SME_Jig_User_Guide(Eng_Ver1).pdf - 第81页
5-5 Maintenance 5.3.3. Adjustment of X Eccentric Pin of Tape Feeder When p erforming part s upply accuracy of a feeder or mapping inspection, if the inspection result is ’X NG’, adjust the X eccentric pin of the tape fee…

5-4
User's Guide For Tape Feeder Calibration Jig
feeder base board.
2. Apply rust preventive oil to the feeder base / vertical plate.
3. After drying the feeder base and vertical plate to which rust preventive oil is applied
for a day, clean the residuals with a clean cloth.
4. Assemble the feeder base board to the calibration jig in the reverse order of
disassembling.
5.3. Tape Feeder
5.3.1. Tape Feeder Inspection
When there is a problem with the part supply accuracy of the tape feeder, inspect the tape
feeder referring to "3.3. Tape Feeder Check".
If feeders are calibrated regularly, it is possible to check feeder problems to secure part
supply accuracy, improving productivity.
5.3.2. Lifetime Management and Overhaul
w 8mm Tape Feeder
If the feeding count of a feeder exceeds 40,000,000, a problem may occur to the
supply accuracy. When the feeding count of a feeder exceeds 40,000,000, inspect the
part supply accuracy of the feeder referring to "3.3.3. Inspection of Part Supply
Accuracy of Feeder".
If the inspection result of the part supply accuracy is 'NG', perform an overhaul of the
feeder. If the inspection result of the part supply accuracy is 'OK', perform an overhaul
of the corresponding feeder after using it until its feeding count becomes 60,000,000.
If feeder overhaul is required, contact our designated C/S company (STS) and local
agent.
w 12mm / 16mm Tape Feeder
If the feeding count of a feeder exceeds 20,000,000, a problem may occur to the
supply accuracy. When the feeding count of a feeder exceeds 20,000,000, inspect the
supply accuracy of the feeder referring to "3.3.3. Inspection of Part Supply Accuracy
of Feeder".
If the inspection result of the part supply accuracy is 'NG', perform an overhaul of the
feeder. If the inspection result of the part supply accuracy is 'OK', perform an overhaul
of the corresponding feeder after using it until its feeding count becomes 30,000,000.
If feeder overhaul is required, contact our designated C/S company (STS) and local
agent.
5-5
Maintenance
5.3.3. Adjustment of X Eccentric Pin of Tape Feeder
When performing part supply accuracy of a feeder or mapping inspection, if the inspection
result is ’X NG’, adjust the X eccentric pin of the tape feeder in the following order:
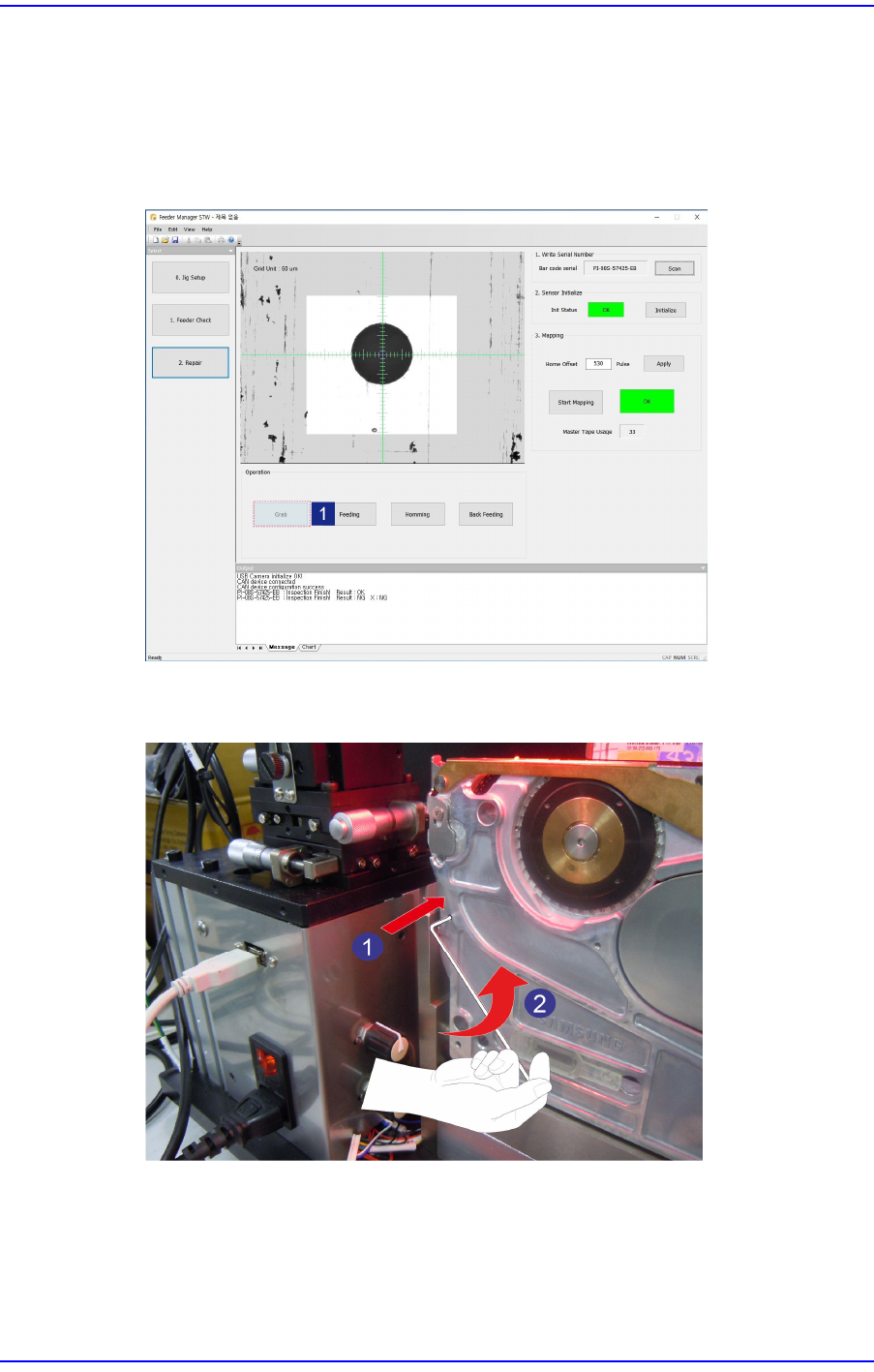
1. After inserting the master tape into the tape feeder, run the calibration jig program and
click the <Grab> button to check the center position of the master tape hole.
