2500_Users_Manual.pdf - 第157页
Preventi ve Mai nten ance ProM aster 25 00 User Manua l 5-3 3. The tube is sha ken by the in put orbit al assemb ly to h elp devices slide from the tube onto the inpu t track. The base of the input tube clamp is mounted …

Preventive Maintenance
5-2 ProMaster 2500 User Manual
Theory of Operation
This section describes the operation of each of the ProMaster 2500’s major
components.
TaskLink
You will normally operate the 2500 under the system control of the
TaskLink software program, running on a personal computer (PC).
TaskLink uses a set of computer remote control commands to
communicate with the 2500. These commands control the programming,
handling, labeling, and binning operations of the 2500.
During a typical communication sequence between TaskLink and the
2500, TaskLink issues a command to a subsystem, then yields control to
that subsystem and waits for a reply. The communication sequence will
usually occur in the following manner:
1. TaskLink sends a program command to the Programming Electronics
(PE) subsystem and waits for the PE to complete the procedure.
2. When the PE has completed the procedure, it sends a signal to
TaskLink indicating whether the device has passed or failed.
3. If the device passed, TaskLink looks at the task to determine what
additional procedures need to be performed. TaskLink then sends
the next command to the 2500.
If the device failed, TaskLink displays an error message on your PC
monitor. If the error is related to device testing or programming, the
error code is recorded in a log file on the hard disk of your PC.
Error messages are described in Chapter 6.
4. When a device passes the programming/verify operation, TaskLink
receives a category signal from the programming electronics, and
sends it to the 2500. The 2500 checks the signal against the bin map
and processes the device accordingly.
Device Processing
This section describes the flow of a device through the 2500. A device
travels from the input tube to the programming station, then to the
labeling station (if the device passes the verification tests), and then to
one of two output tubes.
Device Moves to
Programming Station
A device travels from the input tube to the programming station in the
following manner:
1. When TaskLink runs a task, it prompts the handler to perform a brief
self-calibration initializing routine before loading the first device.
One of the checks performed during this routine is to see if the hood
is raised. If the hood is raised, the handler displays a warning
message prompting the operator to lower the hood before continuing
the task.
2. The operator inserts a tube containing blank (unprogrammed)
devices into the input tube holder. This action is detected by the
input tube holder microswitches (19 in Figure 5-3).
Preventive Maintenance
ProMaster 2500 User Manual 5-3
3. The tube is shaken by the input orbital assembly to help devices slide
from the tube onto the input track. The base of the input tube clamp
is mounted to a plate. The orbital disk mounting shaft is drilled off-
