上银直线导轨.pdf - 第19页
1 - 1 0 -4 導 軌無 側 向 定位 裝 配 面的 安 裝 在無側向 定位裝配 面的安 裝例中為 確保從動 側導軌 與基準側 導軌間的 平行度, 導軌可 依下列所 示安裝, 而滑塊 的 安裝則與前述範例相同。 ( 2) 從動 側導 軌的 安裝 與無側向固定螺釘安裝例所列的方法相同。 ( 1) 基 準側 導軌 的安 裝 假基準面法 使 用 兩 個 滑 塊 緊 密 接 合 固 定 於 測 定 用 平 板,依床台導軌 裝配附近的基…
(b)(a)
(b)(a)
(b)(a)
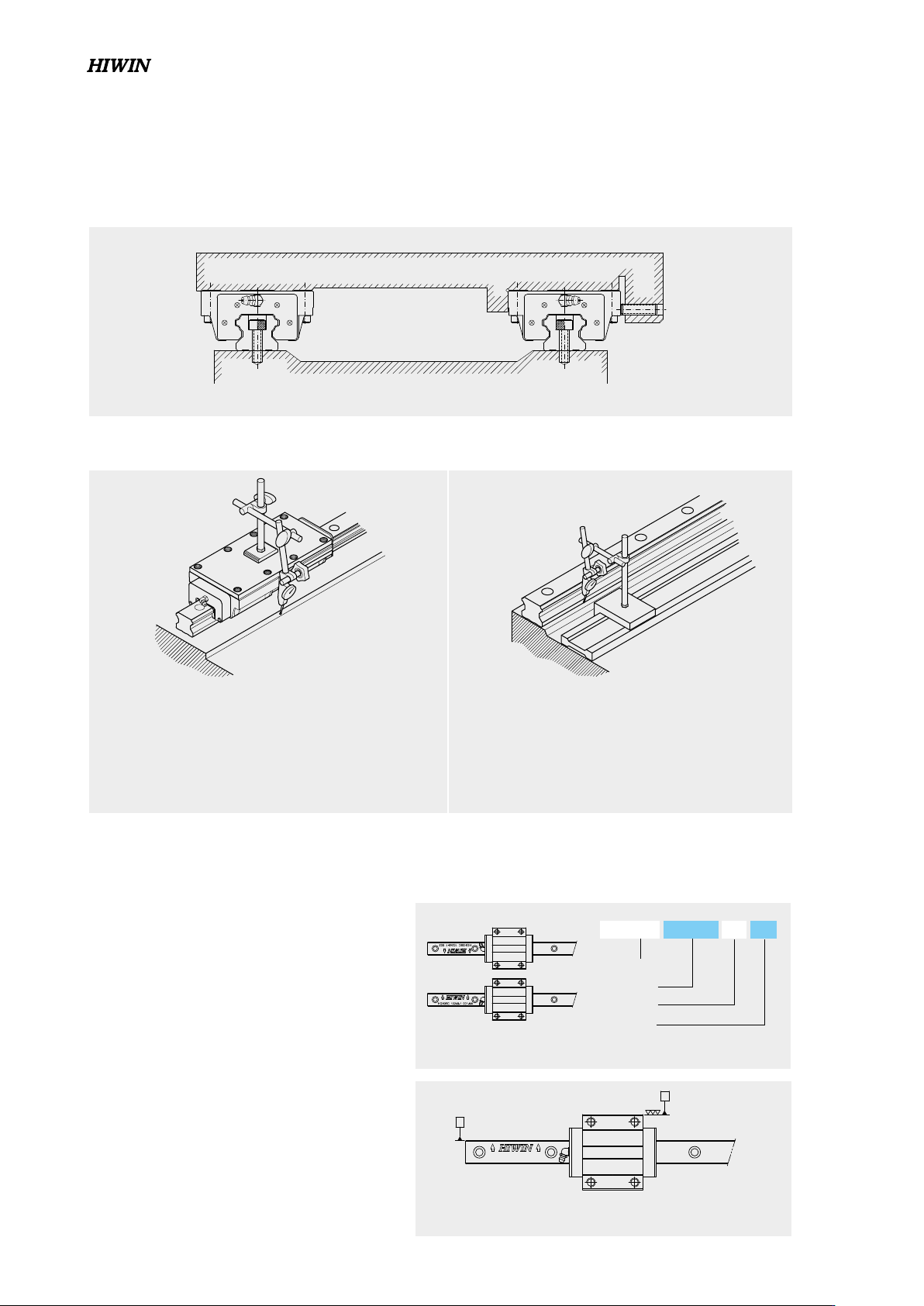
(2) 從動側導軌的安裝
直線塊規法
將直線塊規置於兩支導軌間,使用千分量表校準直線
塊規,使之與基準側導軌之側邊基準面平行,再依直
線塊規校準從動側導軌,從導軌的一端開始校準並依
序以特定的扭力鎖緊裝配螺絲。
移動平台法
將基準側兩個滑塊固定在一個測定平台上,而從動側
只裝上一個滑塊,其導軌與滑塊都尚未緊固於床台與
平台,使用附於從動側滑塊頂面千分量表,量測從動
側滑塊的側基準面,從導軌的一端開始校準並依序以
特定的扭力鎖緊裝配螺絲。
仿效基準側導軌法
將基準側線軌的兩個滑塊及從動側線軌其中一個滑塊
固定於平台,再將從動側的導軌及其另一個滑塊約
略分別固定於床台及平台,以基準側導軌為準移動平
台,從導軌一端開始,邊確認從動側直線導軌的滾動
阻力,邊依序以特定的扭力鎖緊裝配螺絲。
專用工具法
使用專用工具確定從動側導軌的位置,並依序以特定
的扭力鎖緊裝配螺絲。
(b)(a)
Subsidiary
guide
Master
guide
Master
guide
Subsidiary
