CPKMX-213-0100_YRM20_Ope_C操作手册.pdf - 第142页
4. 带装元件的准备 2-49 第 2 章 基本操作 0 将最前端的元件对准待机位置。 按送料器上的 [FEED]、[BACK] 按钮,可以使料带向前或向后走带。 1. 按 [FEED] 按钮,将最前端的元件传送到吸料位置 ( 白色标记或切口处 )。 2. 按元件间距 +1 次 [BACK] 按钮使元件被退回之后,再按 1 次 [FEED] 按钮使最前端的元件对准待机 位置。 元件位置的调整 按[ FEED ]按钮将最前端的元件传送到吸…
4. 带装元件的准备
2-48
第 2 章 基本操作
8
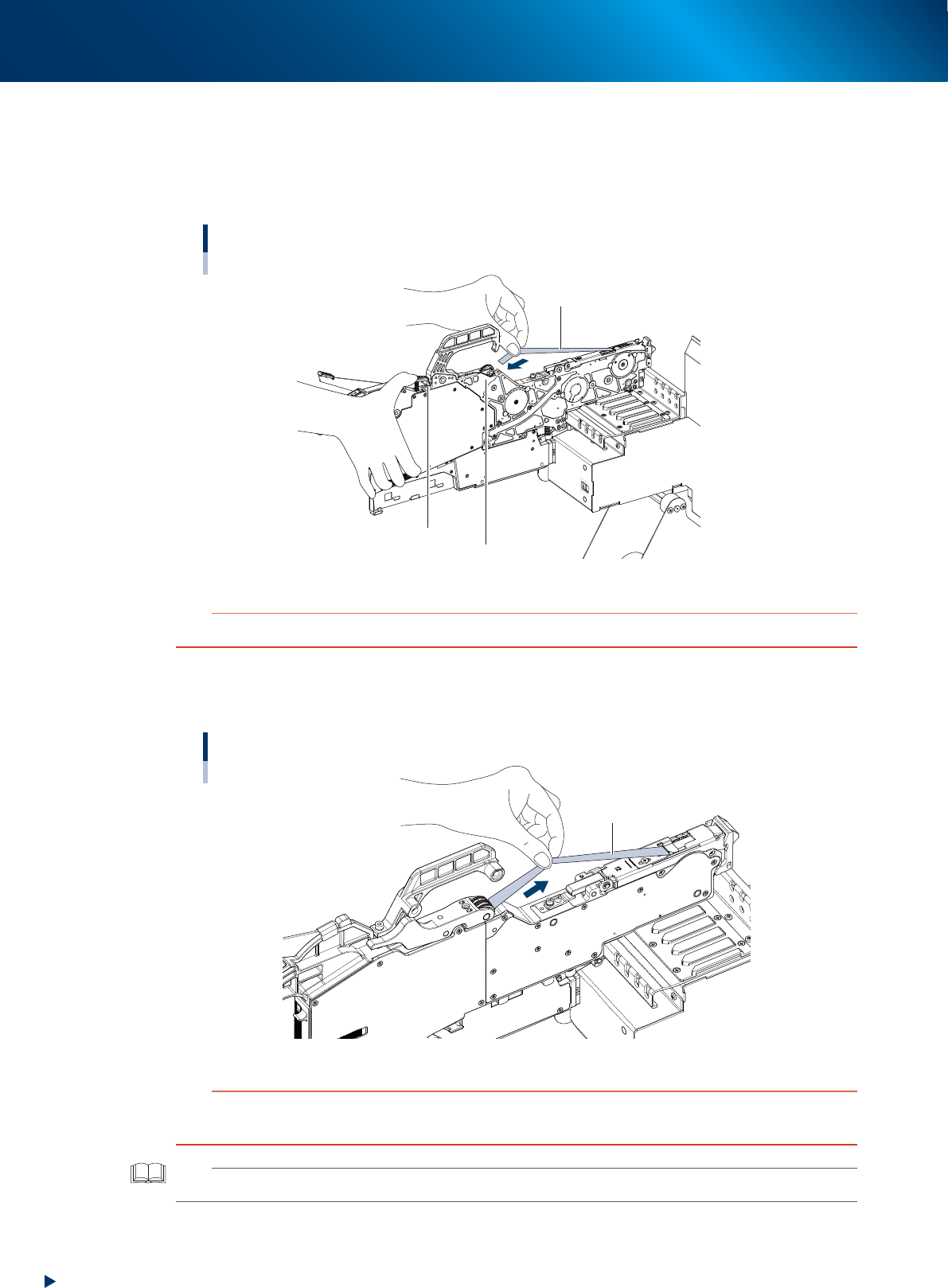
将盖带夹入卷带齿轮。
1. 按压卷带杆的图中所示部位,使卷带齿轮让出空隙
2. 将盖带插入一定长度到卷带齿轮让处的空隙中。
3. 松开卷带杆,使卷带齿轮夹住盖带。
安装盖带
盖带
卷带杆
卷带齿轮
25208-KMK-00
