NXT-IIc 机械手册.pdf - 第270页
MEC-NXTIIc-3.3S 5. 预防保养 NXT IIc 机械手册 245 9. 请拆除上盖板。 10.请将推板安装到推 块上,松拧紧 螺栓。 11.将 Q 轴 齿轮与 R 轴齿轮的孔对齐 ,插入转矩螺 丝刀 (2 AGKHJ0013**),按 规定的转矩 (0.16Nm) 拧 紧。 注意 )在拧紧各螺丝的时候,请遵守规定转矩。否则有可能损 伤贴装工作头的螺栓口。 注意 )在固定螺栓上涂敷有防止松缓的粘着剂。即使放松了的 螺栓,也…
5. 预防保养 MEC-NXTIIc-3.3S
244 NXT IIc 机械手册
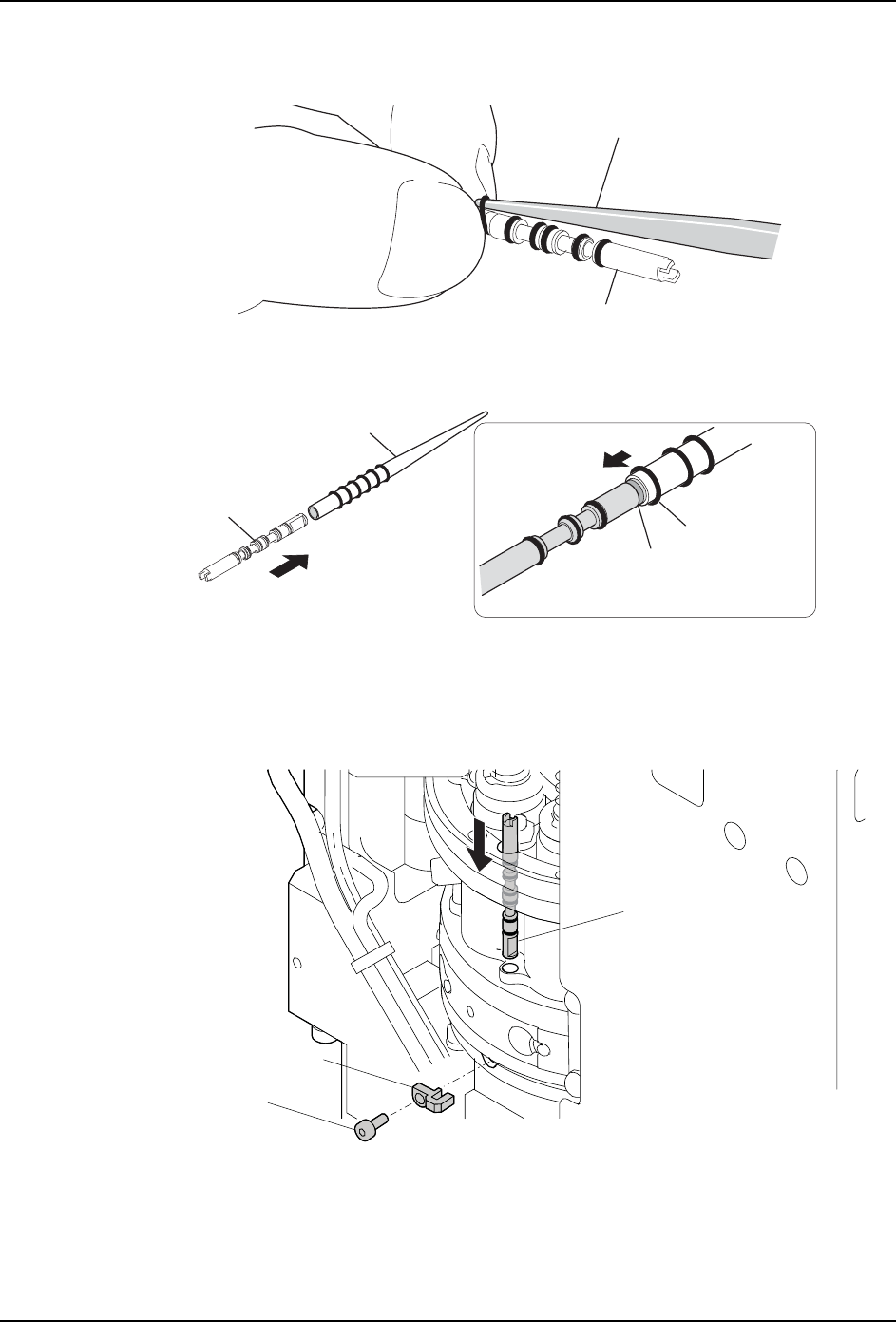
5. 请用指甲等夹住 O 型圈后缠绕。在 O 型圈和推杆之间的间隙中插入 O 型圈更换治具
(PM072M*) 的细的一头后,拆除 O 型圈 (6 个 )。
6. 请把 O 型圈从 O 型圈更换治具的细的一头放入到粗的一头中,拉长 O 型圈。把推杆放入
O 型圈更换治具,在漕和治具端面对齐的状态下,嵌入 O 型圈 (6 个 )。
7. 取 0.003cc 的 MDV235-ZB 到刷子上,请对 O 型圈表面薄薄地涂敷。
8. 将推杆从旋转头上方插入,安装推块,用螺栓固定 (螺栓的紧固转矩:0.35mm)。
注意 )在拧紧各螺丝的时候,请遵守规定转矩。否则有可能损伤螺栓口。
