3_AVS-V2_MCT-UM-internal_EN_07-2019.pdf - 第154页
ASM AVS - U SER M ANUAL P AGE 154 OF 182 7 Att achmen ts 7.1 Co rrec tio ns of O ffs et valu es on SIPLA CE mach ines If the m eas urem ent ana lysi s d escr ibed in 4. 2.6 .1.5 sho w, t hat a co rre ctio n of the gl o b…
ASM AVS - USER MANUAL
PAGE 153 OF 182
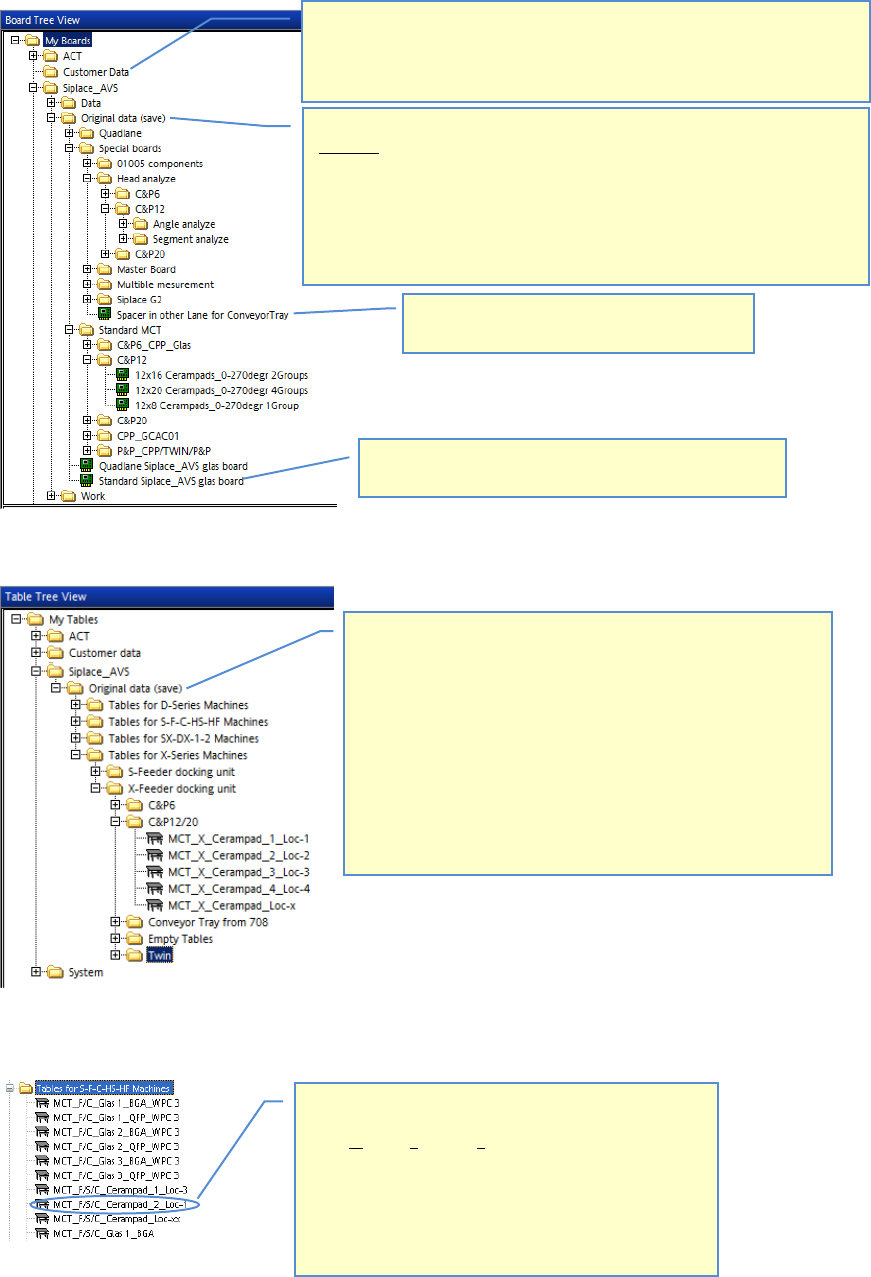
6.3 Folder/Data structure of Siplace Pro
Following description should help, to get more confident with the data structure of Siplace Pro.