c
注意
确认压料盖与卷带齿轮之间的盖带没有扭曲。
9
卷绕盖带的松弛部分。
沿箭头方向轻轻拉伸盖带,盖带将自动卷绕。
卷绕盖带的松弛部分
盖带
25209-KMK-00
c
注意
•
卷绕盖带时,请小心操作,注意不要使手指被夹入卷带齿轮部。
•
卷绕盖带直至松弛消失为止。
参考
送料器在接通电源时,卷带齿轮也会卷绕盖带。将送料器从上料台拆下再重新安装在上料台上时也可以再次卷绕盖带。
4. 带装元件的准备
2-49
第 2 章 基本操作
0
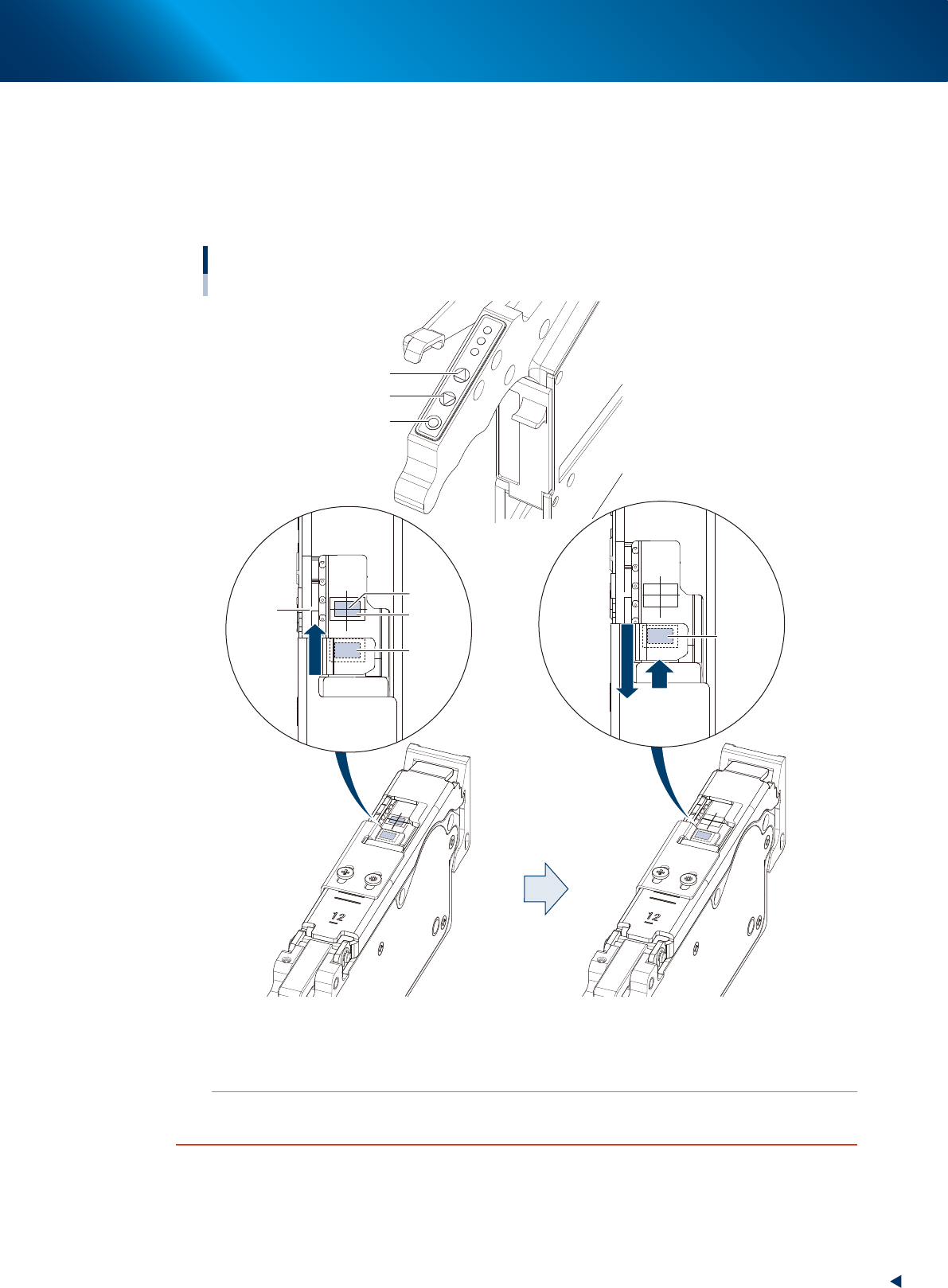
将最前端的元件对准待机位置。
按送料器上的 [FEED]、[BACK] 按钮,可以使料带向前或向后走带。
1. 按 [FEED] 按钮,将最前端的元件传送到吸料位置 ( 白色标记或切口处 )。
2. 按元件间距 +1 次 [BACK] 按钮使元件被退回之后,再按 1 次 [FEED] 按钮使最前端的元件对准待机
位置。
元件位置的调整
