NXT 系统手册.pdf - 第186页
4. 生产 QD027-24 170 NXT 系统手册 4.11.27 电路板送出顺序设定的对应 在进行双通道生产时,可以选择 通道 1 和通道 2 所生产的电路板向后工序送出的顺序。 · [ 在可生产的通道中生产后送出电路板 ] · [ 先取入的电路板必须先送出 ] 初始设定为 [ 在可生产的通道中生产后送出电路板 ], 各自通道中所取入的电路板在 生产完 成后就被送出。 此时, 如果因料尽等的 原因而中断了一侧通道的生产时, 由于另…

QD027-24 4. 生产
NXT 系统手册 169
4.11.26 供料器自由配置功能
将供料器安装到任意的料站上进行生产的功能。如果是同一模组,能够安装到 Job 中指定的
料站以外的料站上。由此,缩短了供料器切换的操作时间。
备注 )供料器自由配置功能在 NXT V4.10 以后版本中能够使用。
另外,使用该功能时,需要以下的选项。
·Fujitrax (V3.30 ~):Fujitrax Verifier、自由配置用许可证
设定
在 KIT Line Configuration 的设定中,请将自由配置功能变成有效。设定方法请参照
[Fujitrax Verifier 用户手册]的[19.供料器自由配置功能]。
请从辅助软件的 [ 机器功能设定 ] 的分类开始选择 [Fujitrax 设定 ],并设定成 [ 使用版本
]-[V3.30]。
限制事项
不能与动态次料站 (Dynamic alternate feeder)功能同时使用。
4. 生产 QD027-24
170 NXT 系统手册
4.11.27 电路板送出顺序设定的对应
