1OPERATION_.pdf - 第135页
2.15 Operation Mode of Feeder Carriages ( 3 ) Connected Mode The machine automatically with tape feeders can run ( components ) installed on both feeder carriages . • This mode be used efficiently when components must be…
2.15
Operation
Mode
of
Feeder
Carriages
2.15
Operation
Mode
of
Feeder
Carriages
Three
types
of
operation
modes
are
provided
to
supply
components
to
the
machine
.
One
of
the
modes
should
be
selected
according
to
production
system
and
tape
feeders
should
be
installed
according
to
the
selected
mode
.
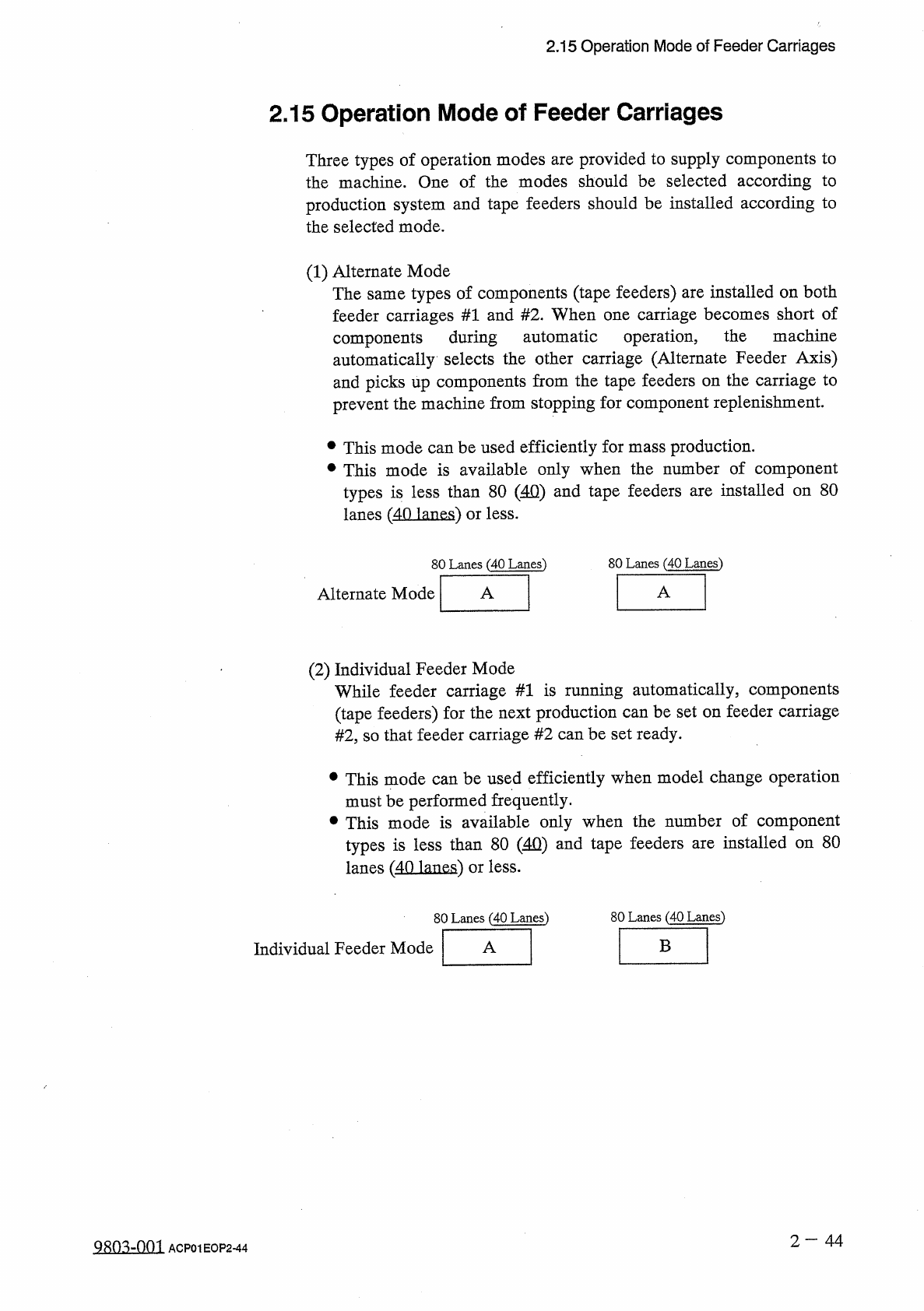
(
1
)
Alternate
Mode
The
same
types
of
components
(
tape
feeders
)
are
installed
on
both
feeder
carriages
#
1
and
#
2
.
