NXT 系统手册.pdf - 第181页
QD027-24 4. 生产 NXT 系统手册 165 使用空料盘自动排出功能时的注意事项 1. 如 果元件的排出处被设 定成 Pickup Tray 时, 不进行通过吸取器的 空料盘排出。 2. 中途补充的料盘请设置在所叠放的料盘 的最上面。 3. 新追加的料盘请设置在所叠放的料盘的 最下面。 4. 如果叠放在最下面的料盘变空时,需要 由操作者取出。 5. 请不要在按下紧急停止开关等后,从载有空料 盘的供料托架处在前进端的已停止的机器…
4. 生产 QD027-24
164 NXT 系统手册
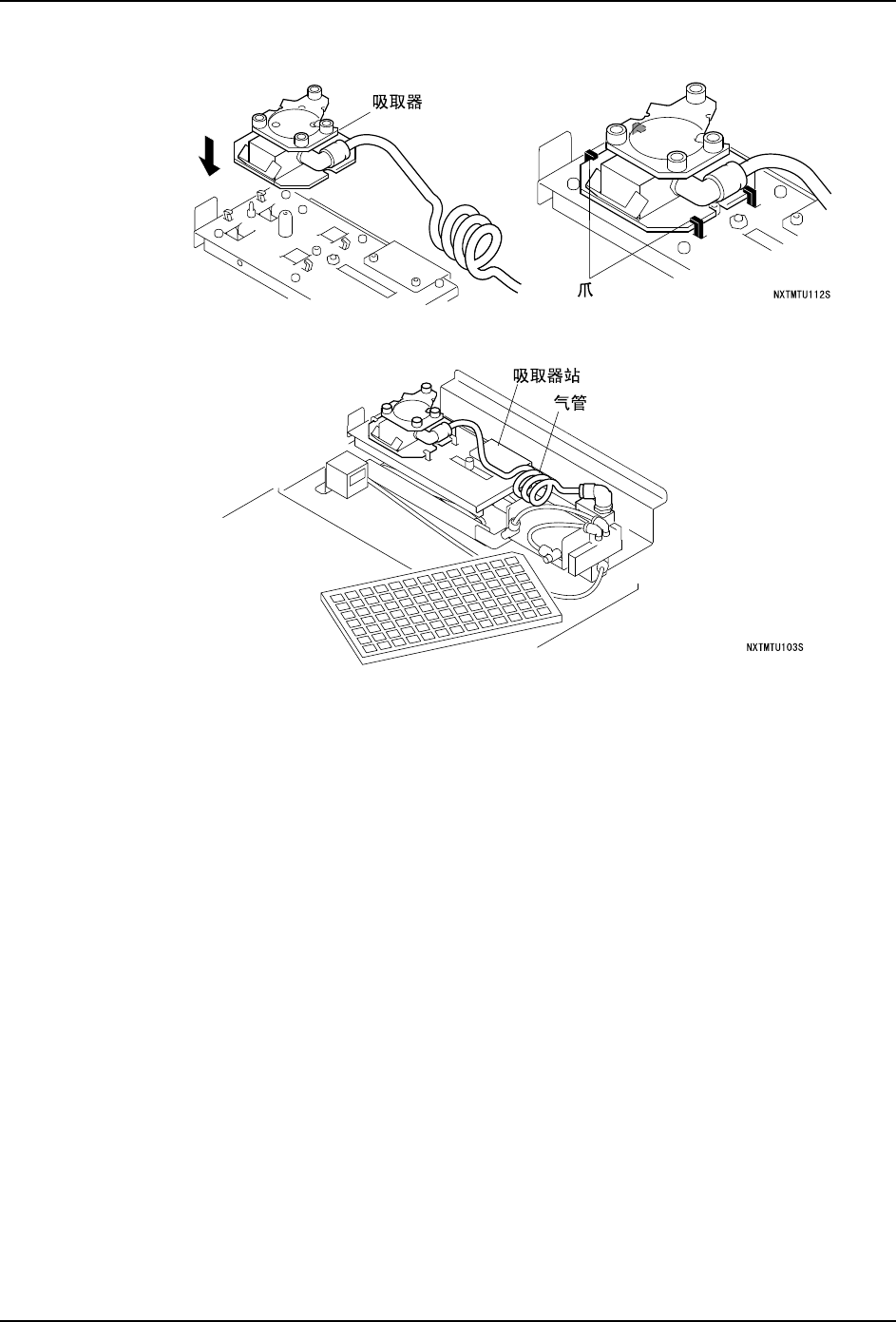
e. 请设置吸取器。此时,通过 4 个爪可靠地锁定吸取器。
f. 运转时,为了不妨碍吸取器的动作,请将气管配置在吸取器站的中央。
g. 如果料盘落下,请用手除去。
h. 请按下操作面板的 READY ON。
i. 显示料盘单元 -L 的设置向导,请根据向导将料盘单元 -L 设置到机器上。
j. 机器回复到 START 等待的状态。
QD027-24 4. 生产
