NXT 系统手册.pdf - 第114页
4. 生产 QD027-24 98 NXT 系统手册 4.10 发生错误的处理 发生了某种异常后,显示出错误 画面。 发生错误时,请参考下述的示意 图委托维修保养人员或者技术员排 除错误原因。 1. 必 要时,请按 [READY ON] 恢复到通常的生 产。 I/O
QD027-24 4. 生产
NXT 系统手册 97
4.9.5 有效利用供应预约按钮时
向料盘单元 -M 进行料盘元件的补充时,可以根据机器的向导画面高效率的进行。但是,即
使没有机器向导,通过按下供应预约按钮,也可以在保持效率的同时进行料盘元件的补充。
请在以下的场合时使用供应预约按钮。
·因为操作人员要暂时离开机器,为了不使元件料尽发生,现在要完成次料站的元
件补充。
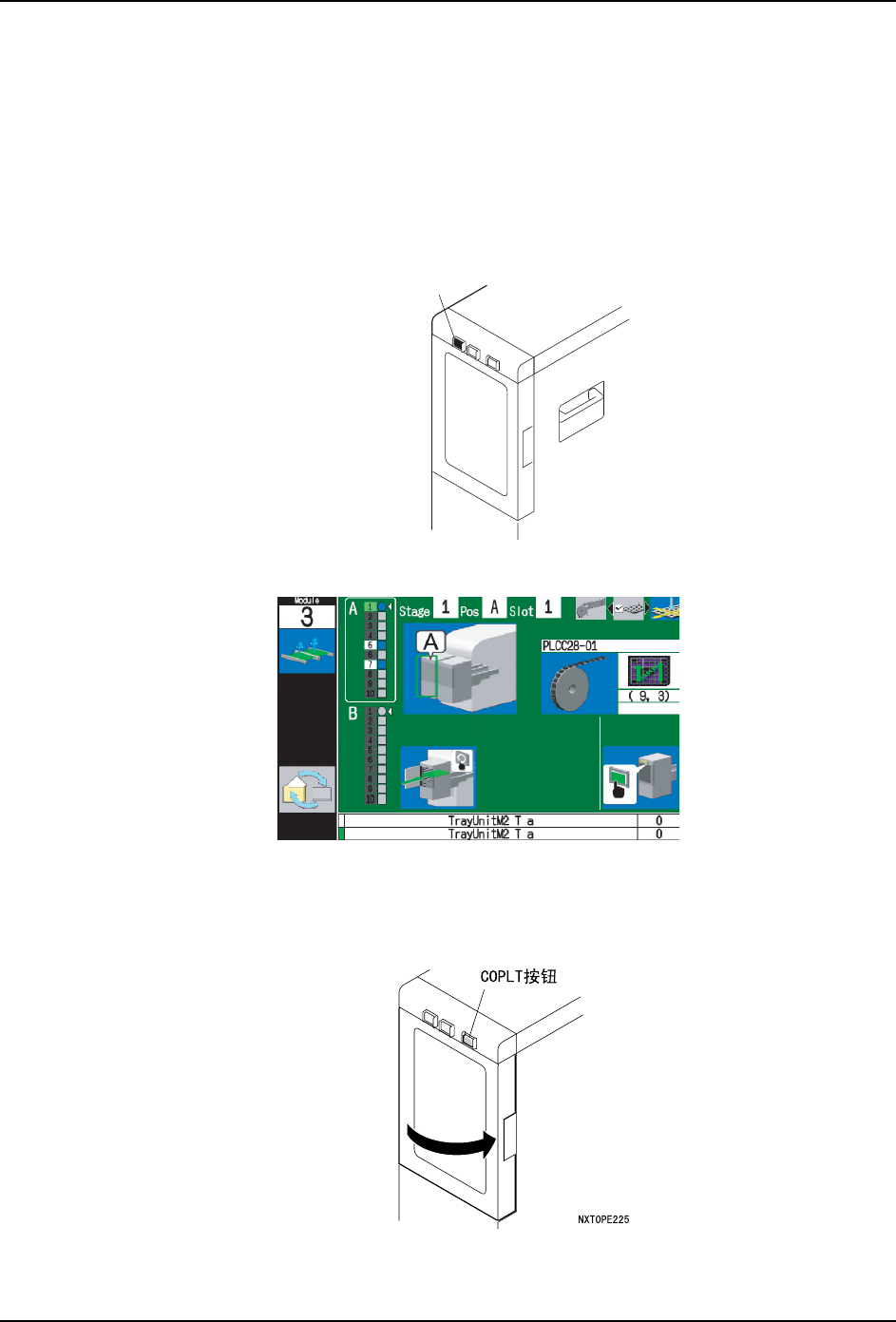
1. 请在自动运转中按下供应预约按钮。供应预约按钮开始闪烁。
2. 显示出安装画面。料盘单元 -M 进行退避动作,成为可以进行供应的状态。
3. 打开正面门安装料盘元件。安装方法请参照 " 4.8.1 向导画面和补充步骤 " 或者 " 4.8.2
指定料盘元件吸取开始点 "。
