CPKMX-213-0100_YRM20_Ope_C操作手册.pdf - 第144页
4. 带装元件的准备 2-51 第 2 章 基本操作 q 检查压料板的位置。 12mm 以上的送料器,需要根据元件的形状调整压料板的位置。拧松 2 颗压料板的调节螺丝滑动压料板 调整位置,使压料板的前端正好在下图中 A-B 之间且稍微靠近 A 处。 n 要点 调整压料板的位置也就需要调节盖带的长度。如果盖带的 长度不足时,按照前述 Step 8 的步骤,按卷带齿轮杆,将盖带 从卷带齿轮处抽出适当长度。注意 不要使盖带有松弛。 调整压料板…
4. 带装元件的准备
2-50
第 2 章 基本操作
►
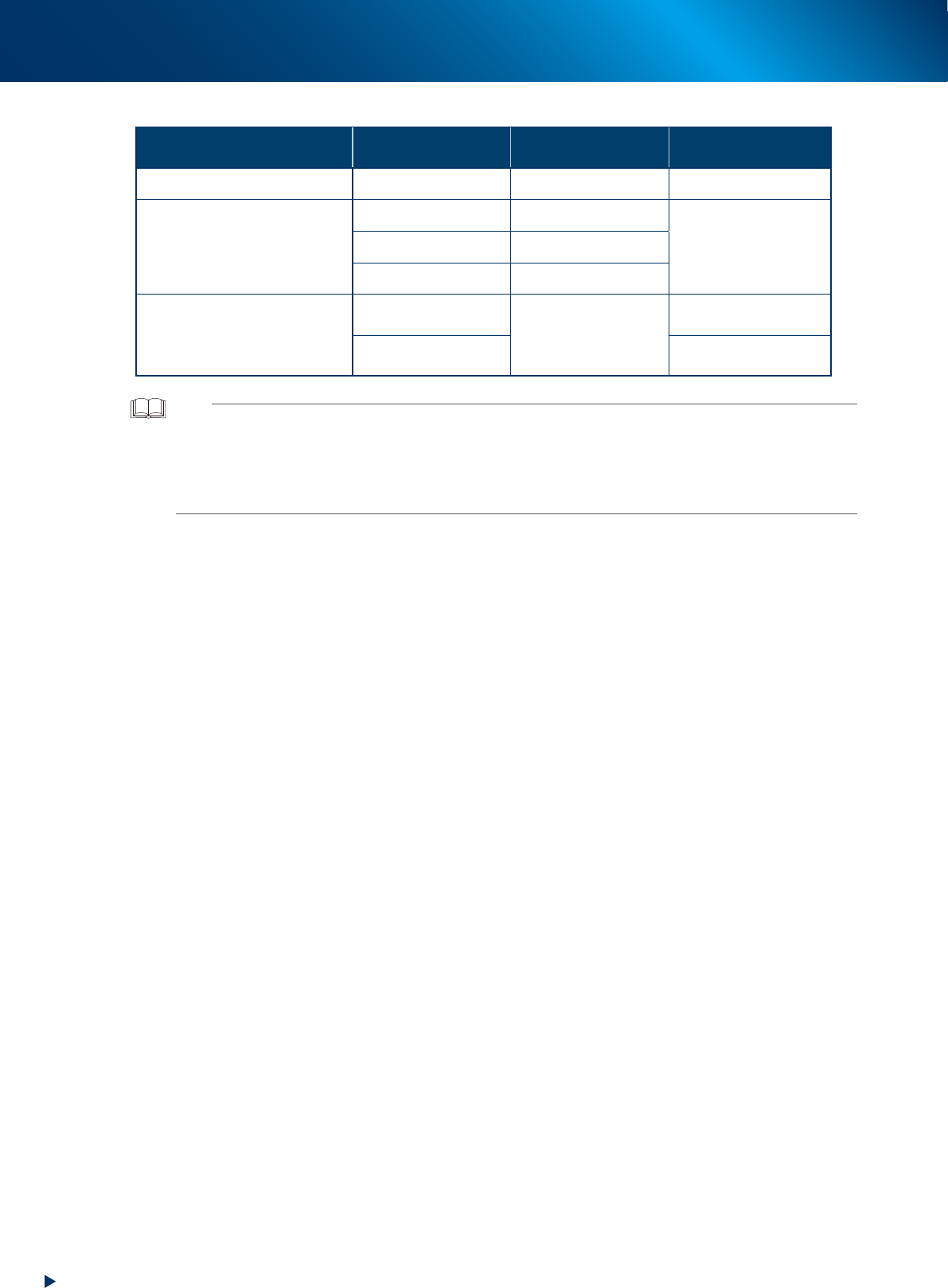
按钮操作与走带间距
送料器类型
在离线上料台
设置的间距
按 1 次 [FEED]、[BACK]
按钮
按 [FUNC] + [FEED] 或
