NXT 系统手册.pdf - 第117页
QD027-24 4. 生产 NXT 系统手册 101 4.11.2 双模组生产 M3(S) 模组的生产适用于长度不 超过 250 mm 的电路板, 或者 305 mm 以下的但贴装范围不超 过 250 mm 的电路板。但是,相邻的 M3(S) 模组协调后,通过进行贴装,也能够适用 于超过 这些条件的电路板的生产。 将 NXT 机器设定为双模组生产时,请执行长度超 过 250 mm 的电路板的 Job 的优化。被选择 的机器自动成为双模…
4. 生产 QD027-24
100 NXT 系统手册
8. 请按 START 按钮开始生产。
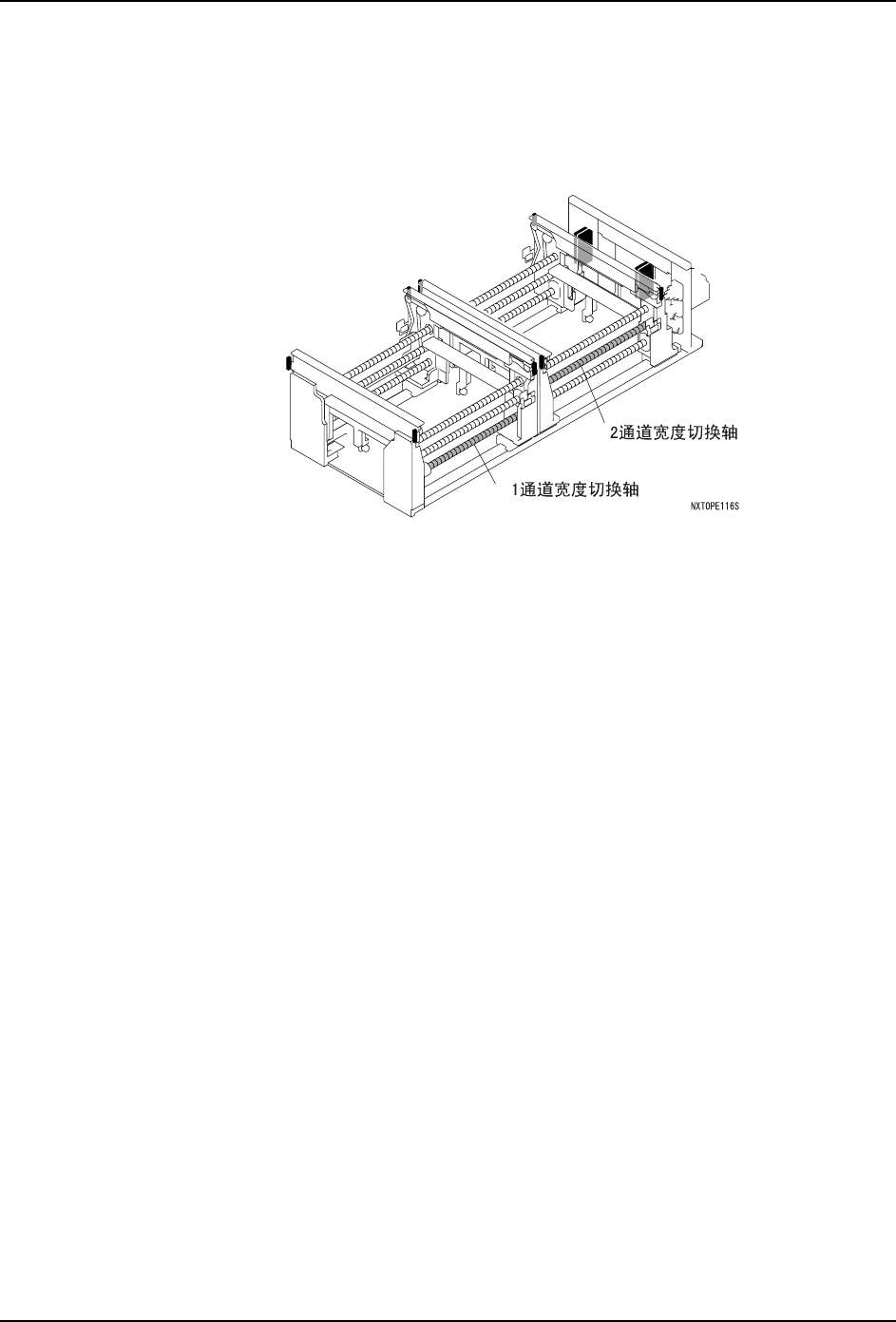
备注 )被设定成运用搬运轨道搬运的模组不进行搬运轨道的宽度切换。需要宽度切换时,请
直接用手旋转轴来进行。此时,需要调整电路板夹紧传感器的感度。调整方法请参照机
械手册的 [9. 测定和调整 ]。
另外,通过辅助软件的远程控制操作,执行 [ 搬运轨道传感器调整 ] 也可以调整传感器
