NXT 系统手册.pdf - 第323页
QD027-24 7. 辅助软件 NXT 系统手册 307 3. 在各个项目上进行必要的设定。有关设 定内容的详细情况,请参考 NXT 辅助软件 操作手 册 (在线手册) 。 4. 设定结束后单击 [ 对机器的设定 ], 将新的设定内容传送给机器。 传送中操作画面变为显 示传送。设定的传输结束后,显示传输结束信息。 其他也需要变更设定项目时,从选择 框中选择符合设定项目的种类。 5. 结束所有的设定变更的传输后,单击 [ 关闭 ]。 7…
7. 辅助软件 QD027-24
306 NXT 系统手册
7.11.2 机器单位的功能设定
在此所设定的内容反映到所有的 NXT 机器上。
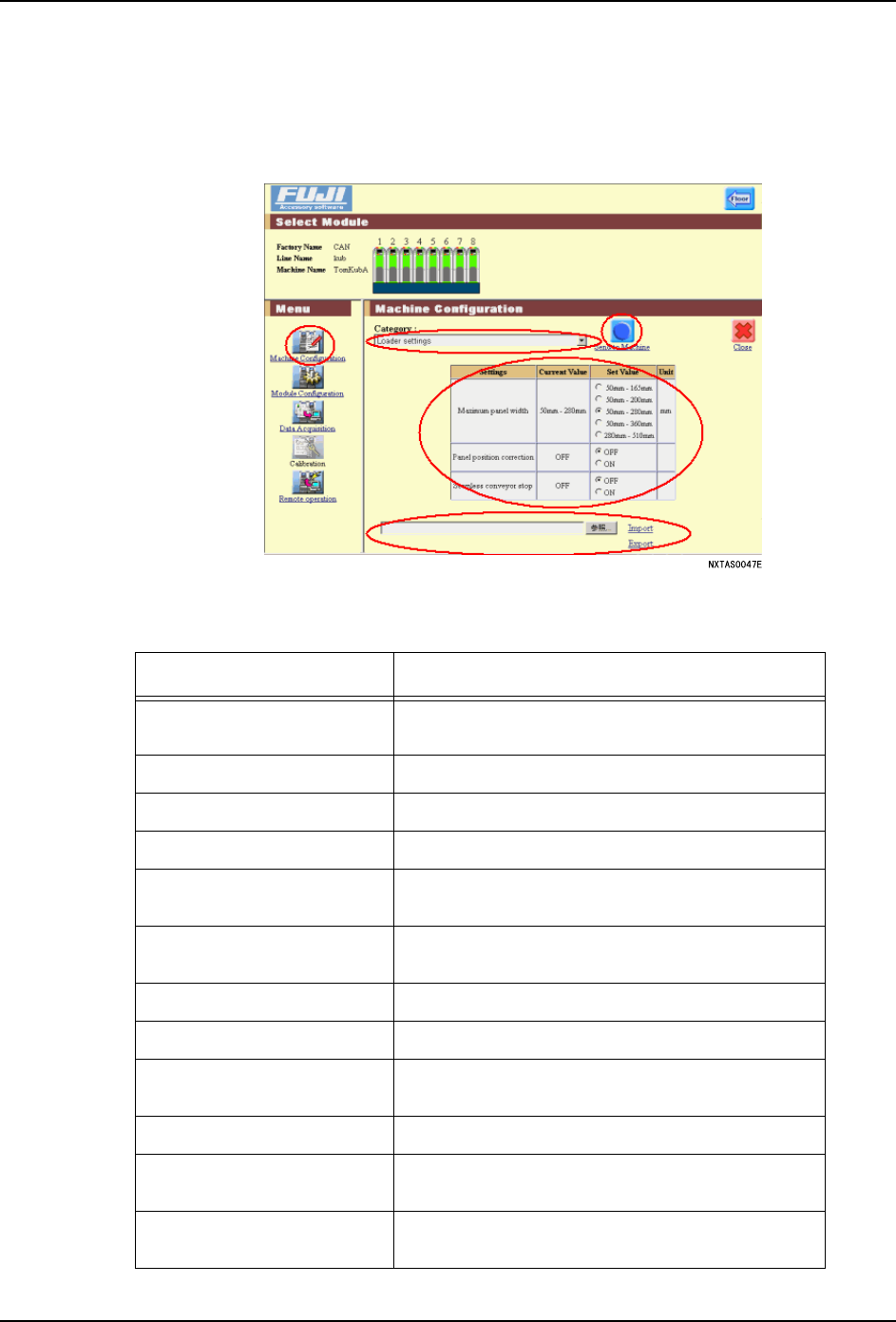
1. 从 [ 菜单 ] 中单击 [ 机器功能设定 ] 后,在辅助软件和机器之间就会进行通信,辅助软
件接收机器信息。接收机器信息后,显示机器功能设定画面。
2. 从 [ 种类 ] 的选择框中选择变更设定项目的种类。选择种类后,在一览表中显示的内容
与所选择的种类相一致而自动地被变更。
种类 说明
Fujitrax 设定 NXT 设定是否使用 Fujitrax。使用 Fujitrax 时,
有必要进行基本设定。
料盘设定 进行无停止供应功能的设定。