NXT 系统手册 165
使用空料盘自动排出功能时的注意事项
1. 如果元件的排出处被设定成 Pickup Tray 时,不进行通过吸取器的空料盘排出。
2. 中途补充的料盘请设置在所叠放的料盘的最上面。
3. 新追加的料盘请设置在所叠放的料盘的最下面。
4. 如果叠放在最下面的料盘变空时,需要由操作者取出。
5. 请不要在按下紧急停止开关等后,从载有空料盘的供料托架处在前进端的已停止的机器
上取出空料盘。因为 NXT 不能识别空料盘的被取出,即使补充也会排出满载了元件的料
盘。如果非要取出时,请在取出料盘单元 -L 后进行。
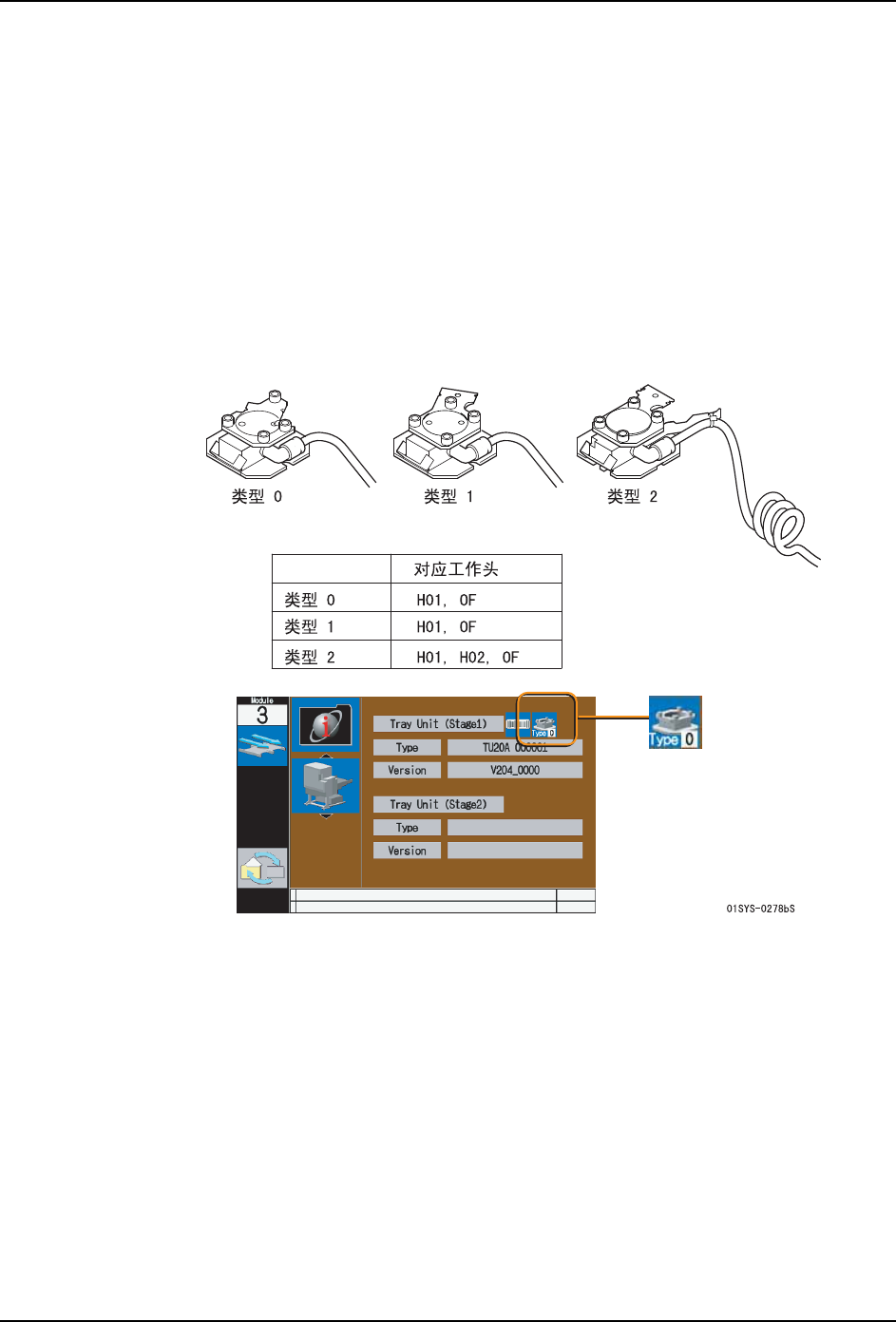
6. 吸取器有 3 种类型,可对应的工作也不同。正在使用的吸取器请在手动指令的信息显示
画面上进行确认。
4. 生产 QD027-24
166 NXT 系统手册
4.11.23 不同宽度的电路板的双通道生产
对于双搬运轨道规格的机器,对应进行搬运的电路板尺寸能够进行双通道生产和单通道生
产。还有,在双通道生产时,在通道 1 和通道 2 中能够各自对应不同尺寸的电路板。请根据