4. 最后关闭正面门,按下 COPLT 按钮。
01SYS-0181S
կᑨ乘㑺ᣝ䪂
01SYS-0182
4. 生产 QD027-24
98 NXT 系统手册
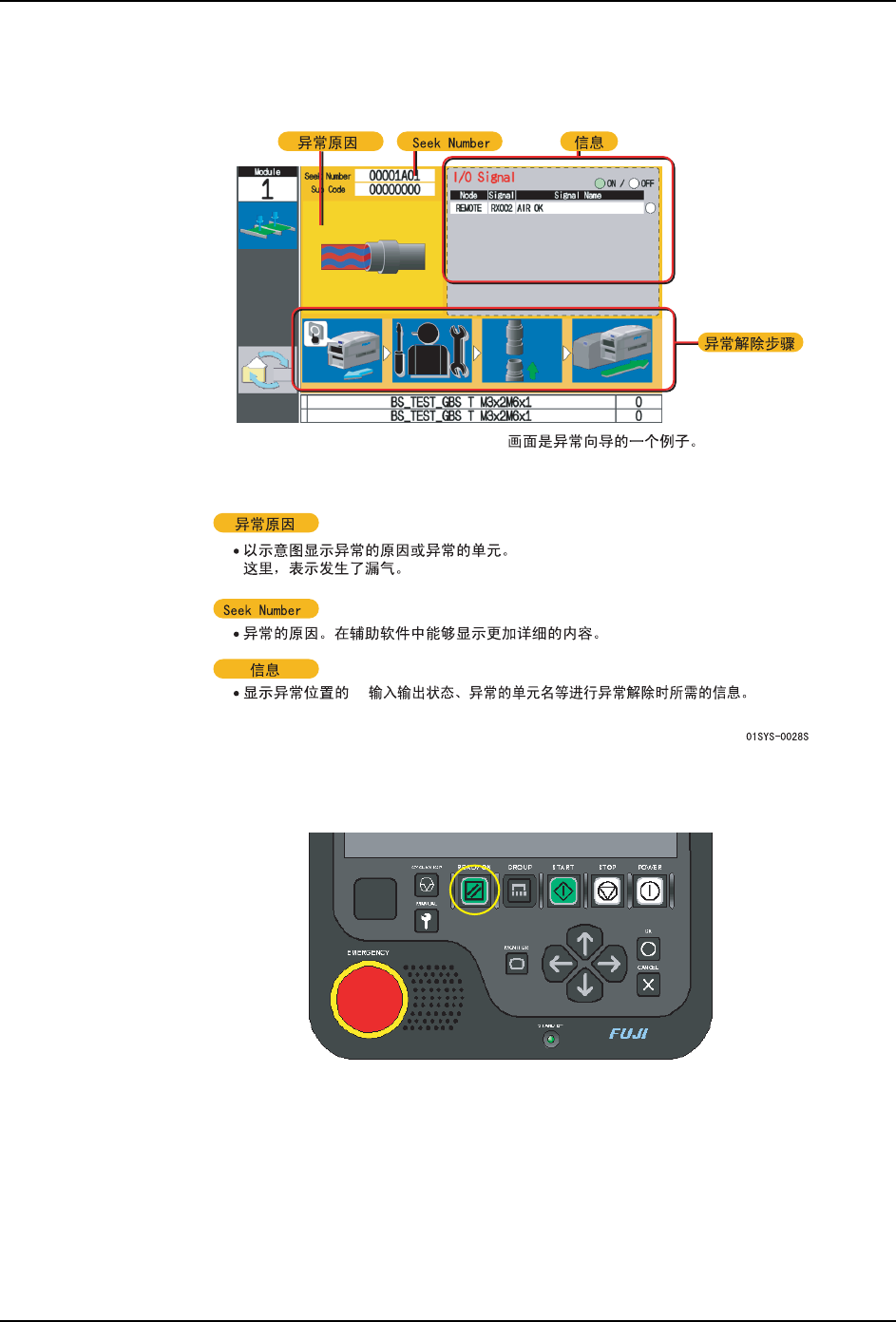
4.10 发生错误的处理
发生了某种异常后,显示出错误画面。
发生错误时,请参考下述的示意图委托维修保养人员或者技术员排除错误原因。
1. 必要时,请按 [READY ON] 恢复到通常的生产。
I/O
QD027-24 4. 生产
NXT 系统手册 99
4.11 补充说明
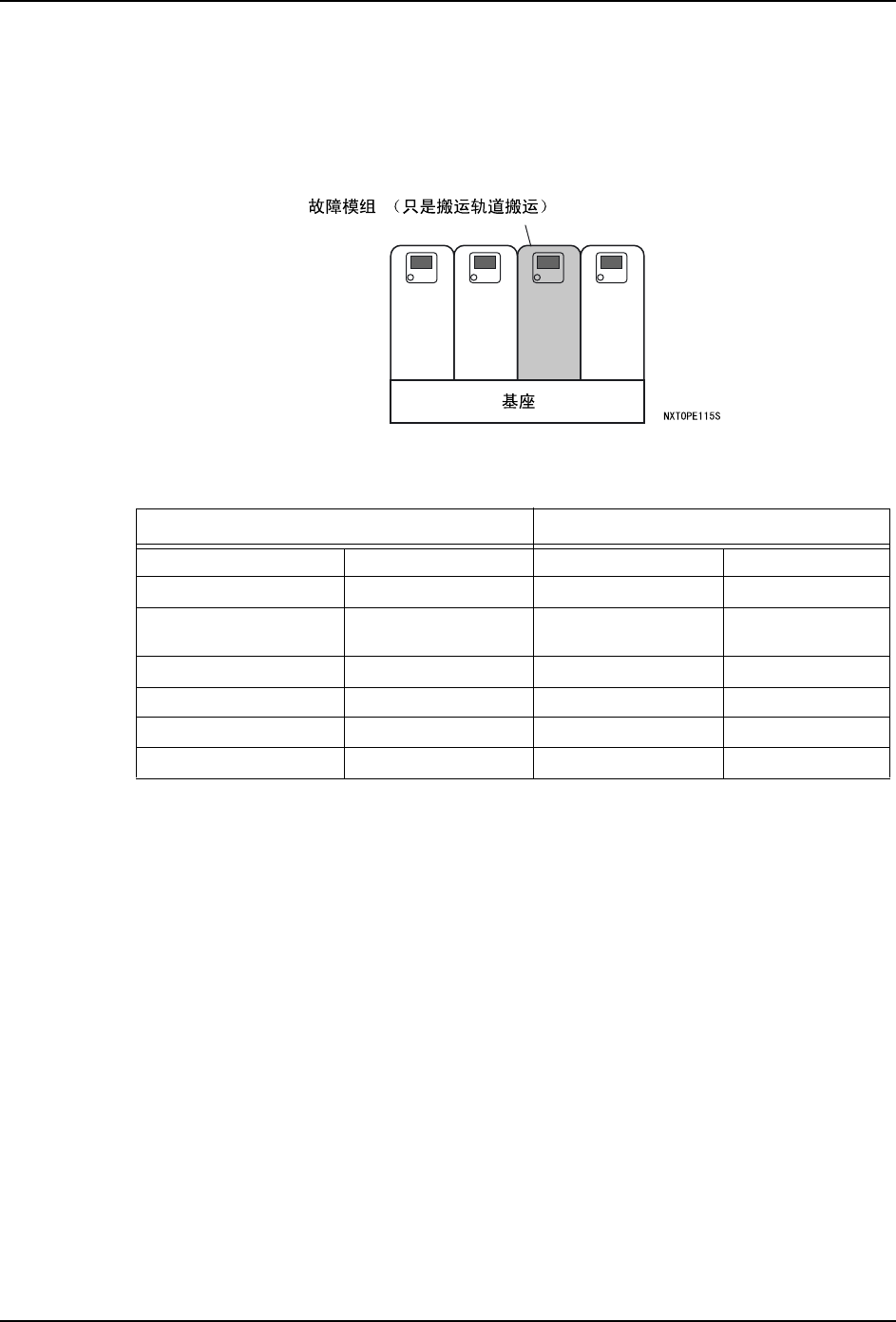
4.11.1 模组故障时的搬运轨道的搬运功能
模组内的单元或者伺服马达发生故障时,就不能进行基座上的全部生产线的生产。但是,尽
管有故障的模组,通过只运用搬运轨道的搬运,也能够继续生产线的生产。
首先,请确定故障部位。根据故障的部位,有可能不能运用搬运轨道的搬运。
可以运用时,请通过以下的步骤进行准备 , 然后重新开始生产。
1. 请查看模组内部,确认是否有生产中的电路板。如果有电路板,请通过送出运转或者手
动指令取除电路板。