电路板搬运设定 设定搬运轨道的最大宽度和使用通道。
元件吸取补件设定 设定在停止机器之前进行补件的次数。
信号塔设定 进行机器的各个状态的信号塔的亮灯 / 蜂鸣器音
的条件设定
子电路板跳过功能设定 当不对拼板上的电路板进行元件贴装时,设定要
跳过的电路板。
次料站转换条件设定 设定转换带次料站 (供料器或料盘)的条件。
电路板真空设定 进行有关真空类的支撑销的设定。
F 定位点读取设定 F 定位点读取为影像处理错误时,变更拍摄条件
后探索使影像处理变成正常的条件的设定。
有关自动换线功能设定 设定是否进行自动换线和换线的模式设定,
防止 XY 轴润滑油飞散的功
能设定
进行 XY 轴的滚珠丝杆上附着的润滑油飞散的防
止功能的 ON/OFF 设定。
换线向导设定 进行 H12 工作头和 H12S 工作头的换线向导的设
定,
QD027-24 7. 辅助软件
NXT 系统手册 307
3. 在各个项目上进行必要的设定。有关设定内容的详细情况,请参考 NXT 辅助软件操作手
册 (在线手册)。
4. 设定结束后单击 [ 对机器的设定 ],将新的设定内容传送给机器。传送中操作画面变为显
示传送。设定的传输结束后,显示传输结束信息。其他也需要变更设定项目时,从选择
框中选择符合设定项目的种类。
5. 结束所有的设定变更的传输后,单击 [ 关闭 ]。
