NXT 系统手册.pdf - 第196页
4. 生产 QD027-24 180 NXT 系统手册 8. 板被载入到下一模组,显示支撑销配置确 认向导。请按下 OK 按钮拉出模组。 备注 )在送出了板的前工序模组中,支撑销配置确认模式被解除。 9. 确认支撑销的配置。然后,请重复 4. 项以后的项目。 10.在最终工序 的模组中,不进行电路 板送出动 作而停止。请按 照手动操作指令的操作 取出 板。 使用支撑销配置确认模式时的注意事项 1. 在辅助软件的设定中,如果选择了通常生 …
QD027-24 4. 生产
NXT 系统手册 179
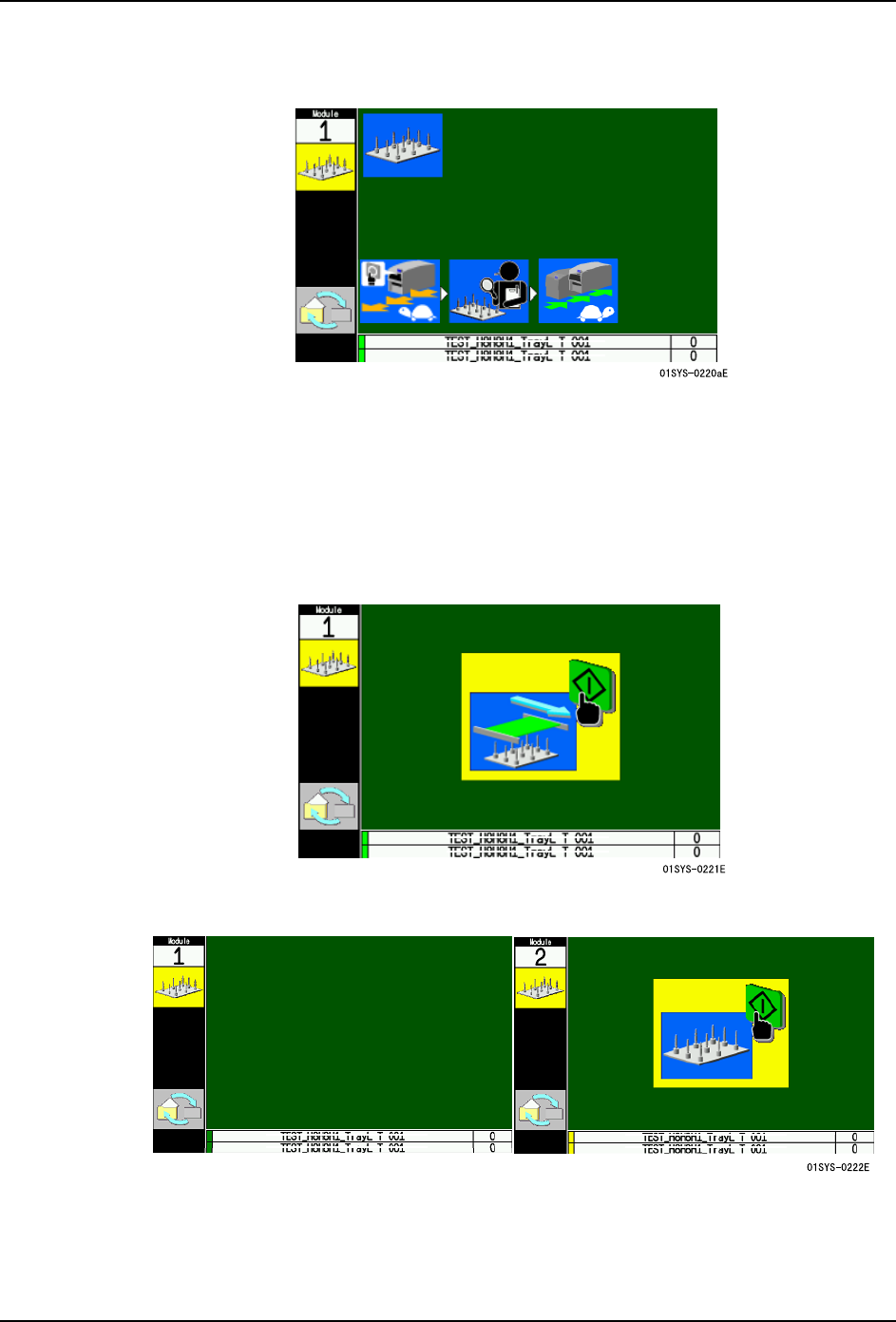
3. 机器夹紧板并停止,然后在操作画面上显示支撑销配置确认向导。请按下 OK 按钮拉出模
组。
4. 确认支撑销的配置。如果支撑销的位置与板上的标记位置不一致时,请移动到正确的位
置上。
5. 结束支撑销的配置确认后,请插入模组。
6. 在操作画面上显示电路板送出的开始向导。请按下 START 按钮。