备注 )送出运转、手动指令的操作都不能进行时,请从辅助软件的远程控制指令中选择模组
松开。
2. 拉出模组后,请关闭主开关。
3. 通过 Fuji Flexa 作成对应故障模组的 Job。编辑当前的生产中使用的 Job,请将分配给
故障模组的供料器和顺序分配给其他的模组。
备注 )优化时,请不要进行 [ 供料器的再配置 ]。有可能将供料器分配给故障模组。
4. 请打开主开关,进入睡眠模式。
5. 通过辅助软件辅助软件将故障的模组设定成运用搬运轨道的搬运。从 [ 模组功能设定 ]
中选择 [ 故障时运用 ] 并设定成 [ 只是电路板搬运 ]。
备注 )如果是双模组,将左右双方的模组设定为搬运轨道搬运运用。
6. 请按 POWER 按钮变成唤醒模式并返回模组。
7. 请通过 Fuji Flexa 向机器传送 Job。
可以运用 不能运用
伺服放大器 伺服马达 CPU 电路板 伺服电路板
XY 机械手 机械手电缆 影像处理电路板 DIO
废料带处理单元 吸嘴更换器 远程控制 I/O 串行通信
(RS232C)
吸嘴置放台 定位相机 IEEE1394 操作面板
元件相机 料站单元 安全门
搬运轨道 模组控制箱
与气压相关