NXT 系统手册.pdf - 第112页
4. 生产 QD027-24 96 NXT 系统手册 4.9.4 位置 A、B 双方发生料尽时 在料盘单元 -M 两侧搭载中, 如果在位置 A、 B 的双方中发生了料尽时, 机器变成元件补充等 待状态并停止运转。以下说明这 种情况时的操作步骤。 1. 操作画面上显示先发生料尽的位置侧的补 充向导。请根据向导补充料盘元件 。 备注 )这里,即使取出空料盘并按下操作面板的 OK 按钮,补充动作也不会结束。 2. 当补充结束时机器就会开始重新…
QD027-24 4. 生产
NXT 系统手册 95
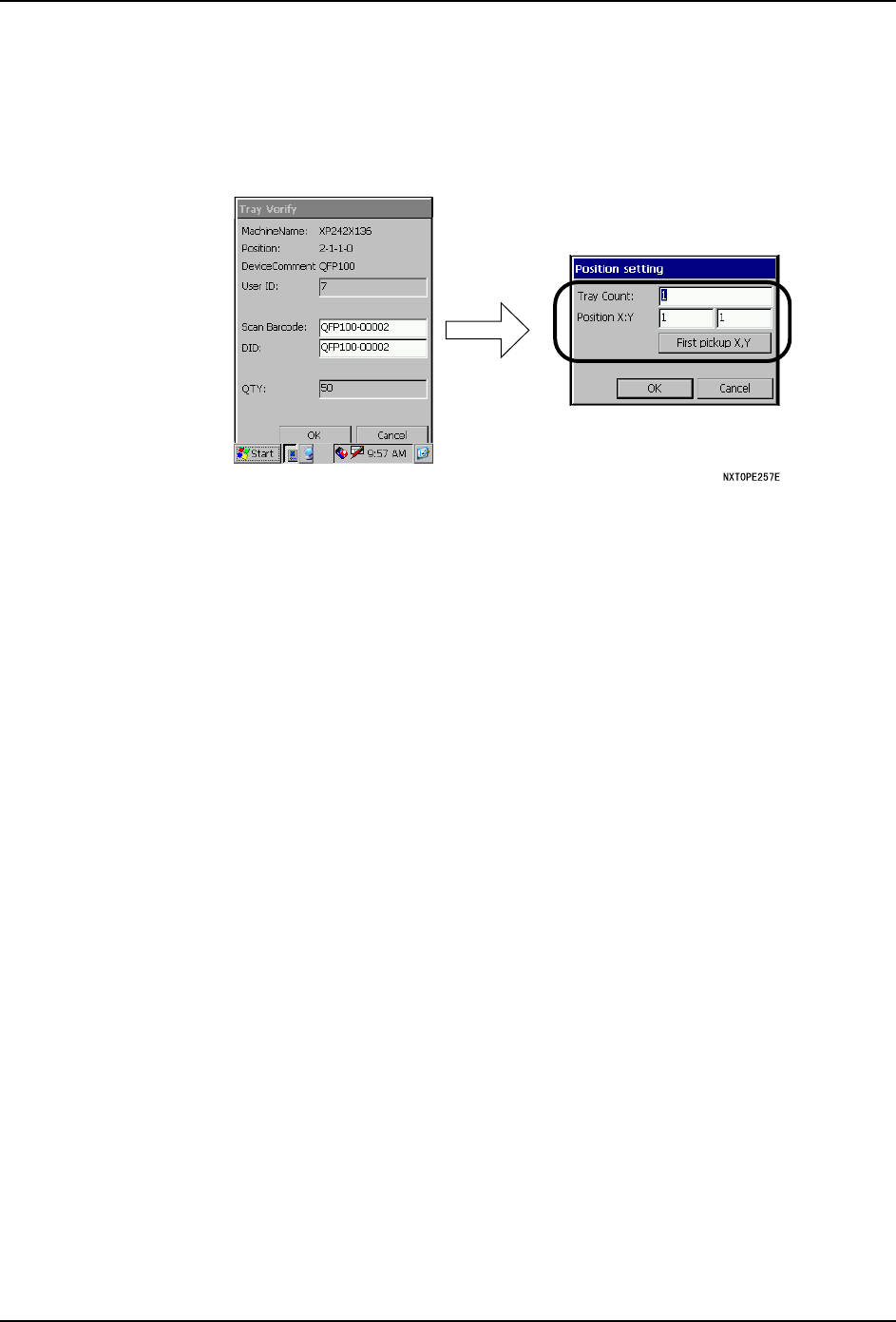
通过 KIT Handy 进行指定
请在 KIT Handy 上进行以下的操作。
1. 请使用 KIT Handy 读取要安装的料盘的条形码。
2. 请输入最初进行吸取的元件的 X,Y 坐标。
备注 )此时,输入料盘以外或者不存在的元件的坐标,料盘元件的吸取点指定无效,通过对
话框显示出无效的通知。
3. 请点击 OK 按钮。
4. 生产 QD027-24
96 NXT 系统手册