的感度。
QD027-24 4. 生产
NXT 系统手册 101
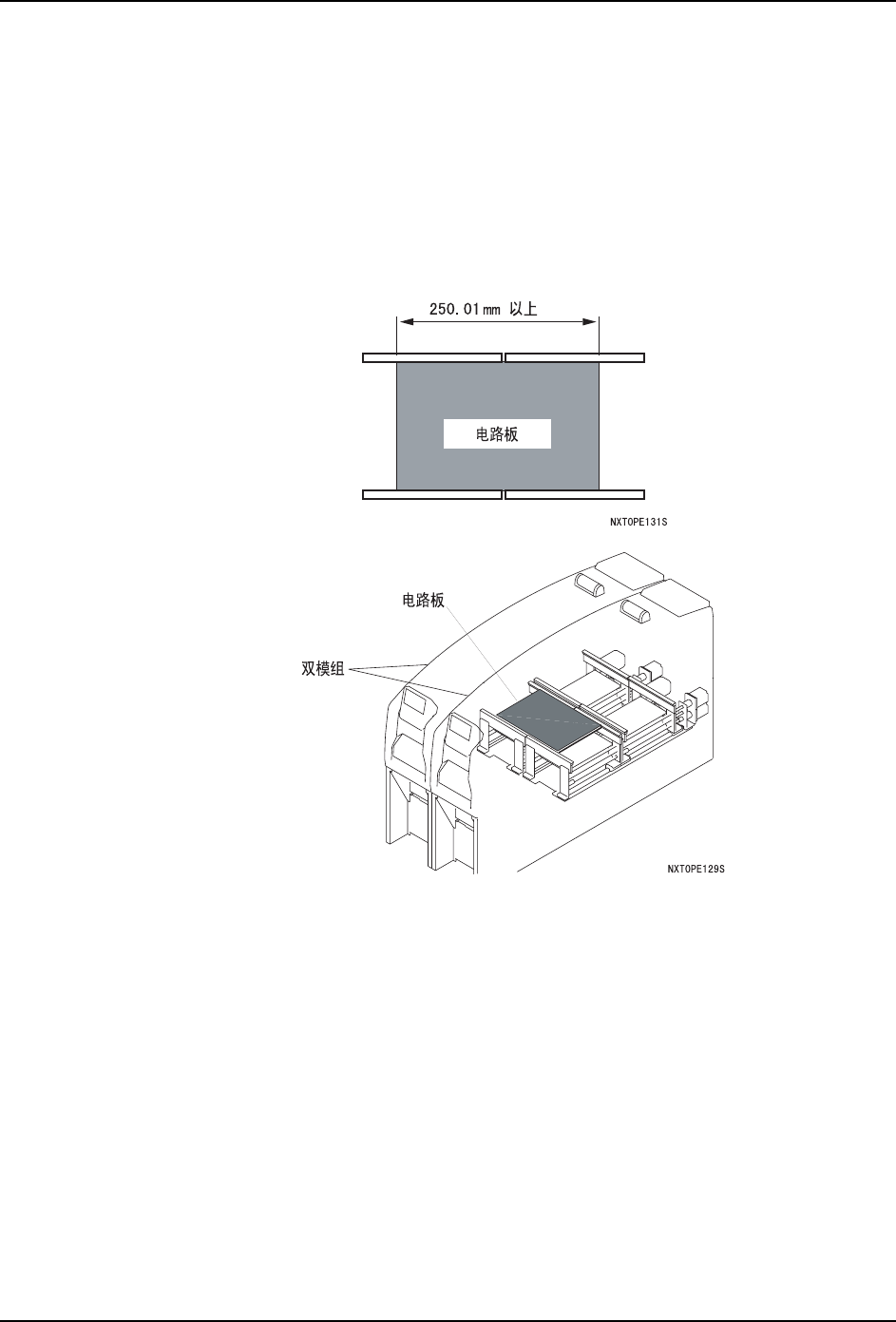
4.11.2 双模组生产
M3(S) 模组的生产适用于长度不超过 250 mm 的电路板,或者 305 mm 以下的但贴装范围不超
过 250 mm 的电路板。但是,相邻的 M3(S) 模组协调后,通过进行贴装,也能够适用于超过
这些条件的电路板的生产。
将 NXT 机器设定为双模组生产时,请执行长度超过 250 mm 的电路板的 Job 的优化。被选择
的机器自动成为双模组生产。
还有,M6(S) 模组不进行双模组生产。
a. 对应长度 (X 方向)为 250.01mm 以上的电路板。
b. 如果是宽度 (Y 方向)为 280.00mm 以下的电路板,可以使用通道 1 和通道 2 进行双
通道生产。
c. 在通道 1 和通道 2 中可以按照各自不同的 Job 进行生产。
