CPKMX-213-0100_YRM20_Ope_C操作手册.pdf - 第152页
4. 带装元件的准备 2-59 第 2 章 基本操作 4.1.4 在基板程序中设定带装元件 将送料器安装在贴片机上之后,还需要在贴片机中读入基板程序并设定送料间距。 1 确认带装元件的送料间距。 在设定之前先确认带装元件的送料间距。 2 打开 [ 元件 ] -“基本”画面。 1. 按“生产设计”画面的 [ 选择基板 ] 按钮,选择并读入基板程序。 2. 按 [ 元件 ] 按钮,打开“基本”画面。 3 设定“供料形态” 。 选择需要设定参…
4. 带装元件的准备
2-58
第 2 章 基本操作
3
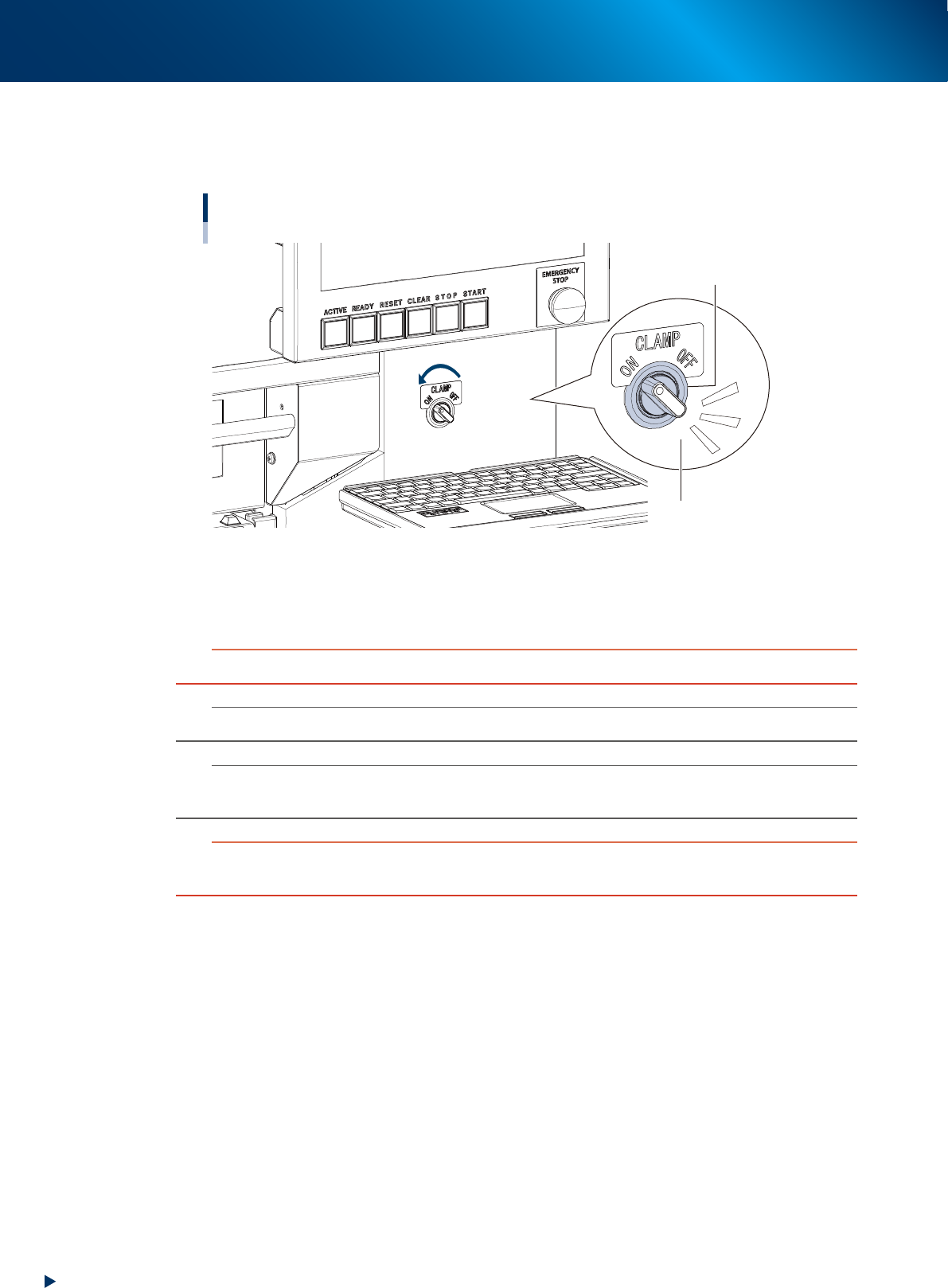
将料车夹固开关向左旋至“ON ( 夹固 )”。
将与料车安装位置对应的料车夹固开关向左旋至“ON ( 夹固 )”,料车夹固开关的指示器开始闪烁。
贴片机侧的料车夹固部下降夹固料车。之后,贴片机与料车、送料器自动开始确认通信。
料车夹固开关
料车夹固开关
夹固动作中:指示器闪烁
25219-KMK-00
4
确认料车夹固开关已亮灯。
贴片机与料车、送料器的通信确认结束之后,夹固开关的指示器会变为亮灯。
c
注意
料车夹固开关为闪烁状态时,请勿触摸贴片机 ( 料车 ) 内部。贴片机的料车夹固部下降,可能会夹伤手指。
n
要点
贴片机的机盖或导槽盖板为打开状态时,即使转动料车夹固开关,贴片机的料车夹固部也不会下降。
n
要点
贴片机料车安装位置的里侧左部装有接近传感器,称为“前进端传感器”。料车被推入到位时,该传感器会发生反应。
若在该传感器无反应的状态下转动料车夹固开关,贴片机的料车夹固部是不会下降的。
c
注意
