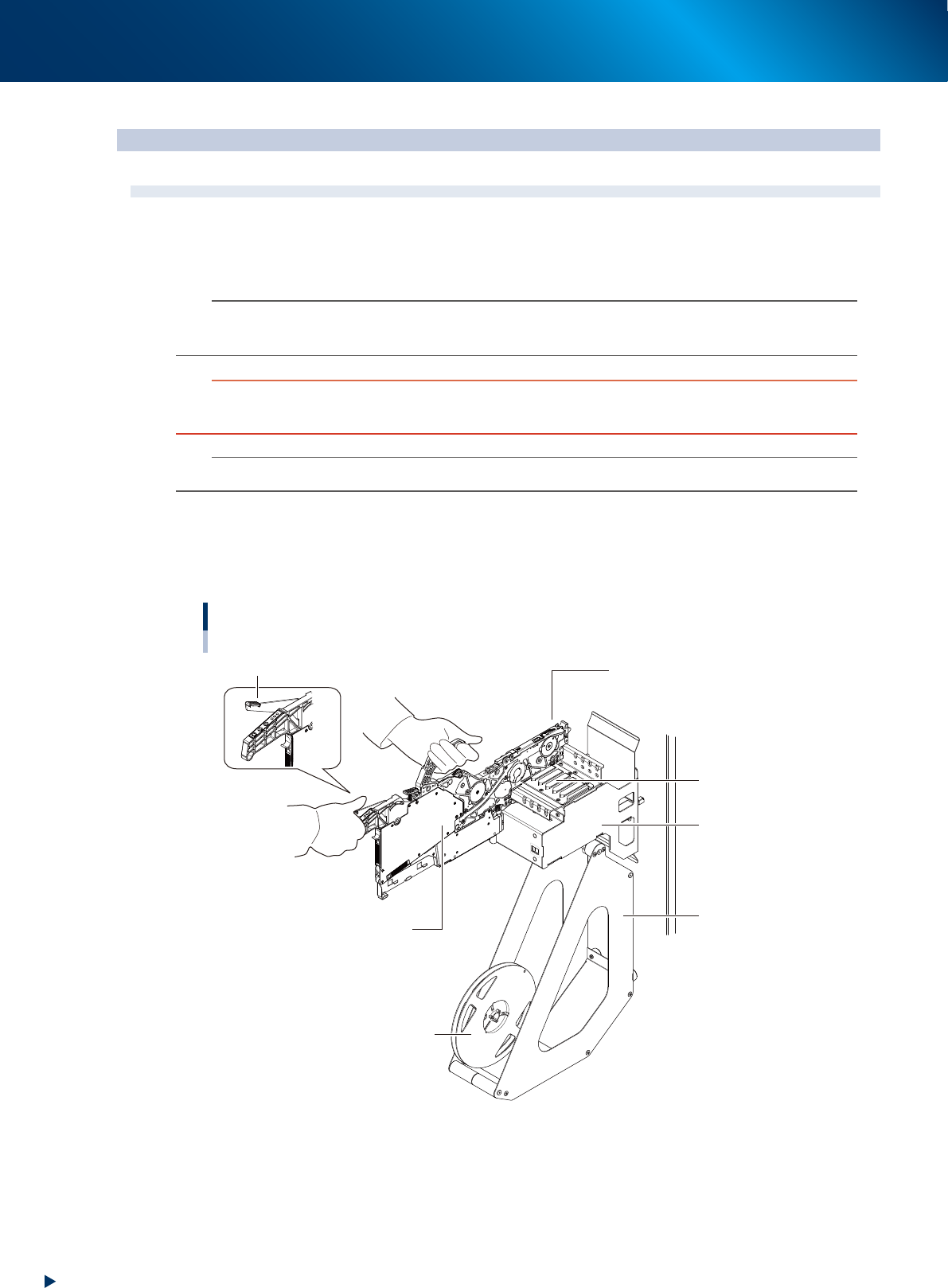
1
在上料台上安装送料器与料带盘。
1. 握住送料器的手柄杆,将送料器安装在上料台或离线上料台最左侧的安装位置 ( 有送料器用接口 ) 上。
2. 将料带盘放置在料带盘托架中。
安装送料器
送料器
手柄杆
安装在最左侧
料带盘托架
料带盘
上料台
送料器导轨
25202-KMK-00