guide
從動側基準側從動側基準側
基準側
從動側
G99TS03-1803
15
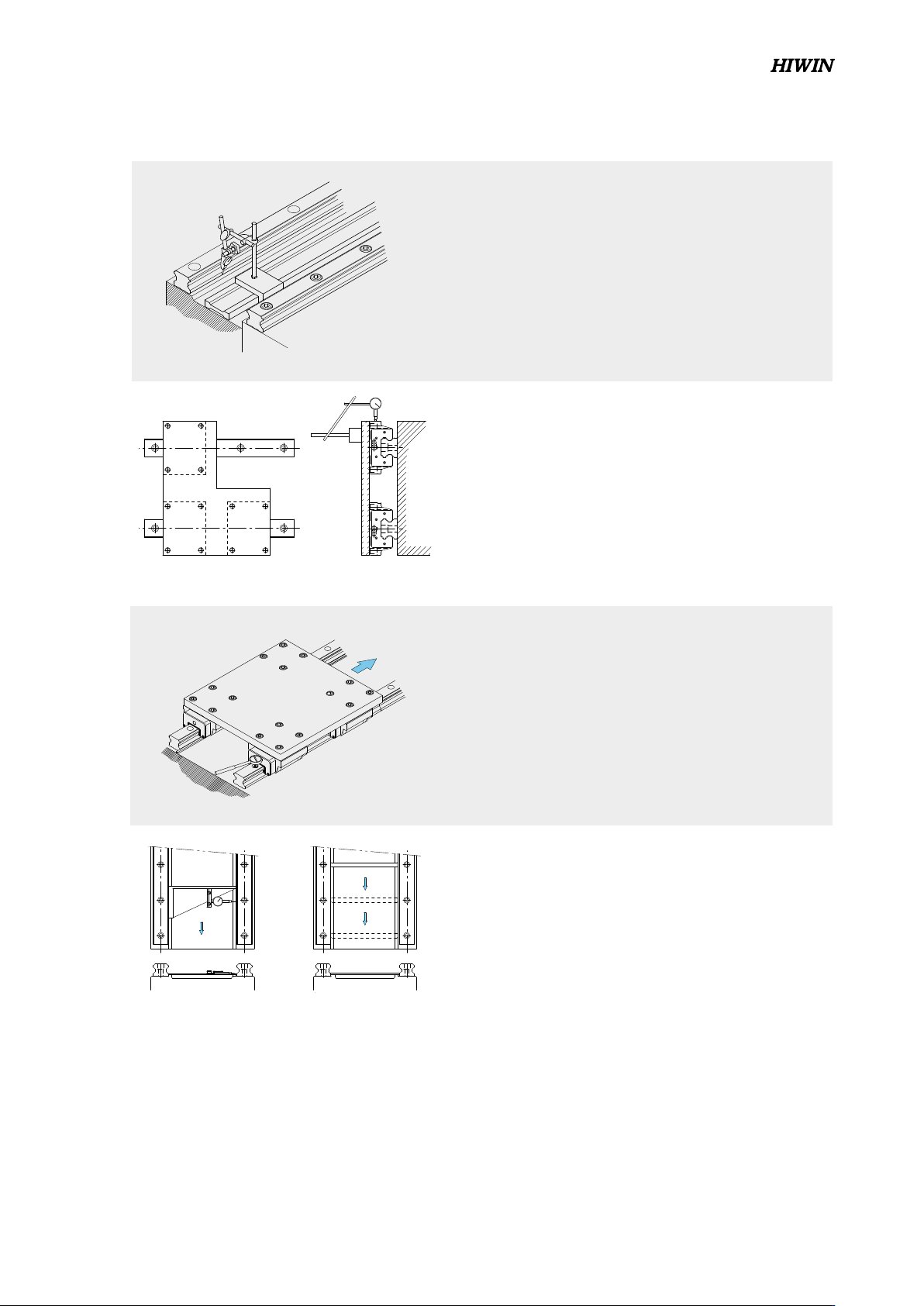
1-10-4 導軌無側向定位裝配面的安裝
在無側向定位裝配面的安裝例中為確保從動側導軌與基準側導軌間的平行度,導軌可依下列所示安裝,而滑塊的
安裝則與前述範例相同。
(2) 從動側導軌的安裝
與無側向固定螺釘安裝例所列的方法相同。
(1) 基準側導軌的安裝
假基準面法
使用兩個滑塊緊密接合固定於測定用平
板,依床台導軌裝配附近的基準面為準,
使用千分量表校準基準側導軌之側邊基準
面,從導軌的一端開始校準並依序以特定
的扭力鎖緊裝配螺絲。
直線塊規法
依直線塊規,使用千分量表校準基準側導
軌之側邊基準面,從導軌的一端開始校準
並依序以特定的扭力鎖緊裝配螺絲。
1-10-5 直線導軌安裝注意事項
1. 直線導 軌產品 在出貨 前,均塗抹適量的防鏽
油,安裝使用前請先擦拭導軌的防鏽油,才可
移動滑塊。
2. 確認基準軌與從動軌:當非互換型直線導軌配
對使用時,需注意基準軌與從動軌之差異。基
準軌側邊基準面精度較從動軌高,可作為床台
安裝承靠面。基準軌上有刻上MA之記號。而
且,雙軌配對使用時,基準軌編號為奇數,而
從動軌之導軌編號為偶數,安裝時請依照符號
的指示,按順序進行安裝(例如:001與002配
對、003與004配對…),如圖一所示。如為多軌
安裝,請以此類推。
滑塊
導軌
夾軌
滑塊
導軌
夾軌
HGH35C10249-1001-MA
B
D
G
位置錯開
基準側
基準側
端面未緊密貼合
端面未緊密貼合
HGH35C 10249-1 001 MA
規格
生管號
導軌號碼
基準軌代號