在进行双通道生产时,可以选择通道 1 和通道 2 所生产的电路板向后工序送出的顺序。
·[ 在可生产的通道中生产后送出电路板 ]
·[ 先取入的电路板必须先送出 ]
初始设定为 [ 在可生产的通道中生产后送出电路板 ],各自通道中所取入的电路板在生产完
成后就被送出。此时,如果因料尽等的原因而中断了一侧通道的生产时,由于另一侧通道继
续生产,因此不能保证生产线平衡。
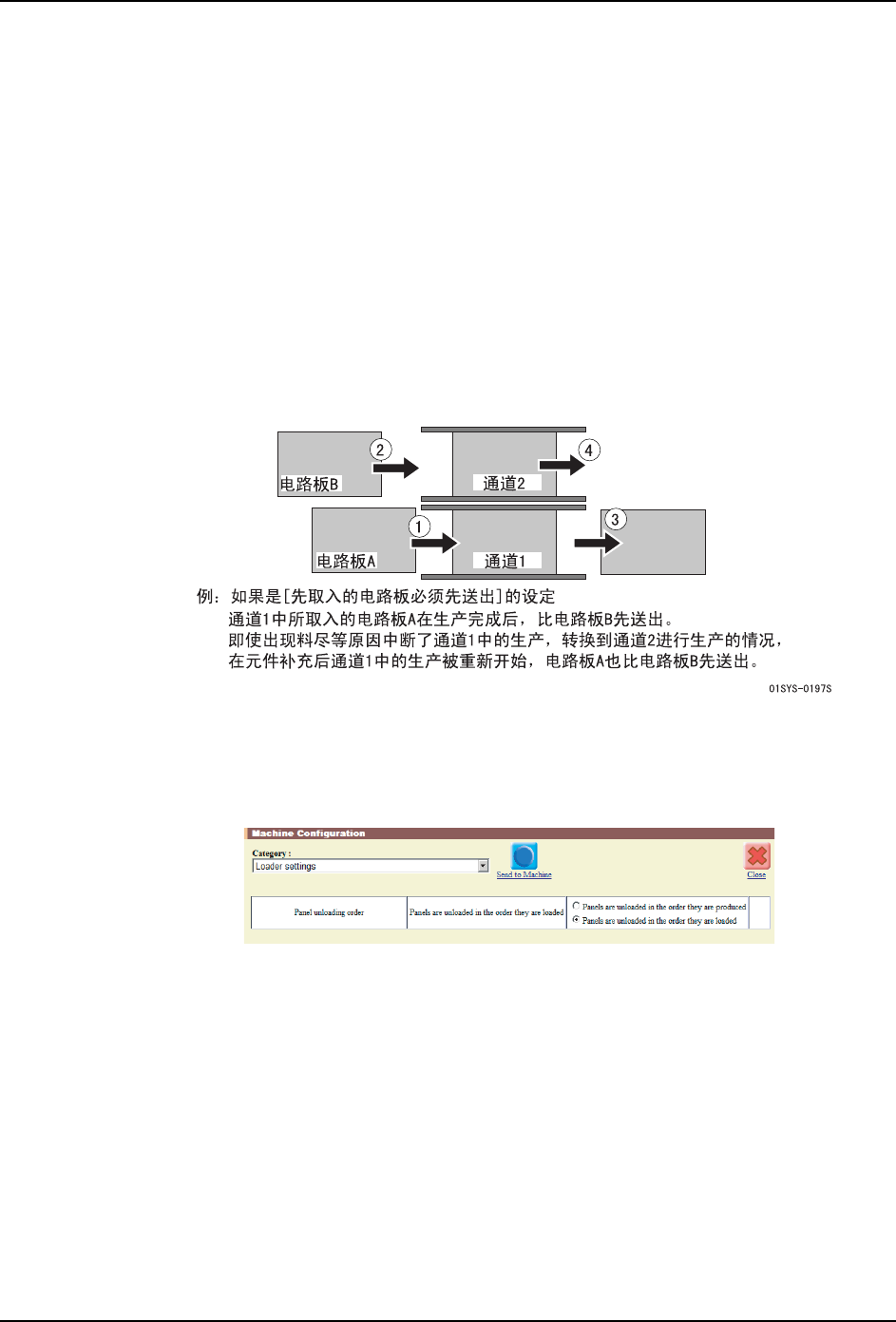
如果选择了 [ 先取入的电路板必须先送出 ] 时,由于是按照取入顺序送出电路板,因此能够
保证通道 1 和通道 2 间的生产线平衡。
请结合生产形态,设定电路板的送出顺序。
备注 )电路板送出顺序设定在 NXT V4.20 以后版本中能够使用。双模组生产在 NXT V4.30 以
后版本中能够对应。
电路板送出顺序的设定步骤
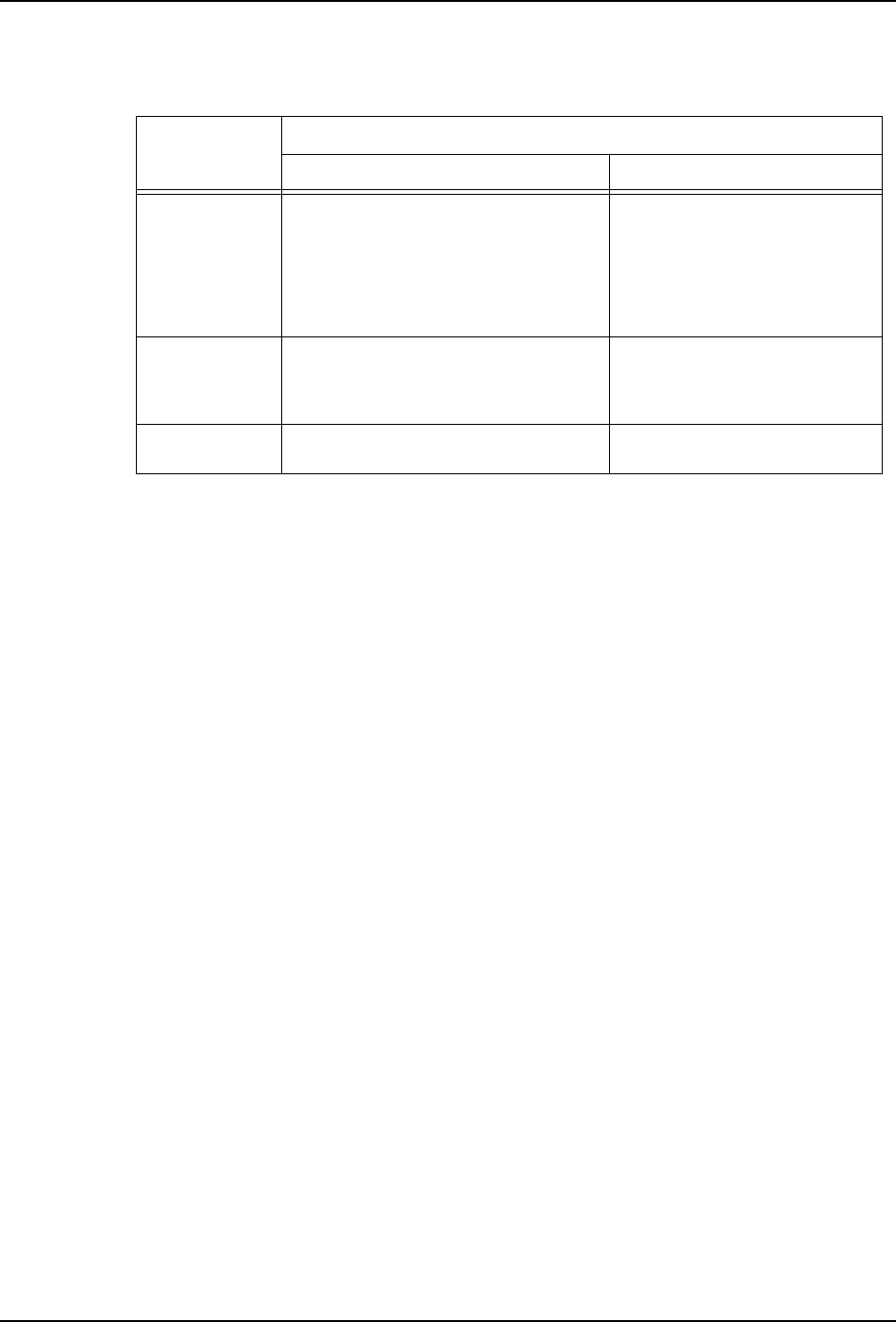
1. 在辅助软件的 [ 机器功能设定 ] 画面上,进行电路板搬运设定。
·[ 生产电路板的送出顺序 ]:选择送出顺序。
备注 )初始设定为 [ 在可生产的通道中生产后送出电路板 ]。[ 先取入的电路板必须先送出 ]
的设定即使在传送模式和故障时运用时也有效。
01SYS-0198E
QD027-24 4. 生产
NXT 系统手册 171
动作的特征
以下说明根据不同设定的动作特征。
仅使用一侧通道的生产时
仅对进行生产的通道,进行电路板的取入。
[ 先取入的电路板必须先送出 ] 的设定,与通道 1 和通道 2 的电路板在交替,或者同时进行