2ൟᤶ⊏
1676D
ᴚ
ῑ
2ൟ
ো˖$&
1676D
2ൟᤶ⊏
ᴚ
ᵰỦ䰶ুඍ
㷰ṉ㍝ര䖢⸟φ1P
᧞ඍ
01NST-1101S
MEC-NXTIIc-3.3S 5. 预防保养
NXT IIc 机械手册 245
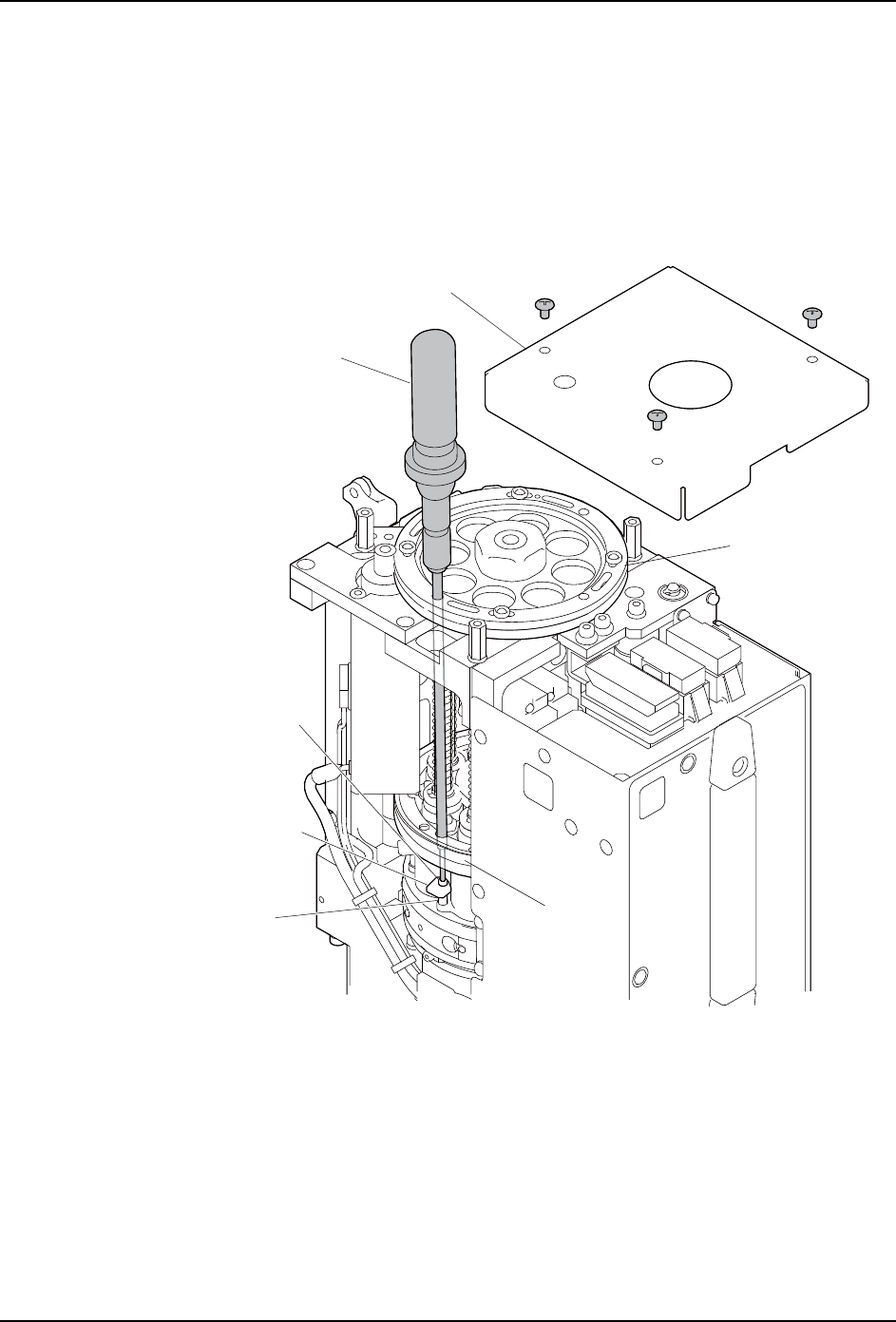
9. 请拆除上盖板。
10.请将推板安装到推块上,松拧紧螺栓。
11.将 Q 轴齿轮与 R 轴齿轮的孔对齐,插入转矩螺丝刀 (2AGKHJ0013**),按规定的转矩
(0.16Nm) 拧紧。
注意 )在拧紧各螺丝的时候,请遵守规定转矩。否则有可能损伤贴装工作头的螺栓口。
注意 )在固定螺栓上涂敷有防止松缓的粘着剂。即使放松了的螺栓,也能再使用 2 ~ 3 次左
右 , 不过,多次使用的时候,请使用新的螺栓。
᧞ᶵ
㷰ṉ㍝ര䖢⸟φ1P
1676D
᧞ඍ
䖢⸟㷰ѓ࠶
ⴌᶵ
4䖪喵䖤
5䖪喵䖤
0.69 Nm

5. 预防保养 MEC-NXTIIc-3.3S
246 NXT IIc 机械手册
5.10.14 搬运轨道的加油
备注 )FUJI 润滑油枪套件的润滑油枪 1 次喷射量约 0.6cc。请作为加油的简单标准。
加油量是对于 1 根螺丝所必要的加油量。
加油方法
1. 拉出模组。(参考 「4.1 模组的拉出 / 插入 」)
2. 请将主电源开关 OFF。