(圖一)
(
圖二)
(
圖三)
(
圖四)
(
圖五)
從動軌
基準軌
滑塊
導軌
夾軌
滑塊
導軌
夾軌
HGH35C10249-1001-MA
B
D
G
位置錯開
基準側
基準側
端面未緊密貼合
端面未緊密貼合
HGH35C 10249-1 001 MA
規格
生管號
導軌號碼
基準軌代號
(圖一)
(
圖二)
(
圖三)
(
圖四)
(
圖五)
從動軌
基準軌
3. 確認安裝基準面:導軌基準面為HIWIN字樣旁箭
頭所指的側邊平面(B);而滑塊基準面則為經過
研磨的光滑表面(D)。(如圖二)
基準側從動側
床台
滑塊固定螺釘
平台
G99TS03-1803
16
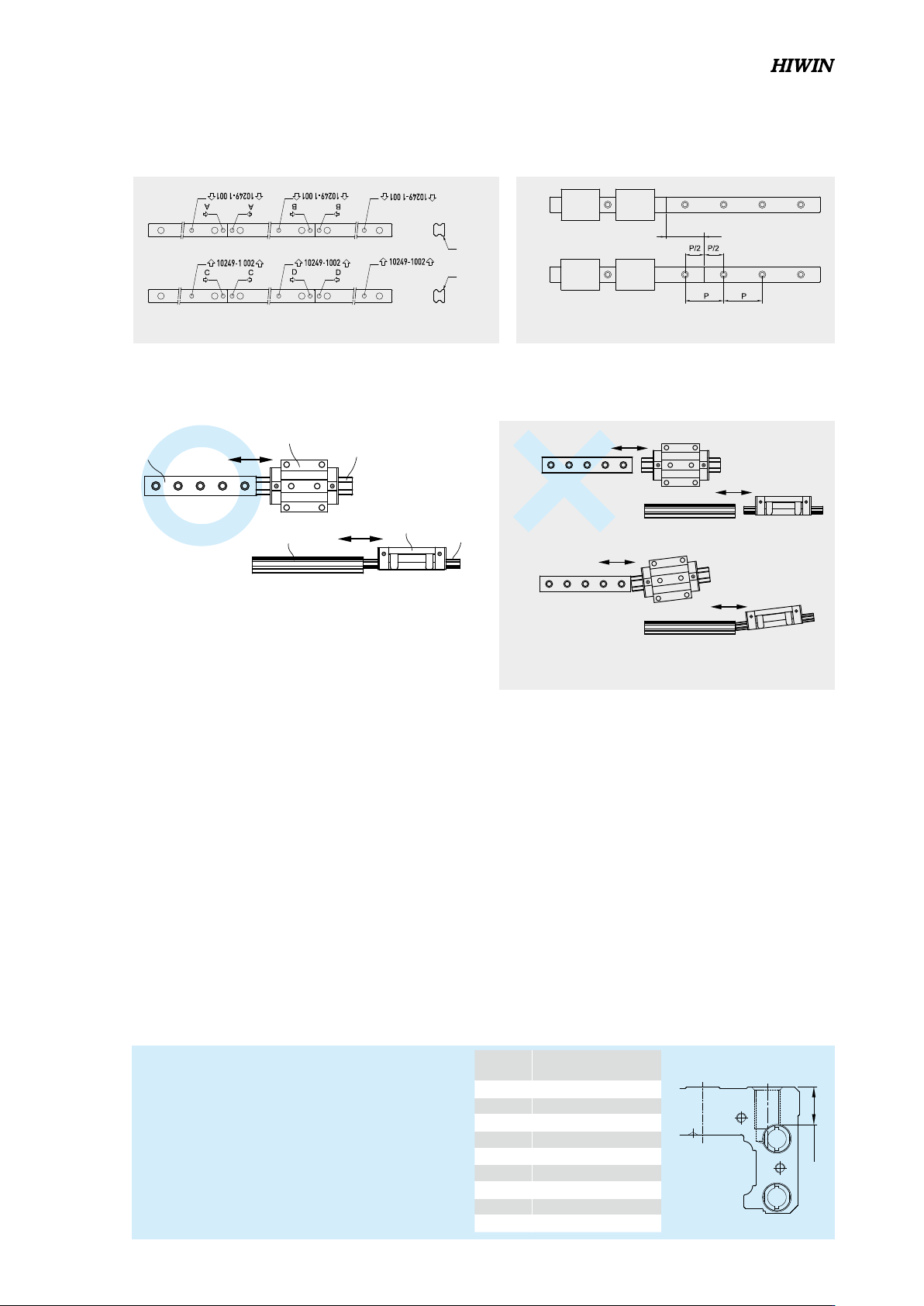
4. 導軌接牙件:導軌接牙安裝時必須依照導軌上標示順序安裝,以確保直線導軌精度。接牙標誌在接牙端的上表
面,請將相同接牙標幟的兩端接在一起,如圖三所示。且建議配對之導軌接牙位置最好能錯開,以避免床台至
接牙處因不同導軌差異而造成精度不良,如圖四所示。
5. 安裝直線導軌時,非必要,請勿將滑塊卸下。如須將滑塊自導軌上拆下或裝上時,請使用所附的夾軌﹙使用方
式如圖五﹚。
6. 安裝直線導軌時,請勿將非互換型導軌之滑塊任意對
調使用,以免影響精度。
7. 安裝直線導軌時,請使用扭力板手,並依據本公司之
建議扭力,依序鎖上螺栓以確保導軌直度。
1-10-6 直線導軌維護注意事項
1. 直線導軌的標準產品在出貨前已將良質的潤滑劑(潤滑油或鋰皂基油脂)封入滑塊內,在裝用並試運轉之後、於
正式運轉之前,請再次對滑塊進行潤滑作業,潤滑時請使用相同鋰皂基的潤滑劑。
2. 直線導軌的標準產品在出貨前,導軌表層四周已塗佈防鏽油
