CPKMX-213-0100_YRM20_Ope_C操作手册.pdf - 第188页
1. 从开机到关机 3-17 第 3 章 从开机到关机 4 继续调整贴装工作台 2 的基板压板位置。 1. 关闭贴片机的导槽盖板和安全盖板。 2. 将料车安装在贴片机上。 3. 解除贴片机的紧急停机状态。 4. 按 [ 装置 ] -“传送装置”画面的 [ 传送基板 ] 按钮。 5. 显示“传送基板”确认画面。确认“全部位置” 、 “基板固定”为勾选状态之后,按 [OK] 按钮。 6. 显示“传入并固定基板”确认画面之后,按 [OK] 按…
1. 从开机到关机
3-16
第 3 章 从开机到关机
3
e
调整基板压板的位置。
1. 按急停按钮之后,打开贴片机的机盖。
2. 将料车夹固开关向右旋转到“OFF”,拆下料车。
3. 打开贴片机的安全机盖,根据需要拆下导槽盖板。
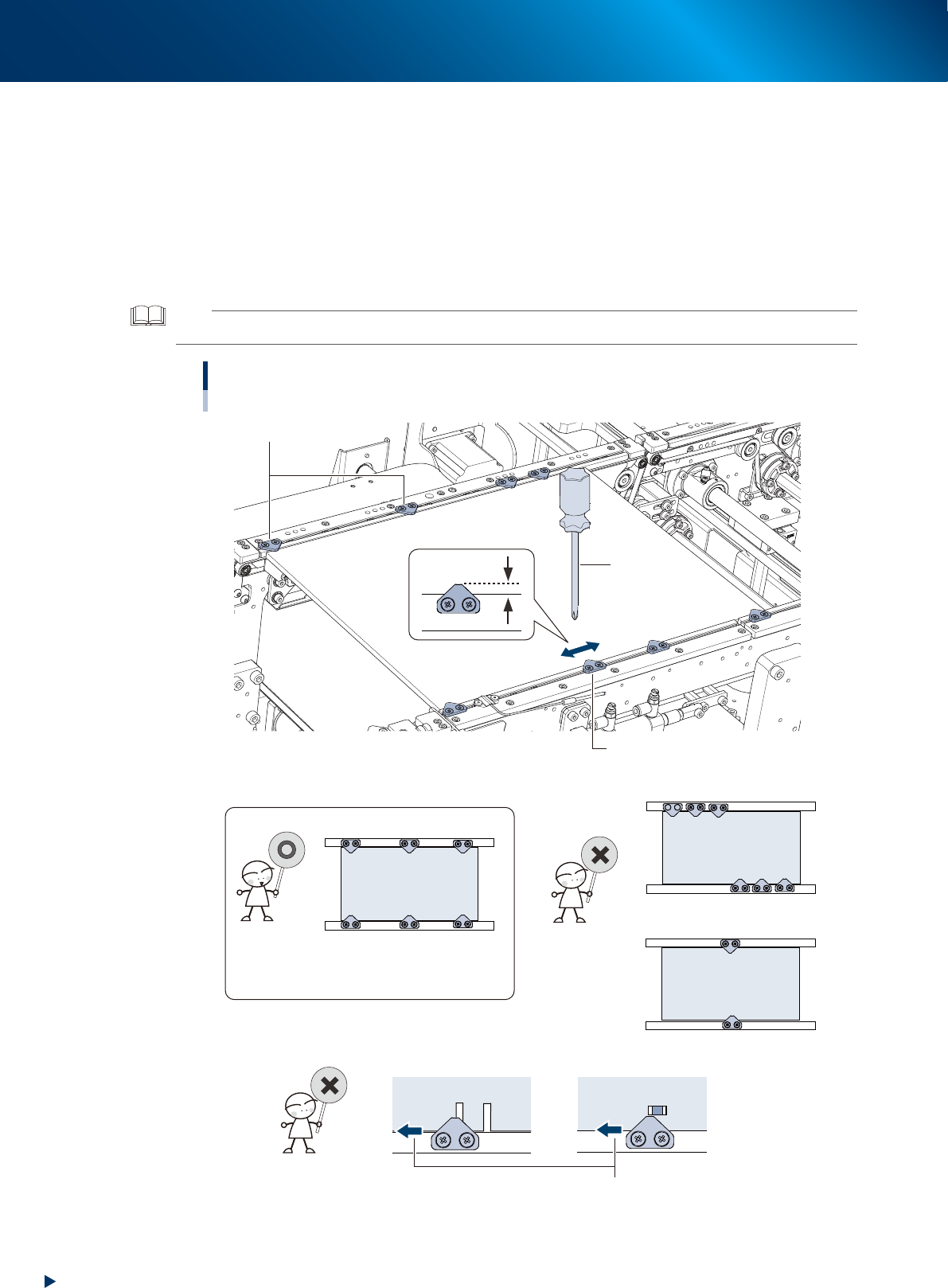
4. 用十字螺丝刀拧松基板压板的螺丝 ( 无需拆卸 )。
5. 根据基板的大小与形状,向左或向右移动基板压板调整位置。
6. 固定基板压板。
参考
如下图所示,基板压板的顶点距传送轨的距离为 3mm。
3mm
调整基板压板的位置
以贴装工作台1为例
十字螺丝刀
基板压板
拧松螺丝之后移动基板压板
- 基板压板排列不均匀
- 基板压板太靠近元件
■ 调整基板压板位置的要点
- 均匀排列基板压板