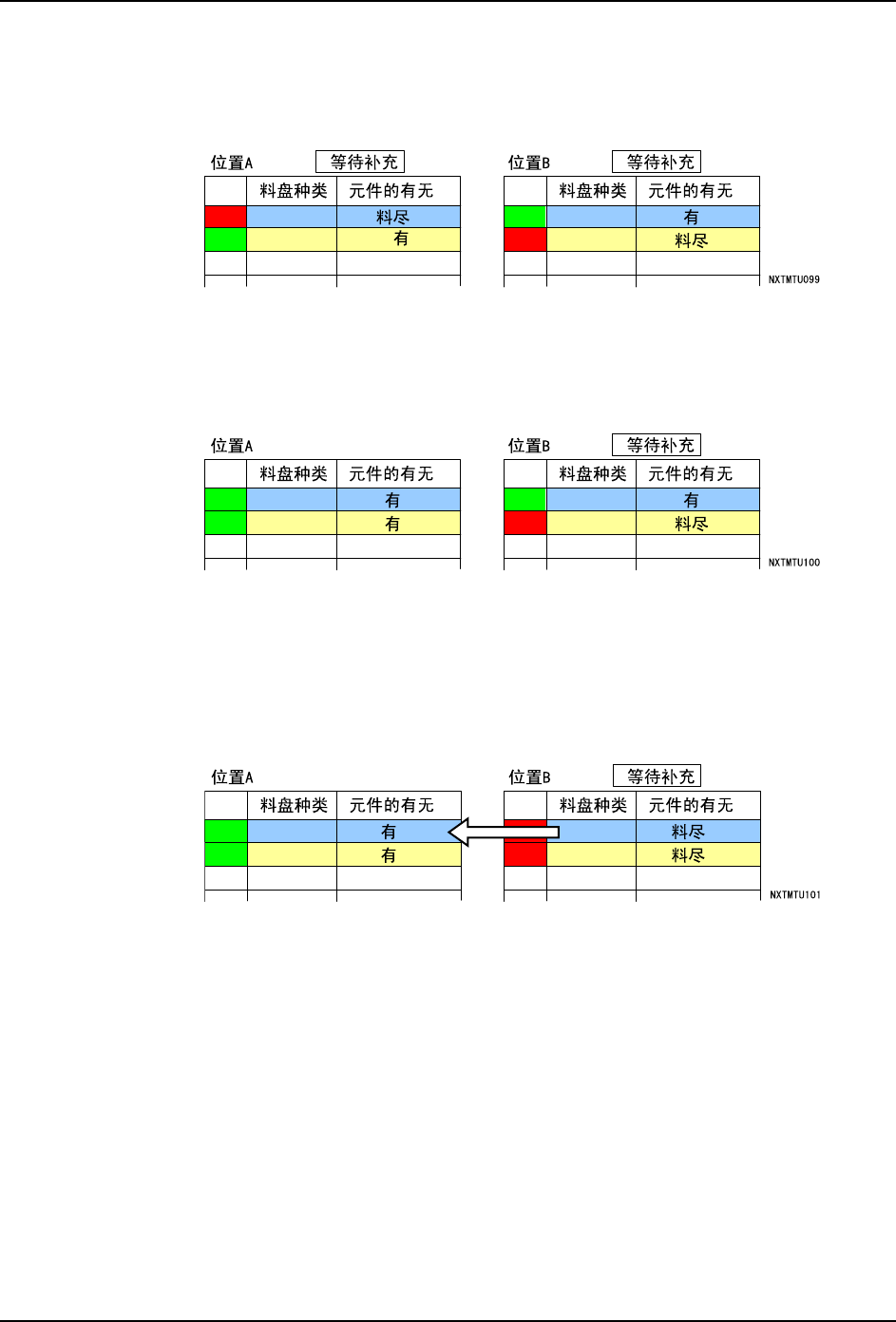
4.9.4 位置 A、B 双方发生料尽时
在料盘单元 -M 两侧搭载中,如果在位置 A、B 的双方中发生了料尽时,机器变成元件补充等
待状态并停止运转。以下说明这种情况时的操作步骤。
1. 操作画面上显示先发生料尽的位置侧的补充向导。请根据向导补充料盘元件。
备注 )这里,即使取出空料盘并按下操作面板的 OK 按钮,补充动作也不会结束。
2. 当补充结束时机器就会开始重新运转,并变成只是单侧位置的补充等待状态。
备注 )上表表示位置 A 先发生料尽,并进行了补充的情况。
3. 操作画面上显示另一方位置侧的补充向导,因此请根据向导补充料盘元件。以上完成位
置 A、B 的元件补充。
另外,由于现生产 Job 即将结束,想要使用各自料盘单元内剩余的元件继续生产时,请从位
置 B (后发生料尽的一侧)中拔下相同种类的料盘,设置到位置 A 中。
设置后,请按下操作面板的 OK 按钮后,在设置的料盘中执行吸取点指定。详细请参照 "
4.9.3 指定料盘元件吸取开始点 "。
Slot
01
02
03
X
Y
Slot
01