;安裝時,若有清洗導軌的動作,請於機台設備
完裝時,再次將導軌表面四周塗佈一層適當的潤滑油(請使用相容之潤滑劑)。
3. 因為直線導軌的滑塊係由許多塑膠材質零件組成,清潔時請避免以有機溶劑接觸或浸泡這些零件,以免造成
產品損壞。
4. 異物進入滑塊內是造成滑塊故障與損壞的原因之一,應注意予以避免。
5. 任意拆解直線導軌的零配件有可能造成異物進入滑塊或降低直線導軌的精度,請勿任意拆解直線導軌。
6. 不當的傾斜直線導軌可能造成滑塊因自重而滑出導軌,請在移動直線導軌時保持直線導軌為水平狀態。
7. 直線導軌摔落或撞擊會損傷正常功能,請避免讓直線導軌產生不當的摔落或撞擊。
8. 使用於特殊環境,請使用適當的表面處理或與HIWIN聯絡。
9. 自潤式直線導軌(E2 type)可容許的環境溫度範圍為-10℃~60℃;靜音式直線導軌(Q1 type)可容許的環境溫度範
圍為-10℃~80℃
;而金屬端蓋式直線導軌(SE type)可容許的最高環境溫度為150℃。除此之外,一般直線導軌
可容許的最高環境溫度為100℃。
10. 其他詳細說明請參閱技術型錄。如有其他疑問或使用上的問題,請與HIWIN聯絡。
滑塊
導軌
夾軌
滑塊
導軌
夾軌
HGH35C10249-1001-MA
B
D
G
位置錯開
基準側
基準側
端面未緊密貼合
端面未緊密貼合
HGH35C 10249-1 001 MA
規格
生管號
導軌號碼
基準軌代號
(圖一)
(
圖二)
(
圖三)
(
圖四)
(
圖五)
從動軌
基準軌
滑塊
導軌
夾軌
滑塊
導軌
夾軌
HGH35C10249-1001-MA
B
D
G
位置錯開
基準側
基準側
端面未緊密貼合
端面未緊密貼合
HGH35C 10249-1 001 MA