备注 )如果不需要在下一模组中的配置确认,在按下 START 按钮之前,请通过手动操作指令
的操作除去板。
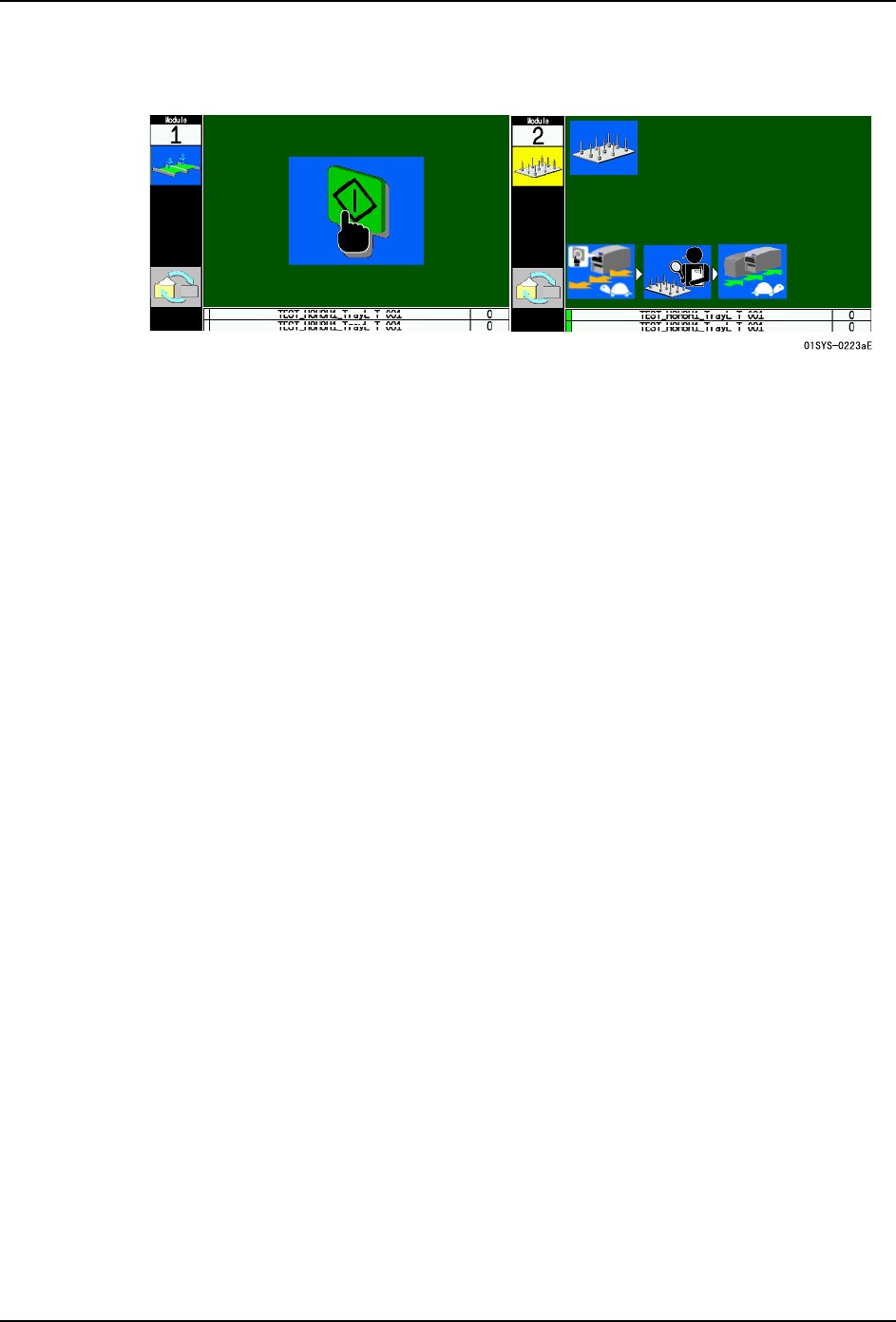
7. 下一模组变成支撑销配置确认模式。请按下下一模组的 START 按钮。
4. 生产 QD027-24
180 NXT 系统手册
8. 板被载入到下一模组,显示支撑销配置确认向导。请按下 OK 按钮拉出模组。
备注 )在送出了板的前工序模组中,支撑销配置确认模式被解除。
9. 确认支撑销的配置。然后,请重复 4. 项以后的项目。
10.在最终工序的模组中,不进行电路板送出动作而停止。请按照手动操作指令的操作取出
板。
使用支撑销配置确认模式时的注意事项
1. 在辅助软件的设定中,如果选择了通常生产模式以外时,不能够运用支撑销配置确认模
式。
2. 即使关闭机器的电源,支撑销配置确认模式也不会被解除。需要解除时,请通过辅助软
件的[远程操作],将[生产模式设定]设定成[通常生产模式]。
