KE-750_MAINTE.pdf - 第95页
- 92 - For large parts, as shown in Figure 3, the pressure in side the nozzle is negative when the part is m ounted on the board, and the part is firmly held. However, for chip parts, the nozzle cannot be held above t he…
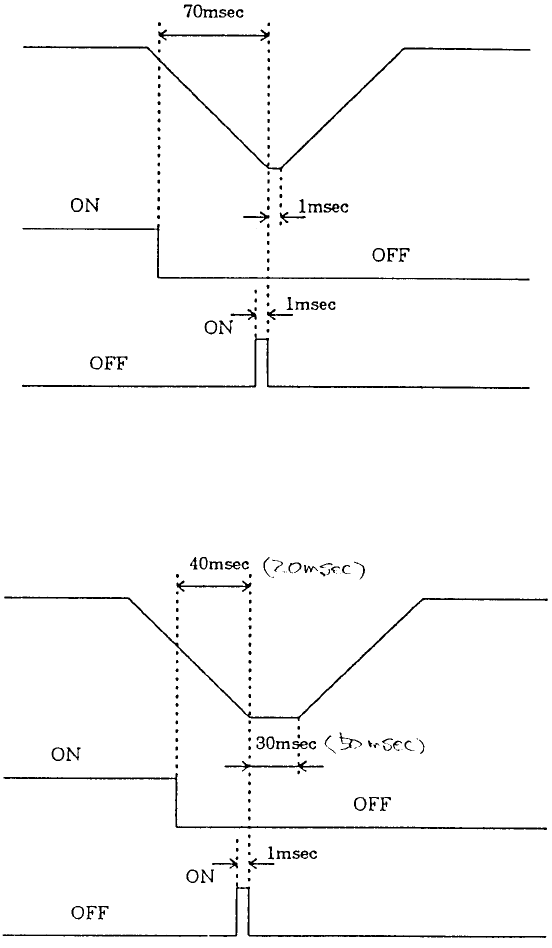
Figures 2 and 3 show the vacuum blow timing when mounting on KE-730/740.
For chip parts, the vacuum is set off 70 ms before the nozzle (Z axis) moves
down, and the part is mounted being held by the remaining pressure (negative
pressure) in the pipe. For heavy parts, the vacuum is set off 40 ms (or 20 ms)
before the downward movement is complete, and the nozzle is held for 30 ms
(or 50 ms) above the board. Then, the nozzle is moved up after vacuum
pressure is released.
Square chip parts
Z axis
Vacuum
Blow
Figure 2
For Melf, aluminum electrolytic capacitor, network resistor, trimmer, SOT, SOJ, SOP, and
PLCC
Z axis
Vacuum
Blow
For QFP, TSOP, BGA, connector, and socket
Figure 3
- 91 -
- 92 -
For large parts, as shown in Figure 3, the pressure in side the nozzle is
negative when the part is mounted on the board, and the part is firmly held.
However, for chip parts, the nozzle cannot be held above the board (otherwise
mount accuracy becomes worse), and the part is held by rather low remaining
pressure when it is immediately before mounting.
3.8.2 Improving point of KE-750/760
For KE-750/760, as described before, the part is held at low negative pressure.
In fact, the part is better to be firmly held immediately before mounting.
However, to set the pressure in the nozzle to normal room atmosphere within a
short time, blow is necessary. When a blow operation is performed on
KE-730/740, the pressure in the nozzle occasionally becomes negative and
positive. There are two reasons as follows:
① Location of air pressure related parts, and air pipe
② Blow operation timing
3.8.2.1 Location of air pressure related parts, and air pipe
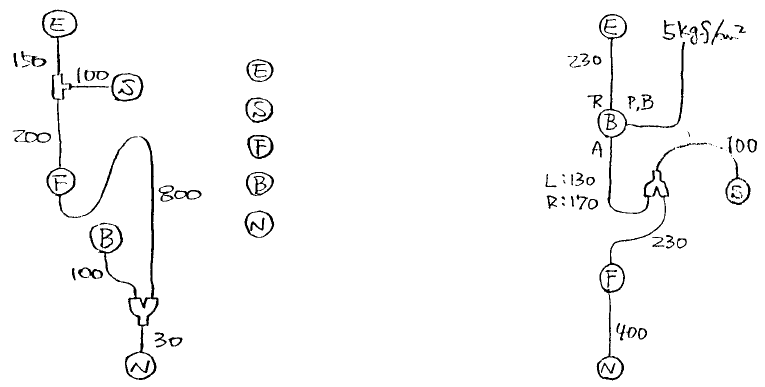
Figure 4 shows the location of air pressure related parts, and air pipe on
KE-730/740. The problem is with the relation among the ejector, the blow SV,
and the nozzle. The length of the air tube between the blow SV and the
ejector is 1180 mm but it is 130 mm between the blow SV and the nozzle.
Therefore, when the blow SV is turned on and vacuum destruction is started,
the pressure at the nozzle immediately becomes from negative to normal room
atmosphere but the pressure at the ejector part does not. At this moment, if
the blow SV is turned off, the pressure at the tip of the nozzle is pulled negative
by the remaining negative pressure at the ejector. If blow is continued without
turning off the blow SV, the pressure at the nozzle becomes positive. The
direction of union Y used at the connection part of the ejector, the blow SV, and
the nozzle is also set for the blow air to easily move to the nozzle.
Ejector
Pressure sensor
Filter
Blow SV
Nozzle
Figures indicate the length of the air tube.
Figure 4 KE-730/740 Figure 5 KE-750/760
Figure 5 shows the location of the pressure related parts and the pipe on
KE-750/760. The blow SV is located close to the ejector so that the blow air
directly flows to the ejector. The direction of union Y between the blow SV and
the nozzle is also set so that the blow air hardly flows. In this construction, the
pressure at the ejector side, which is the source of negative pressure, can be
set at normal room atmosphere within the time for the pressure at the nozzle
part becomes normal room atmosphere. The pressure at the nozzle part
therefore is not pulled to negative after turning off blow.
3.8.2.2 Blow operation timing
As shown in Figure 6, vacuum and blow timing when mounting parts is
determined using four mechanism control parameters. Please note the timing
to turn off the blow SV. Condition, W Blow off [n]≦W Place Vac [n] applies to
KE-730/740.
Where:
W Blow off [n]: Time for blow to be turned off before the Z axis moves
upward.
W Place Vac [n]: Time for the Z axis to be held above the board after it
moves downward to the surface of the board.
Therefore, blow continues until the Z axis moves downward completely even if
the blow is turned off quickly. (When W Blow off [n] = W Place Vac [n]) The
blow time cannot be made long, there is almost no effect of blow. (If the blow
time is made long, the pressure at the tip of the nozzle becomes positive.)
- 93 -