- 基板压板附近无切槽等
- 基板压板太少
- 基板压板压在了基板的切槽部
移动基板压板,避开这些部位。
55304-KMX-00
1. 从开机到关机
3-17
第 3 章 从开机到关机
4
继续调整贴装工作台 2 的基板压板位置。
1. 关闭贴片机的导槽盖板和安全盖板。
2. 将料车安装在贴片机上。
3. 解除贴片机的紧急停机状态。
4. 按 [ 装置 ] -“传送装置”画面的 [ 传送基板 ] 按钮。
5. 显示“传送基板”确认画面。确认“全部位置”、“基板固定”为勾选状态之后,按 [OK] 按钮。
6. 显示“传入并固定基板”确认画面之后,按 [OK] 按钮。基板从上游侧贴装工作台 1 被传送到下游侧
贴装工作台 2,并被固定在下游侧贴装工作台 2 的贴装位置。
7. 按照前述 Step2 〜 3 的步骤,调整下游侧贴装工作台 2 的基板压板位置。
5
取出基板。
1. 关闭贴片机的导槽盖板和安全盖板。
2. 将料车安装在贴片机上。
3. 解除贴片机的紧急停机状态。
4. 按 [ 装置 ] -“传送装置”画面的 [ 传送基板 ] 按钮。
5. 显示“传送基板”确认画面。确认“全部位置”为勾选状态之后,按 [OK] 按钮。
6. 显示“传入并固定基板”确认画面之后,按 [OK] 按钮。基板被传送到出口位置。
7. 用手取出基板。
参考
上述说明是在“传送基板”确认画面中选择“全部位置”为例介绍的,也可以勾选“指定位置”之后,在“开始位置”和