[FUNC] + [BACK] 按钮
ZS 电动送料器 4mm 宽 所有间距 1mm 1mm
ZS 电动送料器 8mm 宽
ZSR 电动送料器 8mm 宽
0 2mm
1mm1 1mm
2 以上 2mm
ZS 电动送料器 12/16mm 宽、
24mm 宽、32mm 宽、44mm 宽、
56mm 宽、72mm 宽、88mm 宽、
104mm 宽
0
2mm
2mm
2 以上 设置的间距
参考
•
12mm 以上的送料器在离线上料台设置间距之后,通过同时按 [FUNC] + [FEED] 或 [FUNC] + [BACK] 按钮,可以使料
带按设定的间距向前或向后走带。关于详细设定,请参阅《ZS FEEDER 用户操作手册》中第 2 章“5. 送料间距的设定”。
•
长按 [FEED] 或 [BACK] 按钮可切换到连续走带模式。
•
但,长按 [FUNC] + [FEED] 或 [FUNC] + [BACK] 按钮则不会切换到连续走带模式。
•
关于 SS 电动送料器的走带间距的设置,请参阅《SS FEEDER 用户操作手册》。
4. 带装元件的准备
2-51
第 2 章 基本操作
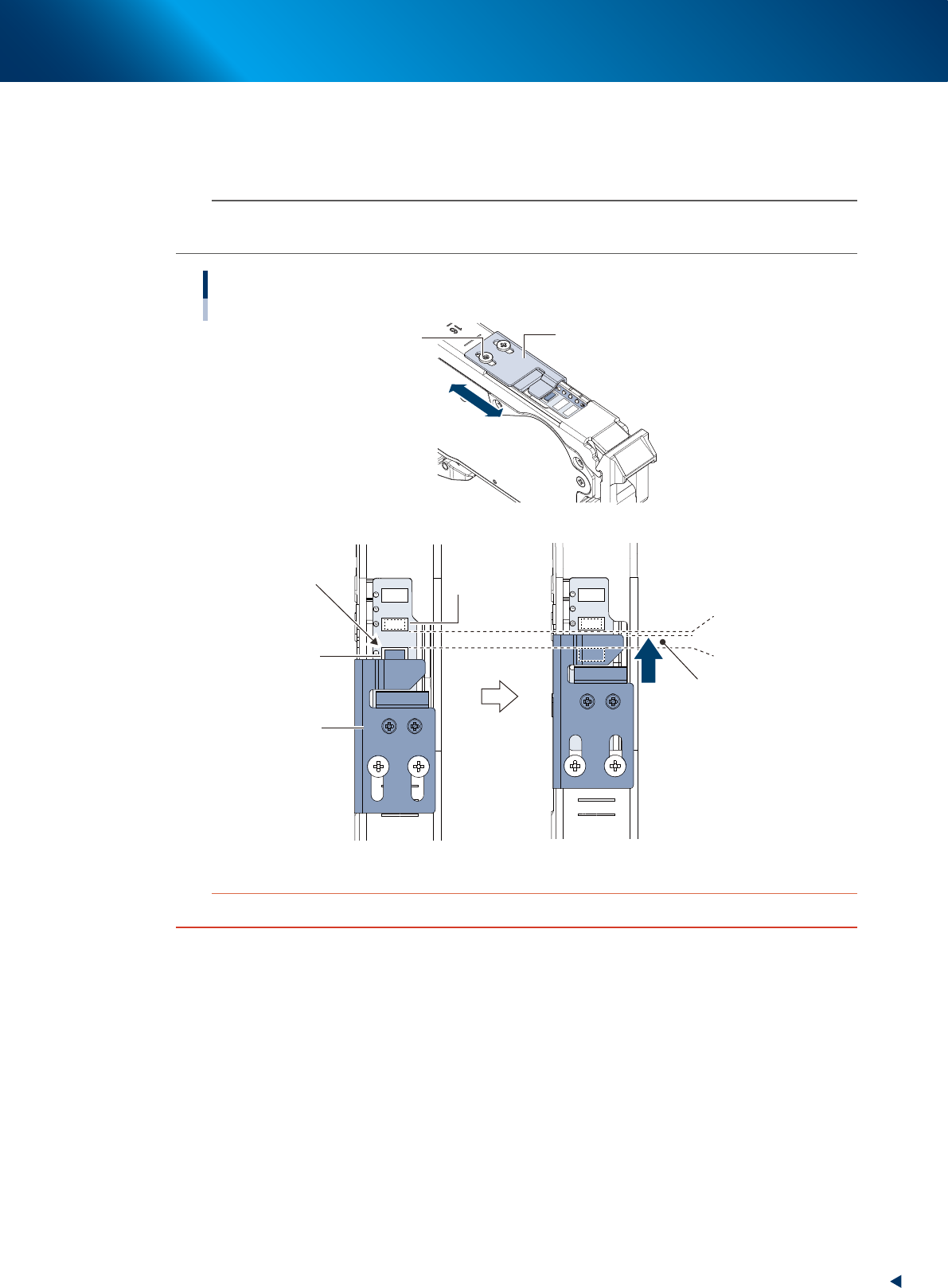
q
检查压料板的位置。
12mm 以上的送料器,需要根据元件的形状调整压料板的位置。拧松 2 颗压料板的调节螺丝滑动压料板
调整位置,使压料板的前端正好在下图中 A-B 之间且稍微靠近 A 处。
n
要点
调整压料板的位置也就需要调节盖带的长度。如果盖带的长度不足时,按照前述 Step8 的步骤,按卷带齿轮杆,将盖带
从卷带齿轮处抽出适当长度。注意不要使盖带有松弛。
调整压料板的位置
调节螺钉
未被压料板盖住
压料板
待机位置的料腔
(元件待机位置)
将压料板的前端滑动到比
A-B中心更靠近A侧
压料板
滑动压料板
A. 吸料时的料腔后侧
B. 待机位置的料腔前侧