d. 在通道 1 和通道 2 中可以按照相同的 Job 进行生产。
4. 生产 QD027-24
102 NXT 系统手册
生产条件
生产线构成
a. 电路板搬运方向,对应了从右到左 (正流向)和从左到右 (逆流向)。
b. 成为双模组的模组用各自相同类型的贴装工作头进行生产,安装不同类型的贴装工作
头开始生产可能会造成吸嘴与贴装完毕的元件的干扰
c. 被侧面隔板和侧面安全门围住的 2 个模组可以进行双模组生产。被侧面隔板隔开的 2
个模组不可以进行双模组生产。
Job
a. 请一定要进行优化。
b. 成为双模组的双方模组需要有贴装顺序的 Job。任意一方如果没有贴装顺序的 Job 就
不能够生产。如果没有被分配贴装顺序,请参照后叙的 Job 创建时的注意事项中的第
3项。
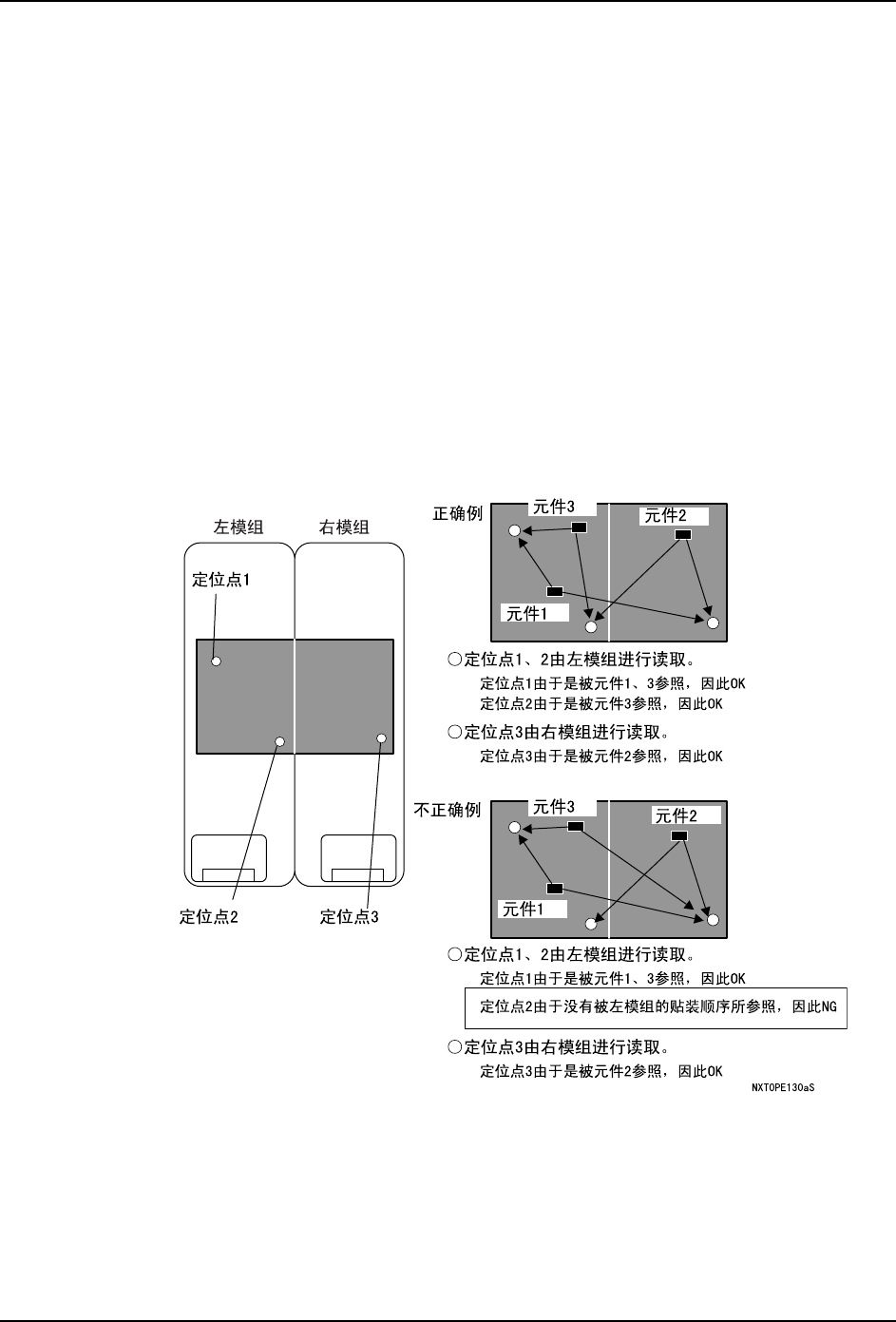
c. 如果要设定 3 点以上的基准定位点,则所有的基准定位点必须被各自模组的贴装顺序
所参照。
备注 )优化的结果如果是不正确例的时候,需要通过手动来变更参照定位点的设定。