情况设定通道的宽度,进行生产。
备注 )不同宽度的电路板的双通道生产在 NXT V3.70 以后版本中能够使用。
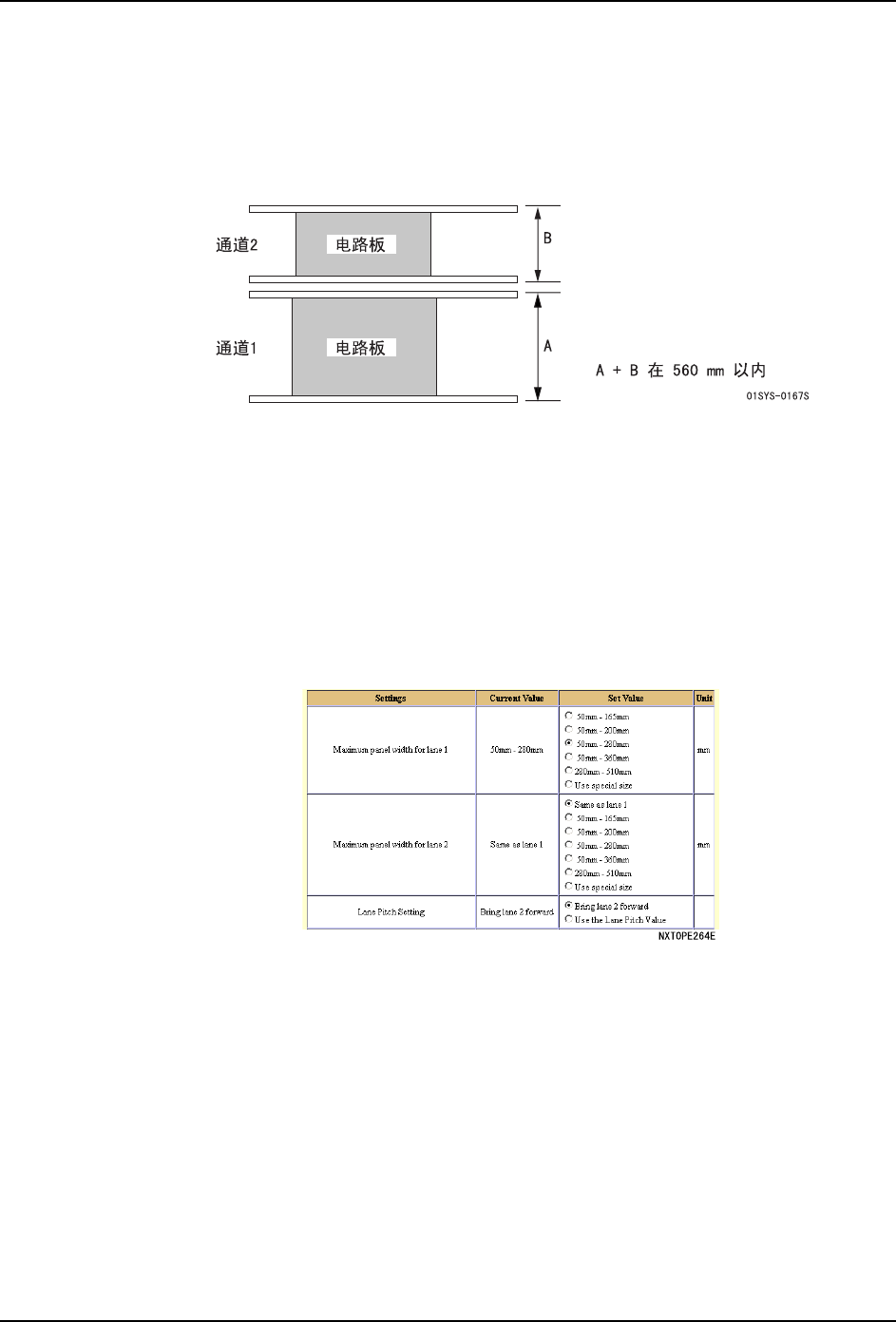
备注 )通道 1 和通道 2 的支撑板尺寸合计必须在 560 mm 以内。能够生产的电路板尺寸受到该
项限制。
该功能建议在以下的场合下使用。
a. 虽然进行着双通道生产,但有时想要生产大于 281 mm 的电路板。
b. 虽然生产着超出 281 mm 的电路板 (单通道运用),但想要在多余的通道中生产小电
路板。
不同宽度的电路板的双通道生产的设定步骤
1. 在辅助软件的 [ 机器功能设定 ] 画面上,进行电路板搬运设定。
·通道 1 最大电路板宽度指定:请选择在通道 1 中进行搬运的宽度。
·通道 2 最大电路板宽度指定:请选择在通道 2 中进行搬运的宽度。
2. 请从 Fuji Flexa 向机器传输 Job。通道 1、2 需要各自的 Job。
支撑板的更换
需要更换成符合 Job 的支撑板和架。关于更换的步骤,请参照 " 5.8.2 支撑板的卸下和安
装 "。