料车夹固动作中,如果料车移动,会加大对夹固部连接器的负荷,如果频繁出现,将导致夹固部连接器被损坏。
因此,在夹固料车时,请务必用手把住把手使料车不致移动。

4. 带装元件的准备
2-59
第 2 章 基本操作
4.1.4 在基板程序中设定带装元件
将送料器安装在贴片机上之后,还需要在贴片机中读入基板程序并设定送料间距。
1
确认带装元件的送料间距。
在设定之前先确认带装元件的送料间距。
2
打开 [ 元件 ] -“基本”画面。
1. 按“生产设计”画面的 [ 选择基板 ] 按钮,选择并读入基板程序。
2. 按 [ 元件 ] 按钮,打开“基本”画面。
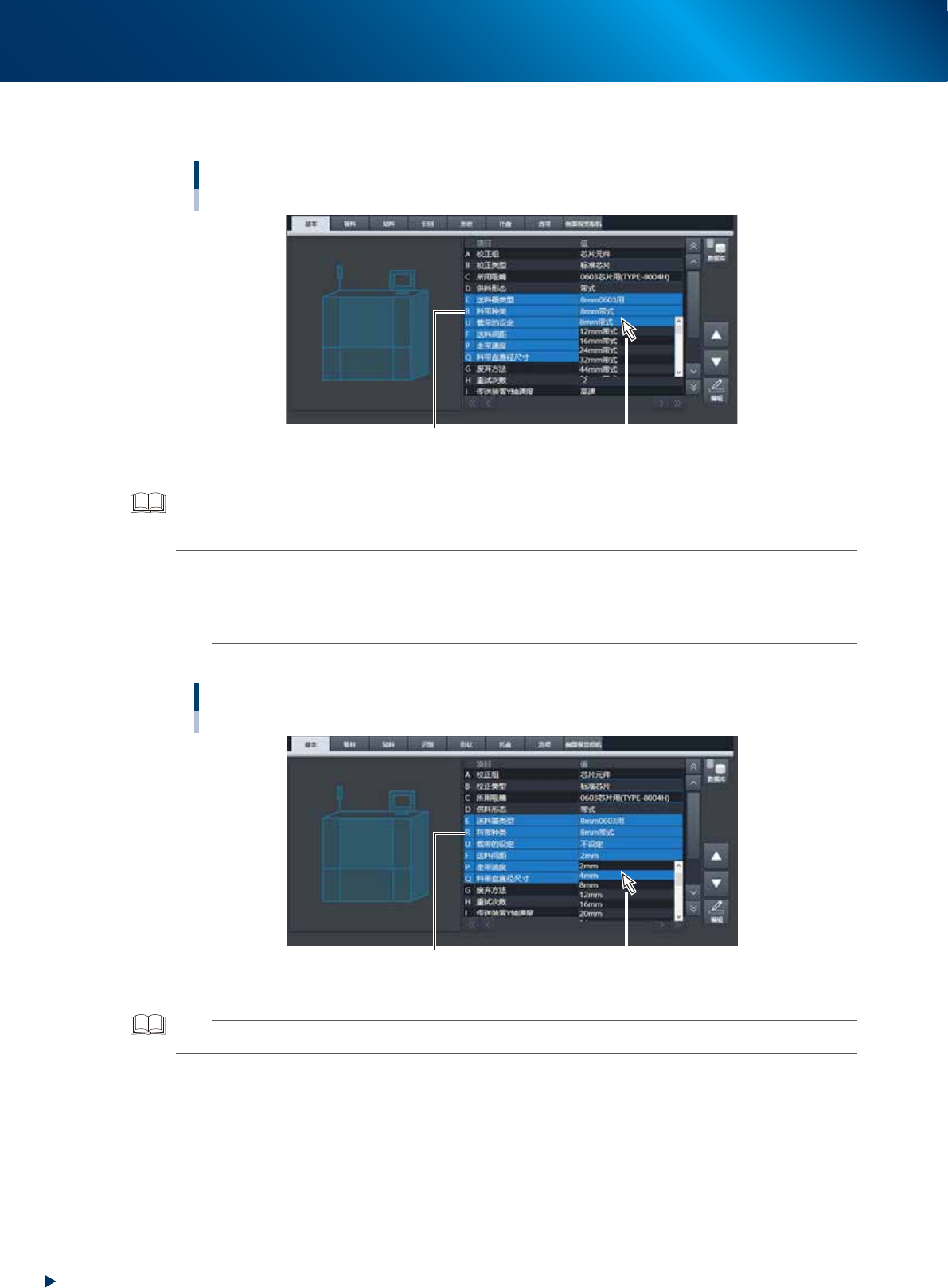
3
设定“供料形态”。
选择需要设定参数的元件之后,从“供料形态”下拉框中选择“带式”。
带装元件
供料形态
供料形态 带式
选择需设置参数的元件
26233-KMK-00
4. 带装元件的准备
2-60
第 2 章 基本操作
4
设定“料带种类”。
从“料带种类”下拉框中选择准备使用的料带种类。
带装元件
料带种类
料带种类 从下拉框中选择料带种类
26234-KMK-00
参考
•
若更改了“供料形态”,“料带种类”也会随之改变,需要重新设定。
•
带装元件无需设定“送料器类型”参数。
5
设定“送料间距”。
从“送料间距”下拉框中选择适合带装元件用的送料间距。
n
要点
如果“机器设置”-“选项设置”画面中的“指定送料器的走带间距”的设定为“在送料器中设置”时,不显示本参数。
带装元件
送料间距
送料间距 选择适合元件用的送料间距
26235-KMK-00
参考
关于在基板程序中设定带装元件的详细内容,请参阅《ZS FEEDER 用户操作手册》。