規格
生管號
導軌號碼
基準軌代號
(圖一)
(
圖二)
(
圖三)
(
圖四)
(
圖五)
從動軌
基準軌
滑塊
導軌
夾軌
滑塊
導軌
夾軌
HGH35C10249-1001-MA
B
D
G
位置錯開
基準側
基準側
端面未緊密貼合
端面未緊密貼合
HGH35C 10249-1 001 MA
規格
生管號
導軌號碼
基準軌代號
(圖一)
(
圖二)
(
圖三)
(
圖四)
(
圖五)
從動軌
基準軌
滑塊
導軌
夾軌
滑塊
導軌
夾軌
HGH35C10249-1001-MA
B
D
G
位置錯開
基準側
基準側
端面未緊密貼合
端面未緊密貼合
HGH35C 10249-1 001 MA
規格
生管號
導軌號碼
基準軌代號
(圖一)
(
圖二)
(
圖三)
(
圖四)
(
圖五)
從動軌
基準軌
附註:Q1 type直線導軌(QH&QE)屬於靜音式的直線導軌,
除上述安裝與維護注意事項外,仍需注意以下事項:
1. 如需將Q1 Type滑塊自導軌上拆下或裝上時,請使用所附
的夾軌,並避免將夾軌拔出滑塊。(一個滑塊配一個夾軌)
2. Q1 Type直線導軌產品使用特殊配件,嚴禁任何未經許可
的調整預壓動作。
3. Q1 t yp e直線導軌部分規格滑塊固定螺絲孔與迴流道相
通,需注意固定螺絲長度,避免螺絲干涉迴流配件而產
生順暢問題。
規格 最大固定螺絲孔深度
M X L (mm)
QHH20 M5 x 6
QHH25 M6 x 8
QHH30 M8 x 10
QHH35 M8 x 12
QEH20 M5 x 7
QEH25 M6 x 9
QEH30 M8 x 10
QWH27 M6 x 6
QWH35 M8 x 8
M x L
G99TS03-1803
17