center and acts as a cam against the plate.
The disk, which is clamped to the motor, rotates causing the plate to
jog back and forth (following the slight cam). As the input orbital
motor rotates at speed, it generates vibration to prod devices from the
input tube.
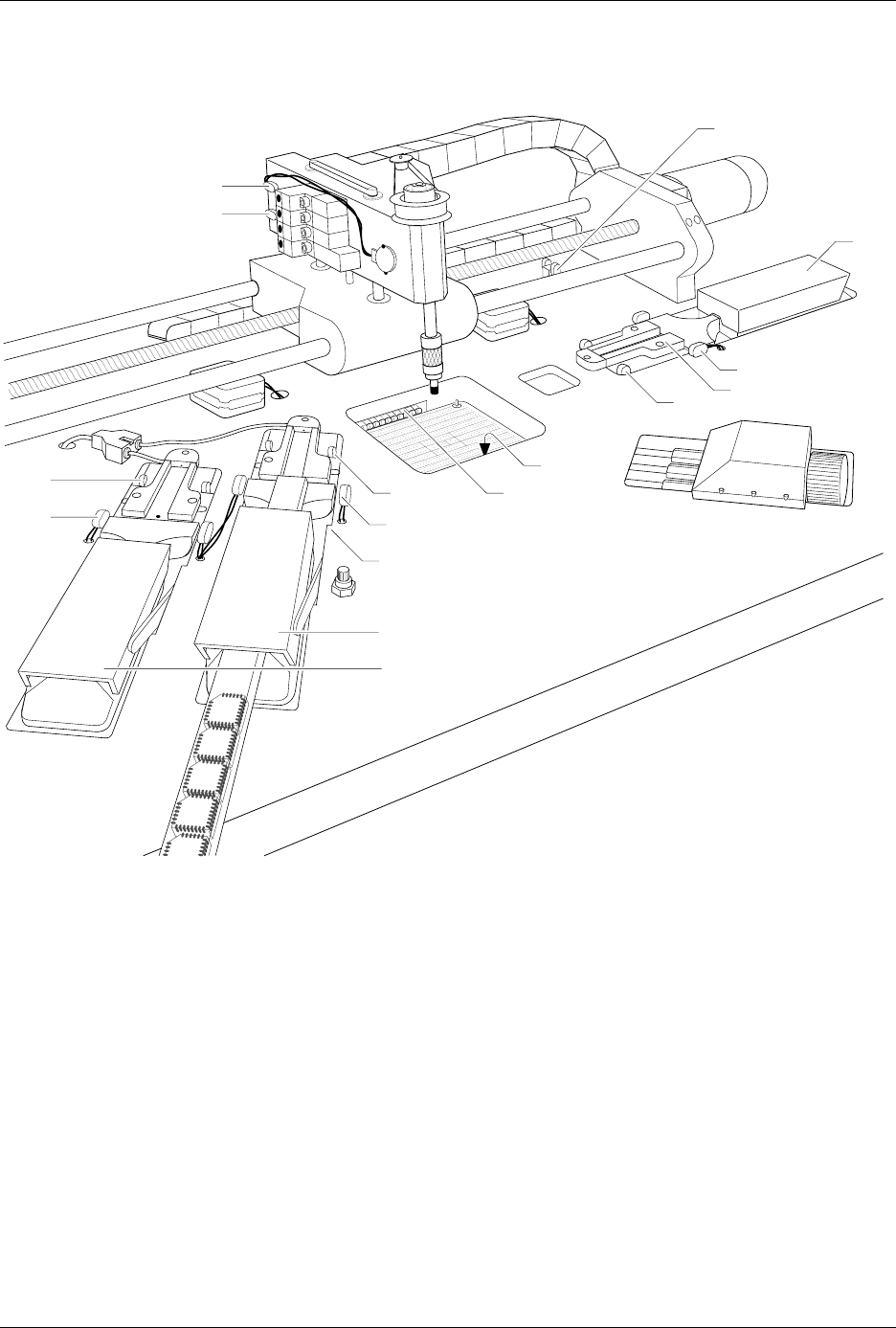
Figure 5-1
Optic and Microswitch Locations
1939-1
1
15 (Under main plate)
2
17
3
4
13
14
20 (Output tube 1)
21 (Output tube 2)
19
11
12
16 (Under main plate)
22
23

Preventive Maintenance
5-4 ProMaster 2500 User Manual
4. A device, positioned against the programming station stop guide,
blocks the beam of the part detect optic. The handler detects the
blocked optic and advances the beam until it is centered over the
device (the location is determined by the pre-defined package size
downloaded by TaskLink). The handler’s firmware stores the
package dimensions for all supported package types. The firmware
prompts the operator to align the first device in a run. The beam’s
traverse motor advances the number of motor steps necessary to
align the chuck over the center of the waiting device.
5. The beam up/down solenoid (solenoid test 4 in Figure 5-16) switches
on the low pressure air to lower the beam. The beam down optic (3 in
Figure 5-1), mounted on the side of the beam, senses the vertical
position of the beam and triggers the high pressure solenoid to
complete the lowering of the beam to the device.
Device Is Inserted into
Programming Module
The rubber chuck tip creates a vacuum seal on the device. When the
vacuum seal has been created, a switch on the left side of the beam is
triggered. The 2500 detects the vacuum and the beam picks up the device.
The beam rises with the device on its tip, moves to the programming
station, pauses so that the operator can align the first device in a run, and
lowers the device into the programming module.
Device Is Programmed
Before the device is programmed, TaskLink and the PE perform several
device tests. Each device-related operation performed by the PE is part of
a programming algorithm specified by the device manufacturer. In most
cases these specifications instruct the PE to perform the following
procedures:
1. A pre-programming check of the device
2. The programming of the device
3. A post-programming data verification cycle
A typical pre-programming sequence includes the following steps:
•
Check for presence of a device in the programming module
—This
verifies that a device is in the programming block.
•
Continuity test
— This confirms that the device pins have continuity
with the module’s contacts. Dirty module contacts or a misaligned
device can cause the handler to fail this test. In case of failure,
TaskLink displays
CONTINUITY TEST FAIL
and records the test result
in the log file.
•
Check for misjustified device
—This confirms that the device
ground and VCC pins match the programming module’s ground and
VCC. (Refer to the device alignment procedure, beginning on page
4-22.) This test also detects devices that have been installed
backwards. When this test fails, TaskLink displays
CONTINUITY TEST
FAIL
.