1OPERATION_.pdf - 第72页
1.5 Scope of Actions Station # 9 : Component Placement Section X / Y Table Movement , Component Placement ( Z ) Axis ( Height of Placement Nozzle ) ① X / Y Table Movement The X / Y table is moved to the position specifie…
1.5
Scope
of
Actions
Station
#
1
:
Component
Pick
-
Up
Section
Feeder
Carriage
#
1
and
#
2
Transfer
,
Component
Pick
-
Up
(
Z
)
Axis
,
Tape
Feed
,
and
Tape
Index
Feed
①
Feeder
Carriage
#
1
Tape
feeders
set
on
a
feeder
carriage
are
carried
to
the
pick
-
up
position
according
to
the
pattern
program
data
.
②
Component
Pick
-
Up
(
Z
)
Axis
(
Vacuum
Nozzle
Height
)
The
height
of
a
vacuum
nozzle
is
changed
according
to
the
level
of
the
component
pick
-
up
surface
on
tape
feeder
.
③
Tape
Feed
and
Tape
Index
Feed
The
tape
index
feed
claw
moves
the
tape
forward
in
the
range
of
±
2
pitches
according
to
the
pattern
program
data
.
and
#
2
Transfer
Station
#
2
:
Linear
Measure
Detection
(
Missing
and
Vertical
Components
)
,
Nozzle
Level
Detection
•
Checking
is
done
whether
a
component
is
picked
up
by
the
selected
nozzle
or
not
.
•
Nozzle
level
(
height
)
can
also
be
taught
.
(
Teaching
Operation
)
Station
#
3
:
Vacuum
OFF
,
Head
Rotation
#
2
①
Vacuum
OFF
When
it
is
detected
that
no
component
is
picked
up
at
station
#
2
,
the
vacuum
valve
closes
.
②
Head
Rotation
#
2
The
head
6
section
is
rotated
and
the
vacuum
nozzle
is
moved
to
the
position
where
components
can
be
recognized
.
Station
#
4
:
No
Function
Station
#
5
:
Component
Recognition
Camera
Section
(
Camera
X
/
Y
Movement
)
Components
are
recognized
.
Note
:
For
both
back
and
front
recognition
The
camera
X
/
Y
is
moved
at
nozzle
teaching
and
stationed
at
its
origin
when
a
component
is
recognized
.
Stations
#
6
,
#
7
,
and
#
8
:
Theta
Correction
“
Component
Placement
Angle
+
Rotational
Direction
”
is
corrected
.
(
Max
.
+
360
°
)
1
—
33
QQ
10
-
002
ACP
01
EOP
1
-
33
1.5
Scope
of
Actions
Station
#
9
:
Component
Placement
Section
X
/
Y
Table
Movement
,
Component
Placement
(
Z
)
Axis
(
Height
of
Placement
Nozzle
)
①
X
/
Y
Table
Movement
The
X
/
Y
table
is
moved
to
the
position
specified
by
the
pattern
program
data
and
components
are
placed
on
a
P
.
C
.
B
.
on
the
X
/
Y
table
.
②
Component
Placement
(
Z
)
Axis
(
Height
of
Placement
Nozzle
)
The
height
of
a
vacuum
nozzle
is
changed
according
to
the
level
of
the
component
placement
surface
on
a
P
.
C
.
B
.
Stations
#
10
and
#
11
:
Head
Zeroing
A
placement
head
is
zeroed
by
the
6
rotation
motor
.
Station
#
11
:
Component
Discharge
,
Low
Nozzle
Detection
•
Defective
components
are
discharged
.
Defective
components
(
vertical
components
detected
at
station
#
2
and
recognition
error
components
detected
at
station
#
5
)
are
stored
in
the
storage
box
located
under
this
station
.
•
Low
nozzle
(
improper
attachment
)
is
detected
.
Stations
#
11
,
#
12
,
and
#
13
:
Nozzle
Change
The
head
section
is
rotated
and
moved
to
the
position
where
the
subsequent
vacuum
nozzle
is
stored
or
moved
down
.
Station
#
13
:
Unselected
Nozzle
Storage
,
Selected
Nozzle
Release
Movement
•
Unselected
nozzles
are
stored
.
•
When
a
selected
nozzle
should
be
released
,
the
unselected
nozzle
is
pushed
up
and
stored
.
Then
,
the
selected
nozzle
is
released
to
the
“
L
”
(
Low
)
level
.
Station
#
14
:
Nozzle
Level
Selection
Section
When
the
thickness
of
the
component
for
the
selected
nozzle
is
2.5
~
6.5
mm
,
the
nozzle
is
pushed
up
to
the
“
H
”
(
High
)
level
.
Station
#
15
:
Selected
Nozzle
Level
Detection
,
Unselected
Nozzle
Detection
•
A
photosensor
is
used
to
check
whether
or
not
the
selected
nozzle
is
in
the
specified
level
(
L
or
H
)
.
•
Unselected
nozzle
storage
is
also
checked
.
Stations
#
15
and
#
16
:
Head
Rotation
The
selected
nozzle
is
rotated
to
the
pick
-
up
position
.
Correction
of
the
feeder
axis
Y
direction
at
component
pick
-
up
is
included
.
1
-
3 4
9803
-
001
ACP
01
EOP
1
-
34
1.6
Construction
of
Feeder
Carriages
1.6
Construction
of
Feeder
Carriages
2
-
drive
,
2
-
carriage
system
is
employed
to
move
feeders
.
(
1
)
Number
of
Installable
Lanes
per
Feeder
Carriage
TCM
-
3000
Z
:
80
Lanes
(
Slot
Nos
.