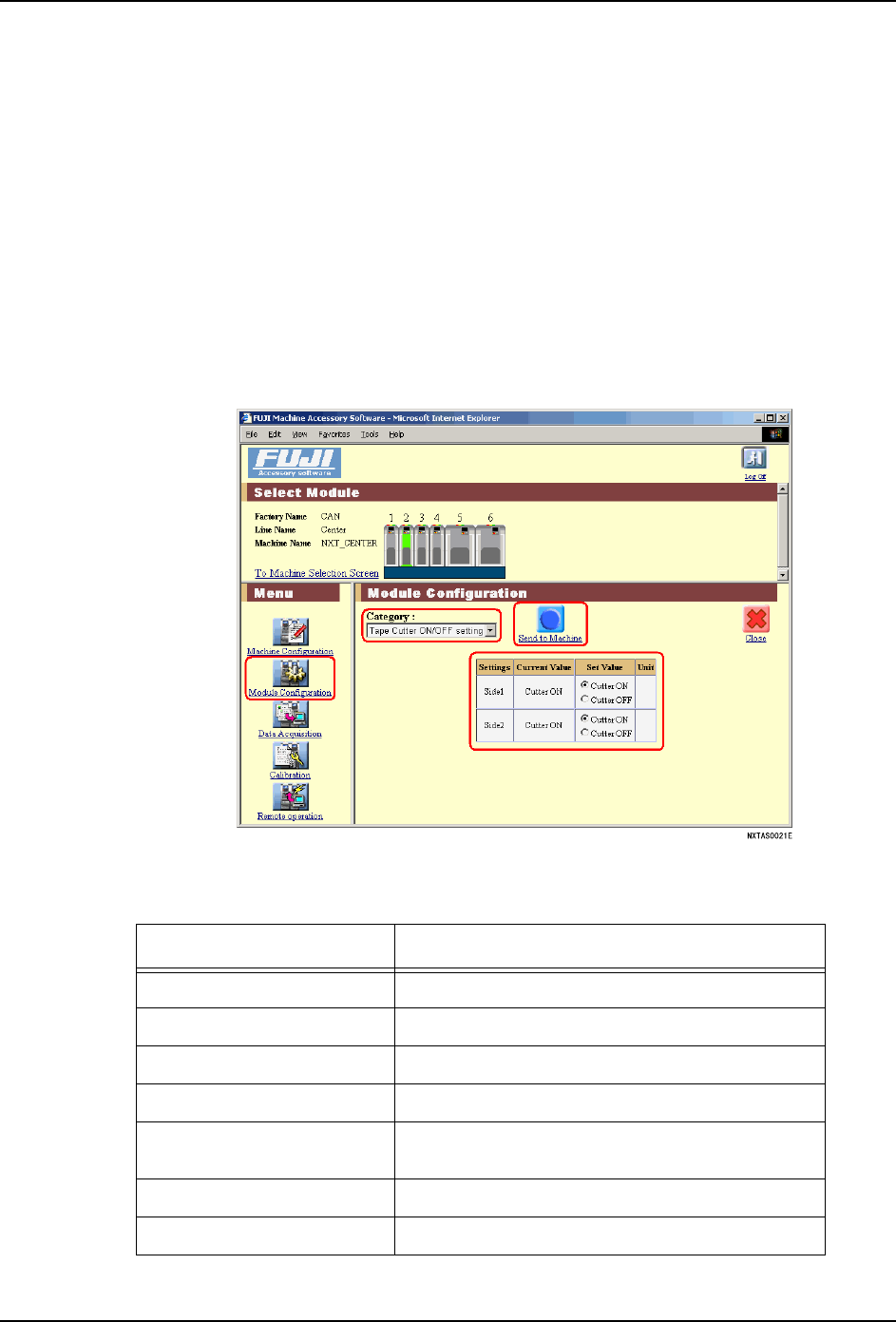
7.11.3 模组单位的功能设定
在此设定的内容仅仅反映到选择的模组中。
1. 选择进行设定的模组 (可以几台)。
2. 从 [ 菜单 ] 中单击 [ 模组功能设定 ] 后,辅助软件和机器之间进行通信,辅助软件接收
机器信息。接收机器信息后,显示机器功能的设定画面。
3. 从 [ 种类 ] 的选择框中选择变更设定项目的种类。选择种类后,在一览表中显示的内容
与所选择的种类相一致而自动地被变更。
种类 说明
搬运轨道驱动滑轮指定 进行带齿滑轮 /V 滑轮的指定。
电路板停止位置修正 设定电路板停止位置的修正量。
故障时应用指定 设定进行通常运转或者搬运运转。
废料带切刀 ON/OFF 指定 设定是否使用料带切刀切断料带。
料盘吸取点指定 设定从料盘单元的不同的料盘位置上吸取元件时
的吸取位置 (行和列)。
先行贴装元件高度设定 设定先行贴装元件的高度值。
自动支撑销设定 进行自动支撑销的自动配置功能的 ON/OFF 设定。
7. 辅助软件 QD027-24
308 NXT 系统手册
4. 在各个项目上进行必要的设定。在选择 1 台以上的模组时,各个模组的设定内容不同时,
不能同时显示各自的设定内容。有关设定内容的详细情况,请参考 NXT 辅助软件操作手
册 (在线手册)。