When
one
carriage
becomes
short
of
components
during
automatic
operation
,
the
machine
automatically
selects
the
other
carriage
(
Alternate
Feeder
Axis
)
and
picks
up
components
from
the
tape
feeders
on
the
carriage
to
prevent
the
machine
from
stopping
for
component
replenishment
.
•
This
mode
can
be
used
efficiently
for
mass
production
.
•
This
mode
is
available
only
when
the
number
of
component
types
is
less
than
80
(
4
Q
)
and
tape
feeders
are
installed
on
80
lanes
(
40
lanes
)
or
less
.
80
Lanes
(
40
Lanes
)
80
Lanes
(
40
Lanes
)
A
Alternate
Mode
A
(
2
)
Individual
Feeder
Mode
While
feeder
carriage
#
1
is
running
automatically
,
components
(
tape
feeders
)
for
the
next
production
can
be
set
on
feeder
carriage
#
2
,
so
that
feeder
carriage
#
2
can
be
set
ready
.
•
This
mode
can
be
used
efficiently
when
model
change
operation
must
be
performed
frequently
.
•
This
mode
is
available
only
when
the
number
of
component
types
is
less
than
80
(
4
Q
)
and
tape
feeders
are
installed
on
80
lanes
(
40
lanes
)
or
less
.
80
Lanes
(
40
Lanes
)
80
Lanes
(
40
Lanes
)
B
Individual
Feeder
Mode
A
2
一
44
QRo
^
-
nm
ACP
01
EOP
2
-
44
2.15
Operation
Mode
of
Feeder
Carriages
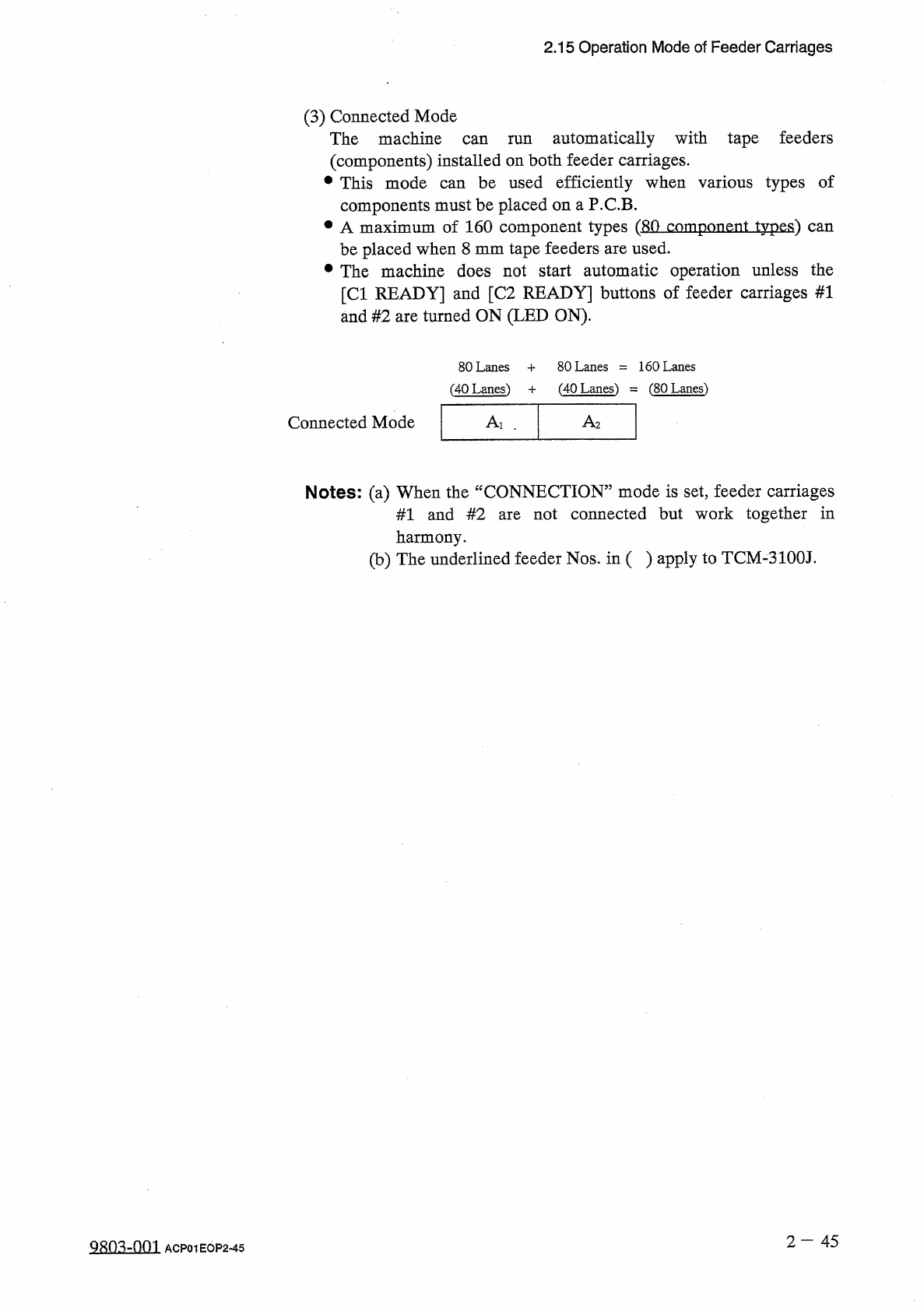
(
3
)
Connected
Mode
The
machine
automatically
with
tape
feeders
can
run
(
components
)
installed
on
both
feeder
carriages
.
•
This
mode
be
used
efficiently
when
components
must
be
placed
on
a
P
.
C