2. Insert a 1.5 mm hex wrench into the set screw fixing the X eccentric pin and turn it
counterclockwise to unscrew the set screw.
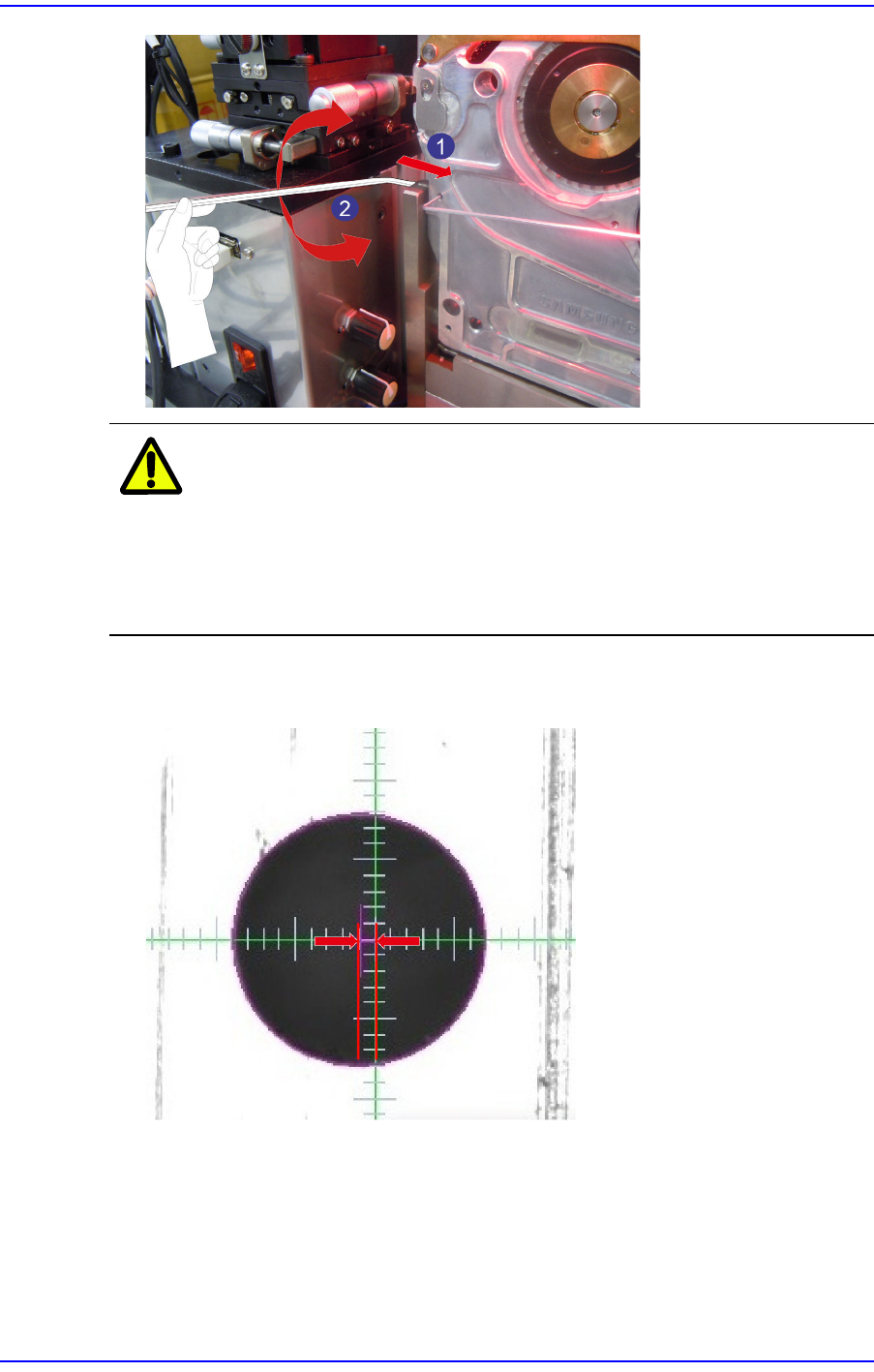
3. There is a hexagonal hole at the front of the X eccentric pin. Insert a 2.5 mm hex
wrench and turn it clockwise or counterclockwise to adjust the X eccentricity.
5-6
User's Guide For Tape Feeder Calibration Jig
Caution
When adjusting the X eccentric pin, insert the shortest part
of the 2.5 mm hex wrench into the hexagonal hole.
Incorrect insertion of the 2.5 mm hex wrench into the hex
hole of the X eccentric pin may damage the hex hole of the
X eccentric pin.
4. In the vision window, adjust the X eccentric pin so that the spacing between the master
tape hole center and the green crosshair center will be less than ±1 cell.
5. After removing the 2.5 mm hex wrench used for the adjustment of the X eccentric pin,
insert a 1.5 mm hex wrench into the set screw and turn it clockwise to fix the set screw.