)
TCM
-
3100
J
:
40
Lanes
(
Slot
Nos
.
)
(
2
)
Positional
Reltion
between
Feeder
Carriage
,
Spare
Feeder
,
and
Set
-
Up
Unit
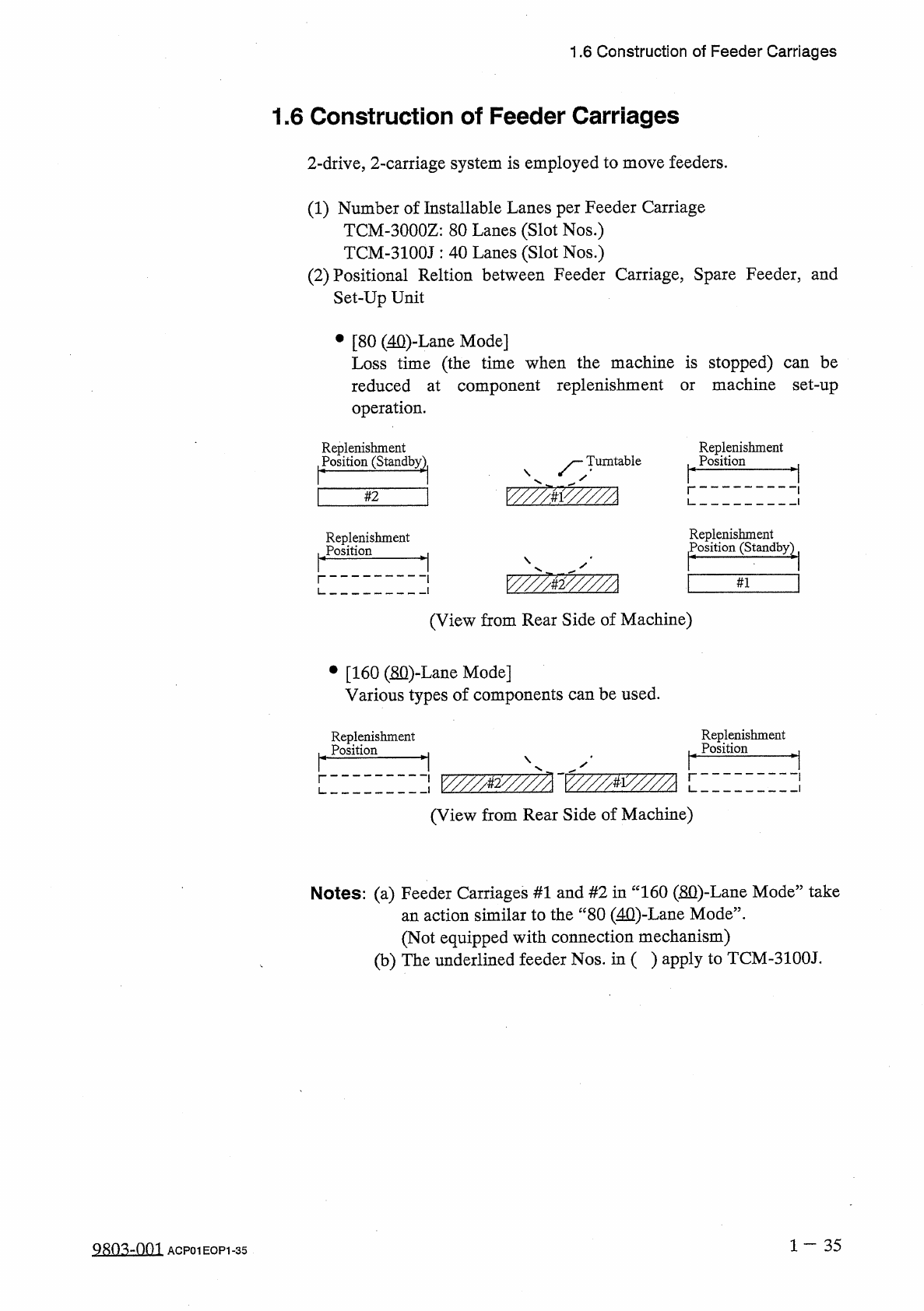
•
[
80
⑽
-
Lane
Mode
]
Loss
time
(
the
time
when
the
machine
is
stopped
)
can
be
reduced
at
component
replenishment
operation
.
machine
set
-
up
or
Replenishment
Position
(
Stand
Replenishment
Position
、
厂
Turntable
V
/
/
/
AVZ
/
/
/
A
#
2
Replenishment
Position
(
Standby
)
Replenishment
'
Position
V
/
/
/
MV
/
/
/
A
IT
(
View
from
Rear
Side
of
Machine
)
•
[
160
_
_
Lane
Mode
]
Various
types
of
components
can
be
used
.
Replenishment
Position
Replenishment
Position
\
X
/
/
/
/
A
^
/
/
?
A
'
Y
/
/
/
/
A
^
/
/
/
/
A
[
(
View
from
Rear
Side
of
Machine
)
Notes
:
(
a
)
Feeder
Carriages
#
1
and
#
2
in
“
160
(
SQ
)
-
Lane
Mode
”
take
80
(
4
Q
)
-
Lane
Mode
”
.
(
Not
equipped
with
connection
mechanism
)
(
b
)
The
underlined
feeder
Nos
.
in
(
)
apply
to
TCM
-
3100
J
.
an
action
similar
to
the
1
一
35
Q
8
n
^
-
nm
ACP
01
EOP
1
-
35