5. 设定结束后单击 [ 对机器的设定 ],将新的设定内容传送给机器。传送中操作画面变为显
示传送。结束设定的传输后,显示传输结束信息。其他也有必要变更的设定项目时,从
选择框中选择符合设定项目的种类。
6. 结束所有的设定变更的传输后,单击 [ 关闭 ]。
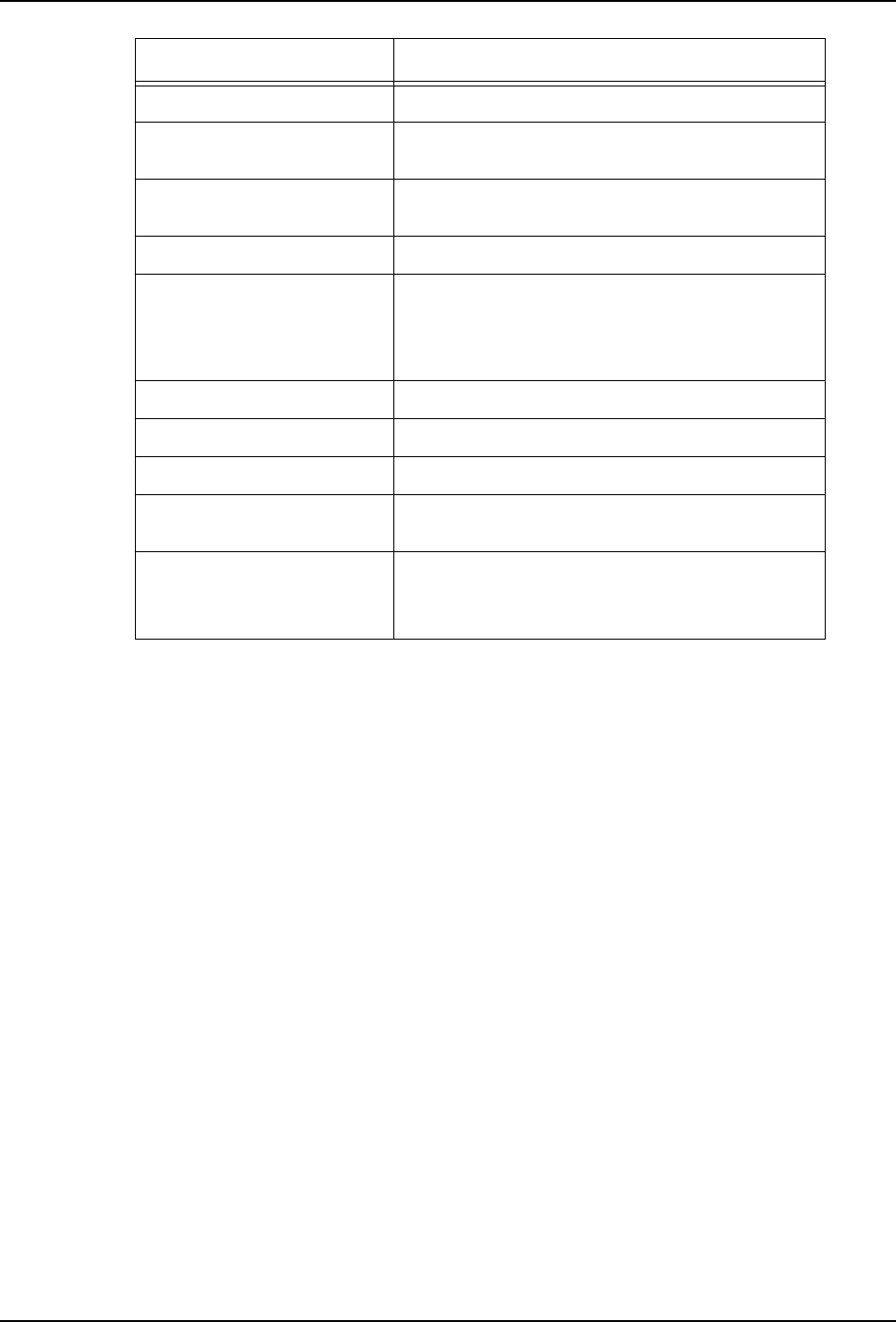
供料器吸取高度设定 考虑料站的倾斜设定元件的吸取高度。
料盘吸取压入量设定 设定从料盘单元的不同的料盘位置上吸取元件时
的压入量 (Z 轴下方)。
Profiler 用的电路板 ID 的
读取条件设定
设定亮灯方法及快门速度。
吸嘴统计异常的设定 进行异常时吸嘴切换的 ON/OFF 设定。
料盘吸取器设定 指定是否使用料盘吸取器。
注意 )如果附件的设定和 Job 的设定中都没有
使用料盘吸取器,请注意不能使用料盘
吸取器。
贴装点数确认功能 进行元件贴装点数确认功能的 ON/OFF 设定。
贴装角度测定及补正 进行元件贴装角度测定和补正的 ON/OFF 设定。
间隔停止设定 运用间隔停止功能时,指定电路板的生产块数。
简易定期吸嘴切换设定 运用简易定期吸嘴切换功能时,指定电路板的生
产块数。
长时间生产电路板用热测定 考虑到因为长时间运转发生的热对于贴装精度的
影响,进行电路板生产中的热补正设定。
注意 )不对应双模组生产。
种类 说明