6.3.1 Boards
6.3.2 Tables
6.3.2.1 Table name convention
Folder „Customer data”: Should be used for import data which can be deleted
after you have finished your work on customer side.
E.g you can import the last scheduled job as XML-file, to get the nozzle changer
and machine configuration instead of doing this manually.
Folder »ASM AVS – Original data (save)«: All data which is stored in this folder
must not be changed.
You find all boards separated in “Special boards” and “Standard MCT”.
Under “Special boards” you will find all boards which are necessary for analyse in
case you have problems with individual segments or angles.
Under Standard MCT you find all boards separated by head types.
If you are not sure which board is the right one to choose, see also the comment
of each board.
Standard ASM AVS glass board: Template for AVS PCB’s.
There is just the new placement list to be added.
All the tables are sorted by three machine series.
You can choose between D-Series, S-F-C-HS-HF-Series and X-Series
machines. These tables can be set up via drag and drop to create a
new setup. Therefore you can create setups very fast.
On D-, X-(S-Table) and HF-series you have to take care that the tray
holder is set up on track 37 and not like scheduled from Siplace Pro ,
track 7. There are two reasons for; first one is that the tray holder
does not exist in the software of Siplace Pro, the second is because of
the reduced travel range of these machine types.
The tray holder on X- tables has to be set up on track 22
On all other machines you can setup the tray holder like in Siplace Pro
described.
The name of the table is built up in following Stepps:
MCT: Machine Capability Test
F/S/C: This table can be set up on following Machines
F: F4, F5, and F5HM
S: S20, S23HM, S25HM, and S27HM
C: CS, CF
Cerampad_1: Component set up on table
Loc-3: Location or feeder type(MTC/WPC)
»Spacer….«: Empty board as a place holder for
the Tray, with Tray in Conveyor.
ASM AVS - USER MANUAL
PAGE 154 OF 182
7 Attachments
7.1 Corrections of Offset values on SIPLACE machines
If the measurement analysis described in 4.2.6.1.5 show, that a correction of the global offset is
necessary, it can be corrected on the SIPLACE machine in the machine data.
Pending on the software version, the way and place to be changed is different.
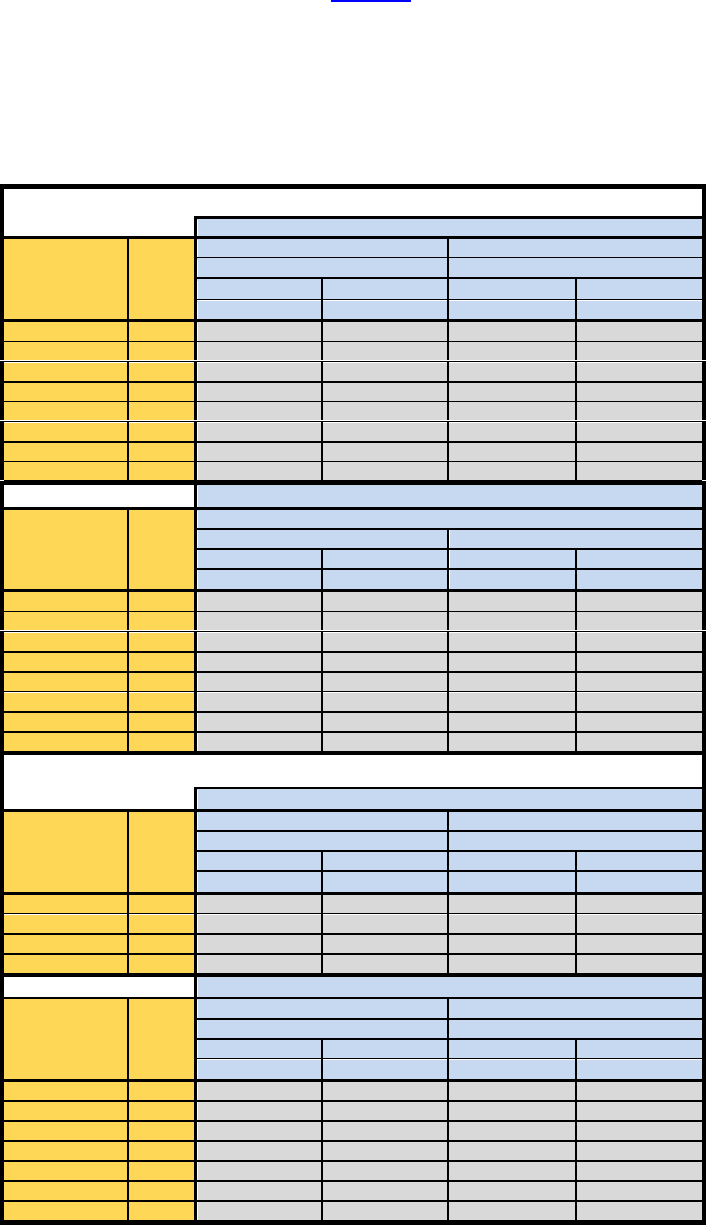