.
B
.
•
A
maximum
of
160
component
types
(
80
component
types
)
can
be
placed
when
8
mm
tape
feeders
are
used
.
•
The
machine
does
not
start
automatic
operation
unless
the
[
Cl
READY
]
and
[
C
2
READY
]
buttons
of
feeder
carriages
#
1
and
#
2
are
turned
ON
(
LED
ON
)
.
types
of
various
can
80
Lanes
+
80
Lanes
=
160
Lanes
(
40
Lanes
)
=
(
80
Lanes
)
(
40
Lanes
)
+
A
〗
Connected
Mode
Ai
.
Notes
:
(
a
)
When
the
“
CONNECTION
”
mode
is
set
,
feeder
carriages
not
connected
but
work
together
in
#
1
and
#
2
are
harmony
.
(
b
)
The
underlined
feeder
Nos
.
in
(
)
apply
to
TCM
-
3100
J
.
2
—
4 5
Q
朗
-
om
ACP
01
EOP
2
-
45
2.16
Input
and
Selection
of
Program
Data
2.16
Input
and
Selection
of
Program
Data
2
,
16.1
Input
of
Program
Data
Data
should
be
entered
for
pattern
program
data
,
component
library
data
and
operation
mode
to
operate
the
machine
automatically
.
Input
of
Pattern
Program
Data
一
^
Refer
to
“
Chapter
2
Pattern
Program
Data
”
in
the
instruction
manual
(
SECTION
II
PROGRAMMING
MANUAL
)
for
creation
of
new
pattern
program
data
.
一
►
"
Refer
to
“
Chapter
3
Component
Library
”
in
the
instruction
manual
(
SECTION
II
一
PROGRAMMING
MANUAL
)
for
new
creation
of
component
libraiy
data
which
is
used
for
component
data
of
pattern
program
data
.
Input
of
Component
Library
Data
Refer
to
“
4.6
Operation
Mode
”
in
“
Chapter
4
Automatic
Operation
Menus
”
for
details
.
Input
of
Operation
Mode
Data
2.16
.