3. 双搬运轨道的时候,拆除支撑板。(参考 「4.6 支撑板的更换 〈双搬运轨道的靠前生
产时〉 」〈双搬运轨道的靠前生产时〉)
变更宽度的滚珠丝杆的加油。
4. 用清洁的布,擦去调宽滚珠丝杆 (1)的污垢。
5. 取 3.75cc 的 NS7 或者 SRL 到毛刷上。
6. 用毛刷给调宽滚珠丝杆 (1)均匀地涂敷润滑油。请给所有的调宽滚珠丝杆加油。
7. 用手动将滑动搬运轨道 (通道 1 从属 , 通道 2 基准 , 从属轨道)进行 1 次全程往复,使
润滑油循环。
8. 用清洁的布,擦去从调宽滚珠丝杆渗出的多余润滑油。
CZ 轴滚珠丝杆的加油。
9. 用手拉驱动皮带,使 CZ 轴旋转上升。
10.用清洁的布,擦去 CZ 轴导轨 (2)的污垢。
11.取 0.9cc 的 NS7 或者 SRL 到毛刷上。
12.用刷子给所有的 CZ 轴滚珠丝杆 (2) 上均匀地涂敷润滑油。
13.用手拉驱动皮带,使 CZ 轴旋转上下全程往复,使润滑油循环。
14.用清洁的布,擦去从 CZ 轴渗出的多余润滑油。
15.双搬运轨道时,安装支撑板。(参考 「4.6 支撑板的更换 〈双搬运轨道的靠前生产
时〉 」)
16.插入模组。(参考 「4.1 模组的拉出 / 插入 」)
润滑油 加油处 加油量 (cc)
NS7(NSK) 或者 SRL* (协同油脂) (1)调宽滚珠丝杆 3.75
(2)CZ 轴滚珠丝杆 0.9