3. 如果是双模组,请按下前工序的模组的 START 按钮,在后工序的模组被设定了模式后,
按下后工序的 START 按钮。
4. 如果电路板停止位置补正功能为有效时,读取基准定位点或电路板边沿。请准备能够利
用的电路板 (确认用板)。
5. 在生产线中如果使用了 FLP 时,请不要将电路板 (确认用板)插入前工序的搬运轨道。
请通过手动操作指令插入到模组内。
6. 使用真空支撑销的时候,请暂时关闭功能,或者,通过 I/O 监视器关闭真空。
7. 在设置了单搬运轨道 S 的模组中,在拆下了料盘单元 L 后或者运转中按下了紧急停止按
钮后,电路板夹块发生了下降。这时,请进行操作使得电路板(确认用板)不发生偏移。
8. 在自动换线的无中断生产中,后工序模组有可能与 Job 不一致。这时,请切换 Job 使之
一致。
QD027-24 4. 生产
NXT 系统手册 181
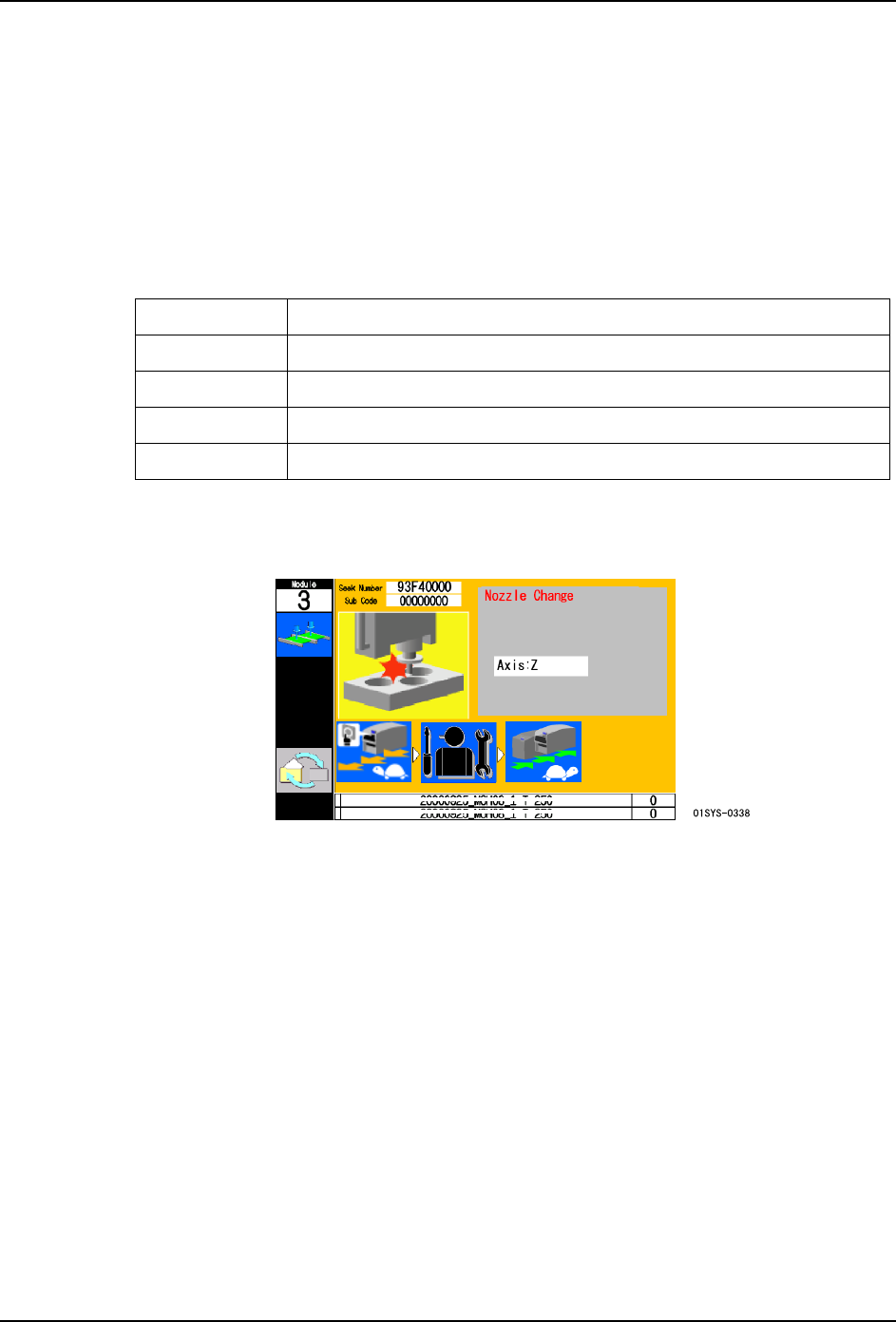
4.11.31 吸嘴切换异常检测功能
在吸嘴的切换动作中当检测出异常时,在操作画面上就会显示异常的解除向导。
在吸嘴的切换动作中当发生异常后,就有可能在工作头与吸嘴置放台发生干涉的状态下停
止,如果维修保养人员不进行模组内的点检,就不能解除异常。
备注 )吸嘴切换异常检测功能在 NXT V5.10 或更高版本中才能使用。
关于吸嘴切换异常解除的对象
在发生了以下列举的错误时,就会发生吸嘴切换异常。
H01 和 H02 工作头运用时的异常向导和解除方法
a. 请按下 OK 按钮然后拉出模组。
b. 请在辅助软件中查看错误编码的内容及对策,正确地处置。
c. 请确认模组内是否有落下的吸嘴。如果吸嘴落下,请拆下吸嘴置放台然后重新安装所
落下的吸嘴。
d. 请插入模组。
错误编码 错误的内容
93F40000 吸嘴切换时的 Z、Q、R 各轴移动异常
93FF0000 吸嘴置放台的挡板开闭超时
8F540000 在进行了吸嘴返回后,工作头上仍安装着吸嘴
8F590000 在进行了吸嘴安装后,吸嘴没有被安装到工作头上