按[FEED]按钮将最前端的元件传送到吸料位置。 按元件间距+1次[BACK]按钮使元件被退回之后,
再按1次[FEED]按钮,使最前端的元件对准待机位置。
吸料位置
标记
最前端元件
待机位置
最前端元件
(待机位置)
[FEED] 按钮
[BACK] 按钮
[FUNC] 按钮
25210-KMK-00
c
注意
对准待机位置,请务必使用 [FEED] 按钮。按 2 次以上 [BACK] 按钮使元件被退回之后,再按 [FEED] 按钮使元件对准待机
位置。若只使用 [BACK] 按钮对准待机位置,可能最先被吸取的元件会发生吸料位置偏移。
4. 带装元件的准备
2-50
第 2 章 基本操作
►
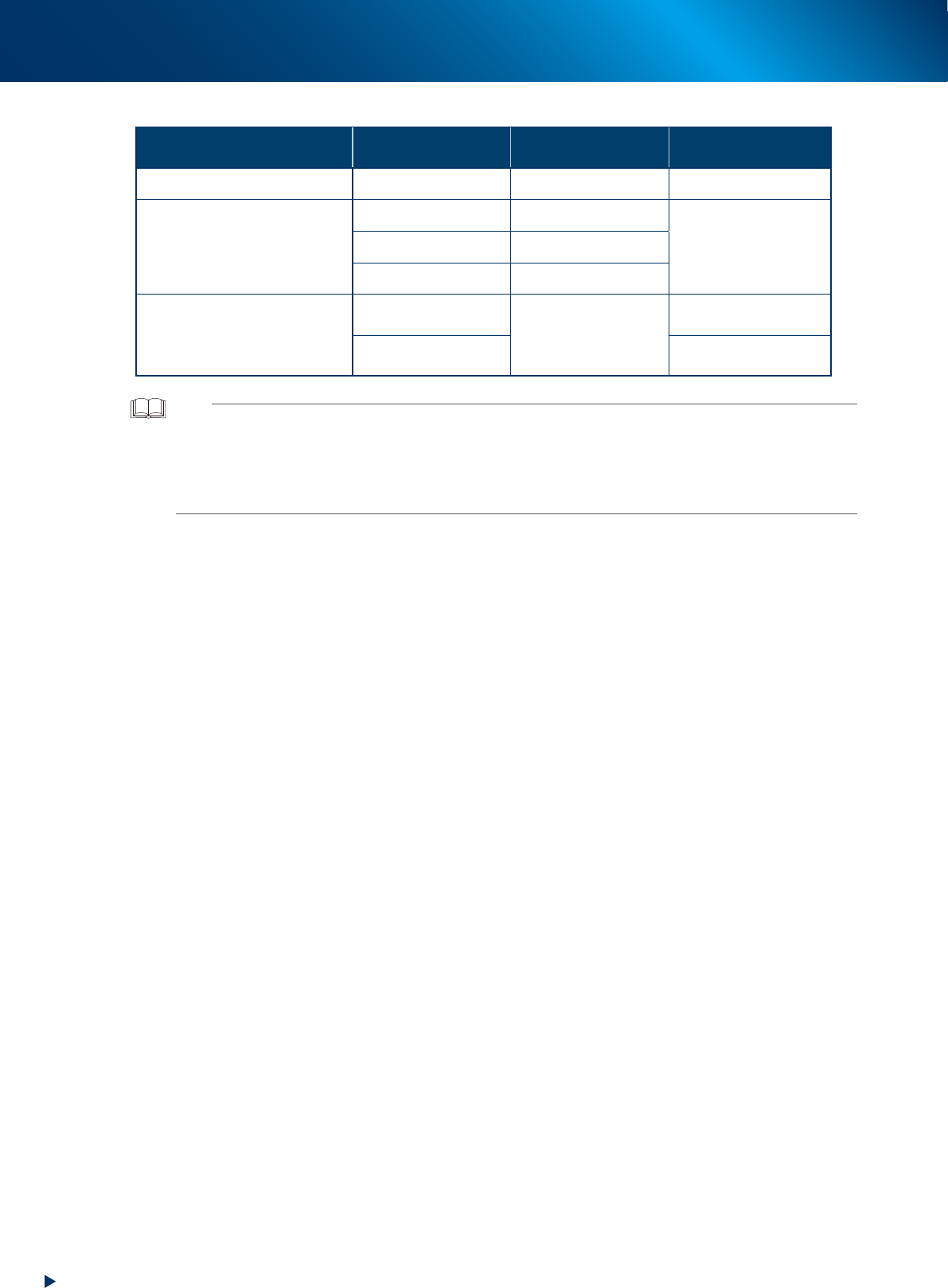
按钮操作与走带间距
送料器类型
在离线上料台
设置的间距
按 1 次 [FEED]、[BACK]
按钮
按 [FUNC] + [FEED] 或
[FUNC] + [BACK] 按钮
ZS 电动送料器 4mm 宽 所有间距 1mm 1mm
ZS 电动送料器 8mm 宽
ZSR 电动送料器 8mm 宽
0 2mm
1mm1 1mm
2 以上 2mm
ZS 电动送料器 12/16mm 宽、
24mm 宽、32mm 宽、44mm 宽、
56mm 宽、72mm 宽、88mm 宽、
104mm 宽
0
2mm
2mm
2 以上 设置的间距
参考
•
12mm 以上的送料器在离线上料台设置间距之后,通过同时按 [FUNC] + [FEED] 或 [FUNC] + [BACK] 按钮,可以使料
带按设定的间距向前或向后走带。关于详细设定,请参阅《ZS FEEDER 用户操作手册》中第 2 章“5. 送料间距的设定”。
•
长按 [FEED] 或 [BACK] 按钮可切换到连续走带模式。
•
但,长按 [FUNC] + [FEED] 或 [FUNC] + [BACK] 按钮则不会切换到连续走带模式。
•
关于 SS 电动送料器的走带间距的设置,请参阅《SS FEEDER 用户操作手册》。