搬运时的动作无关。是一个为了将先取入的电路板先送出的设定。
因此,如果仅在通道 1 取入电路板时,则变成仅在通道 1 上进行生产。
生产中一侧通道上使用的元件无库存时
如果中断对于一侧通道的元件补充后,则生产不能继续进行。并且,另一侧通道上的生产也
会停止。
此时,请按照以下方法重新开始生产。
·将元件无库存通道上的电路板取出
1. 执行手动指令模式的 [ 电路板除去指令 ],将无库存通道上的电路板除去。将此通道上被
搬运的所有电路板从生产线上除去。
2. 重新开始生产。机器仅在可以进行生产的通道上继续进行生产。
·进行料站跳过
1. 启动 MEdit 进行料站跳过功能的设定。指定无库存元件的跳过。
2. 重新开始生产。在不进行无库存元件贴装的状态下继续进行生产。
3. 在库补充之后,将跳过的元件进行补充贴装等。
动作
设定值
在可生产的通道中生产后送出电路板 取入的电路板必须先送出
按照 PP 周期
的通道切换控
制
在进行先取入的生产中,当发生料尽
时,就会在后取入的电路板的通道中
开始生产。
即使进行了元件补充,在后取入的电
路板的通道中发生料尽或完成生产之
前,不会返回到原通道中的生产。
在进行先取入的生产中,当发
生料尽时,就会在后取入的电
路板的通道中开始生产。
当进行了元件补充后,就会按
照 PP 周期时间中断后取入的
电路板的生产,并返回到原通
道中的生产。
电路板的送出
等待控制
依次送出完成了生产的电路板。 按照取入顺序,送出电路板。
后取入的电路板即使完成了生
产,也要等到先取入的电路板
被送出后才送出。
有效的生产形
态
同名 Job 下的双通道生产 异名 Job 的双通道生产