“目标位置”中指定“入口 → 上游侧贴装位置”或“上游侧贴装位置 → 下游侧贴装位置”或“下游侧贴装位置 → 出口”,
只进行勾选段的传送。
1. 从开机到关机
3-18
第 3 章 从开机到关机
1.6.3 确认基板的固定状态
1
传入基板。
参照本章前述“1.6.2 调整基板压板”中 Step1 的步骤传入基板。
2
e
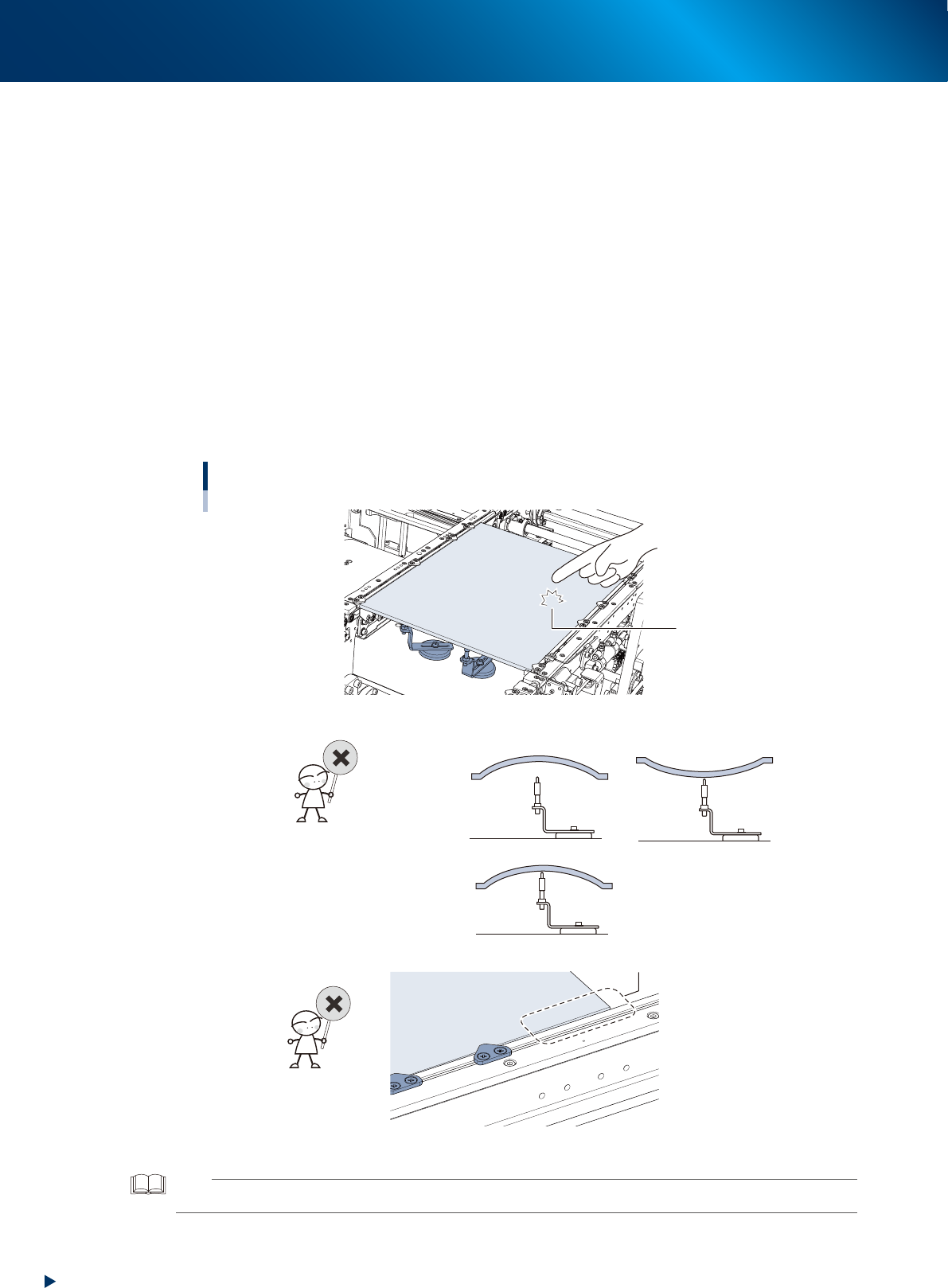
确认基板的固定状态。
1. 按下急停按钮。
2. 将料车夹固开关向右旋转到“OFF”,拆下料车。
3. 打开贴片机的安全机盖,根据需要拆下导槽盖板。
4. 用手指在基板上数处轻敲,从侧面目视检查基板,确认基板已被顶针均匀支撑。
5. 从侧面目视检查基板,确认基板无向上或向下挠曲。
6. 尤其是基板左右边端附近,基板没有高出或低于传送轨托架面。
7. 若在上述 4 〜 6 的检查中检出固定状态不良时,需重新调整顶针或基板压板的位置,或添加顶针、
基板压板之后,再次确认基板的固定状态。
确认基板的固定状态
用手指轻敲基板
■ 确认基板固定状态的要点
- 基板厚度的设定不正确
- 顶针的位置不适合基板的挠曲状态使用
- 基板压板的位置不正确
基板高出传送轨托架面
55305-KMX-00
参考
本机对生产基板允许挠曲的范围为 :向上挠曲在 0.5mm 以下、向下挠曲在 1.0mm 以下