2
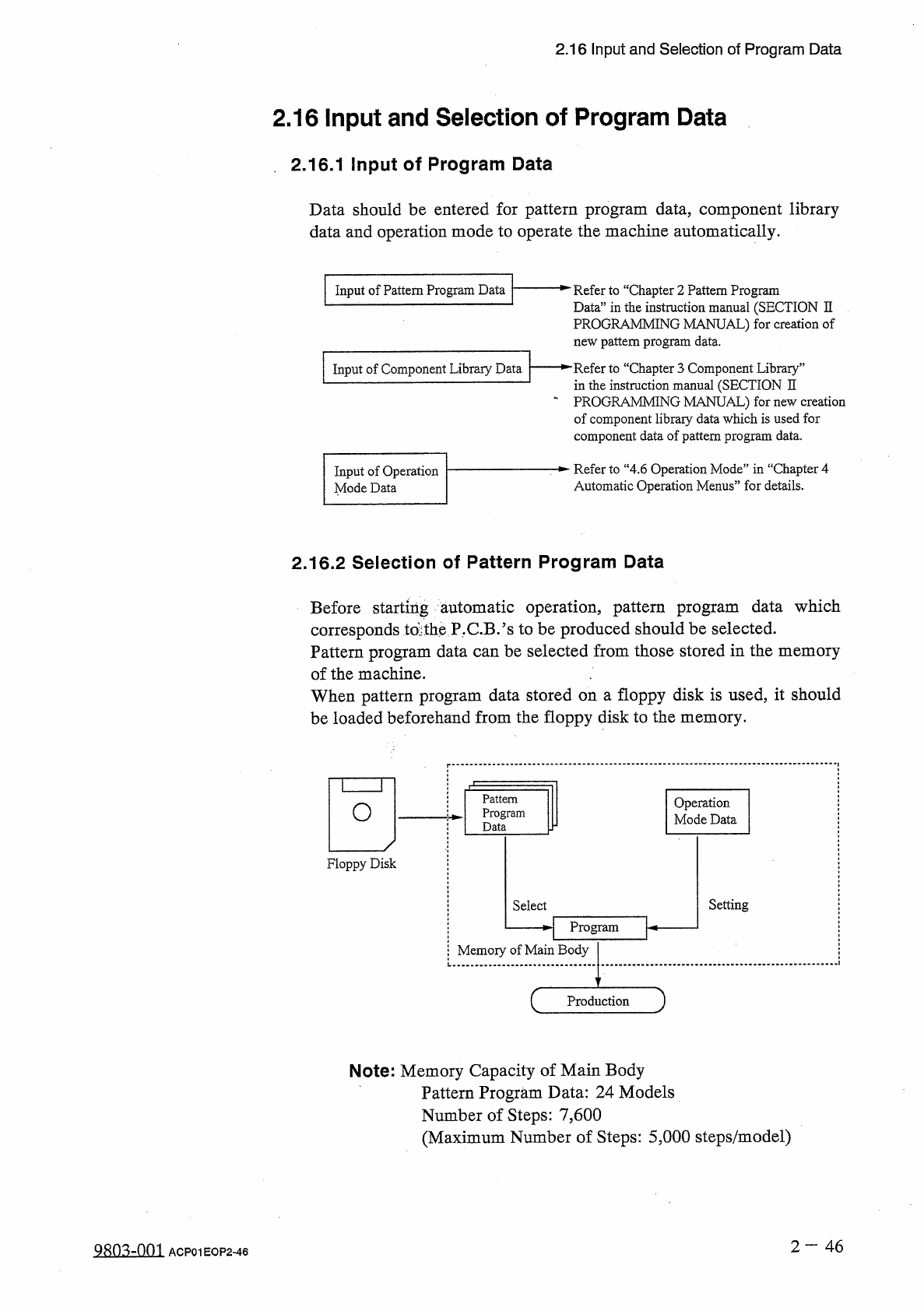
Selection
of
Pattern
Program
Data
Before
starting
automatic
operation
,
pattern
program
corresponds
td
tbe
P
.
C
.
B
/
s
to
be
produced
should
be
selected
.
Pattern
program
data
can
be
selected
from
those
stored
in
the
memory
of
the
machine
.
When
pattern
program
data
stored
on
a
floppy
disk
is
used
,
it
should
be
loaded
beforehand
from
the
floppy
disk
to
the
memory
.
data
which
Pattern
Program
Data
Operation
Mode
Data
O
Floppy
Disk
Setting
Select
H
Program
卜
Memory
of
Main
Body
Production
Note
:
Memory
Capacity
of
Main
Body
Pattern
Program
Data
:
24
Models
Number
of
Steps
:
7
,
600
(
Maximum
Number
of
Steps
:
5
,
000
steps
/
model
)
2
-
46
QRO
^
-
nm
ACP
01
EOP
2
-
46