02
03
X
Y
Slot
01
02
03
X
Y
Slot
01
02
03
X
Y
Slot
01
02
03
X
Y
Slot
01
02
03
X
Y
QD027-24 4. 生产
NXT 系统手册 97
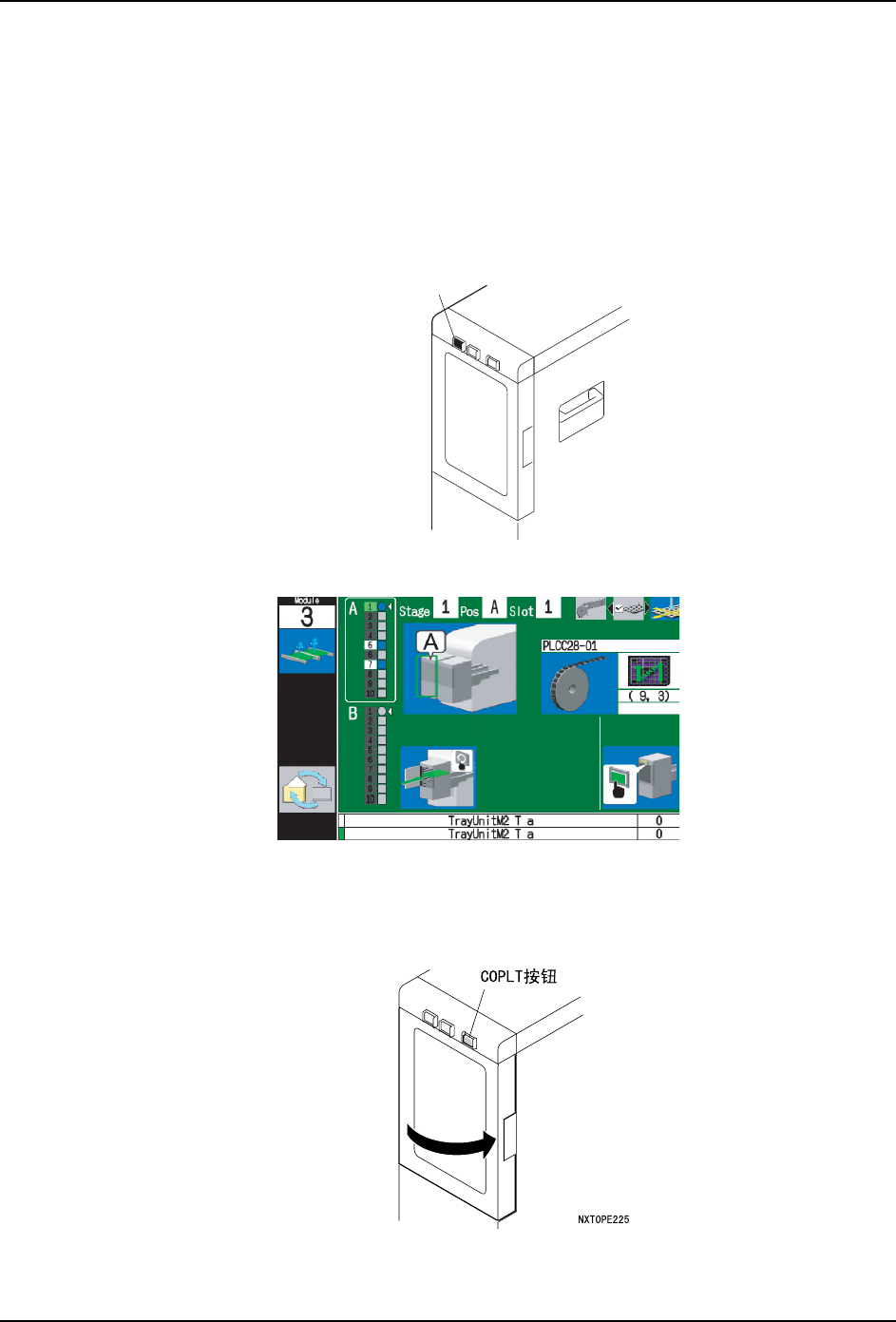
4.9.5 有效利用供应预约按钮时
向料盘单元 -M 进行料盘元件的补充时,可以根据机器的向导画面高效率的进行。但是,即
使没有机器向导,通过按下供应预约按钮,也可以在保持效率的同时进行料盘元件的补充。
请在以下的场合时使用供应预约按钮。
·因为操作人员要暂时离开机器,为了不使元件料尽发生,现在要完成次料站的元
件补充。
1. 请在自动运转中按下供应预约按钮。供应预约按钮开始闪烁。
2. 显示出安装画面。料盘单元 -M 进行退避动作,成为可以进行供应的状态。
3. 打开正面门安装料盘元件。安装方法请参照 " 4.8.1 向导画面和补充步骤 " 或者 " 4.8.2
指定料盘元件吸取开始点 "。
4. 最后关闭正面门,按下 COPLT 按钮。
01SYS-0181S
կᑨ乘㑺ᣝ䪂
01SYS-0182