吸料时的料腔
(吸料位置)
■ 压料板位置的调整
25211-KMK-00
c
注意
若不调整压料板的位置,可能剥离盖带后元件的位置会不稳定,导致无法正确吸取元件。
4. 带装元件的准备
2-52
第 2 章 基本操作
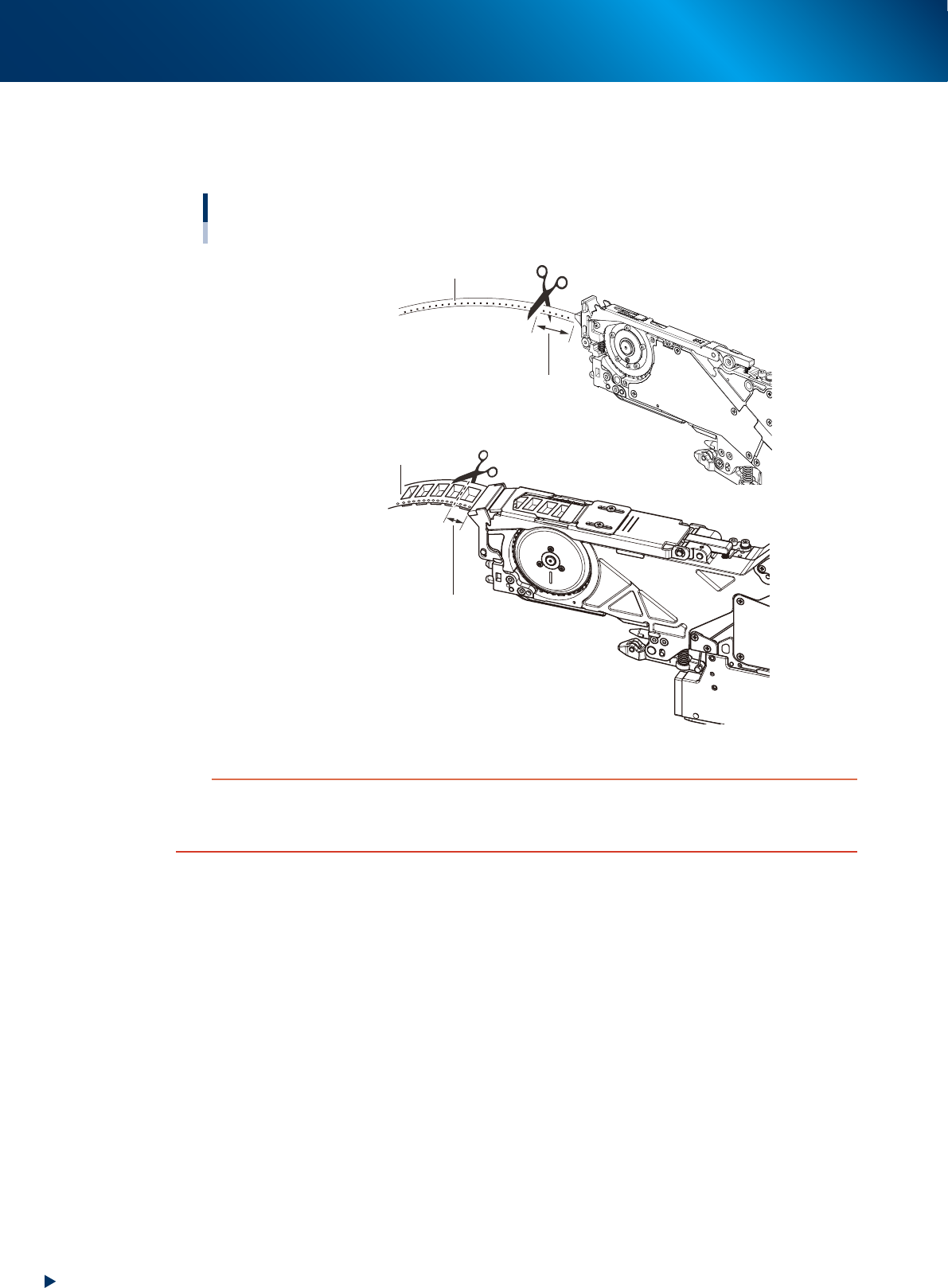
w
剪断载带。
将元件传送到吸料位置之后,先将伸出送料器前端的载带在距离送料器前端 15mm 左右的位置处剪断,
再安装在贴片机上。
间断载带
■12mm以上的送料器
在距离送料器前端
15mm左右的位置处间断
在距离送料器前端
15mm左右的位置处间断
载带
■ 8mm送料器
载带
25212-KMK-00
c
注意
•
若不剪断载带就安装在贴片机上,将会无法使送料器安装到位,从而导致发生故障。还可能会引起载带在排出路径内
堵塞。
•
压纹载带较硬,若剪得过短,载带可能会抵在斜板的入口处,导致送料不良。