7.1.1 Overview of Offset correction (HOW)
Platform 1:
SW-Version
machine type
head
≤ 405.xx / 406.xx
406.xx
Global
Angle group (but X/Y)
X / Y
Angle
X / Y
Angle
Real.ma
Real.ma
Wnk_korr.ma
Wnk_korr.ma
F4
C+P 12
X
new
= X
old
- X
0
P+P
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
F5/F5HM
C+P 12
X
new
= X
old
- X
0
C+P 6
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
P+P
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
S20/S23
C+P 12
X
new
= X
old
- X
0
SW-Version
machine type
head
407.xx (sowie 101.xx und 408.xx bei CS, CF)
Global
Angle group (but X/Y)
X / Y
Angle
X / Y
Angle
fk_off.ma
fk_off.ma
fk_off.ma
fk_off.ma
F4
C+P 12
X
new
= X
old
+ X
0
P+P
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
F5 / F5HM / CF
C+P 12
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
neu
= X
alt
- X
0
P+P
X
new
= X
old
+ X
0
X
neu
= X
alt
- X
0
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
S20 / S23 / CS
C+P 12
X
new
= X
old
+ X
0
Platform 2:
SW-Version
machine type
head
501.xx
502.xx
Global
Global
X / Y
Angle
X / Y
Angle
Real.ma
Real.ma
fk_off.ma
fk_off.ma
S25HM
C+P 12
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
- X
0
HS50
C+P 12
X
new
= X
old
- X
0
X
new
= X
old
+ X
0
SW-Version
machine type
head
503.xx
504.xx – 505.xx
Global
Global
X / Y
Angle
X / Y
Angle
fk_off.ma
fk_off.ma
fk_off.ma
fk_off.ma
S25HM / S227HM
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
HS50 / HS60
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
HF / HF-3
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
P+P
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
ASM AVS - USER MANUAL
PAGE 155 OF 182
Platform 2+:
SW-Version
machine type
head
≥ 601.xx
Global
X / Y
Angle
fk_off.ma
fk_off.ma
D-Series
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
X-Series
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 20
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
P+P
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
Platform 3:
SW-Version
machine type
head
≥ 701.xx
Global
X / Y
Angle
Edit via Sirio SW
in Service level
Edit via Sirio SW
in Service level
X-Series
C+P 12
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 6
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
CPP
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
C+P 20
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
P+P
X
new
= X
old
+ X
0
X
new
= X
old
+ X
0
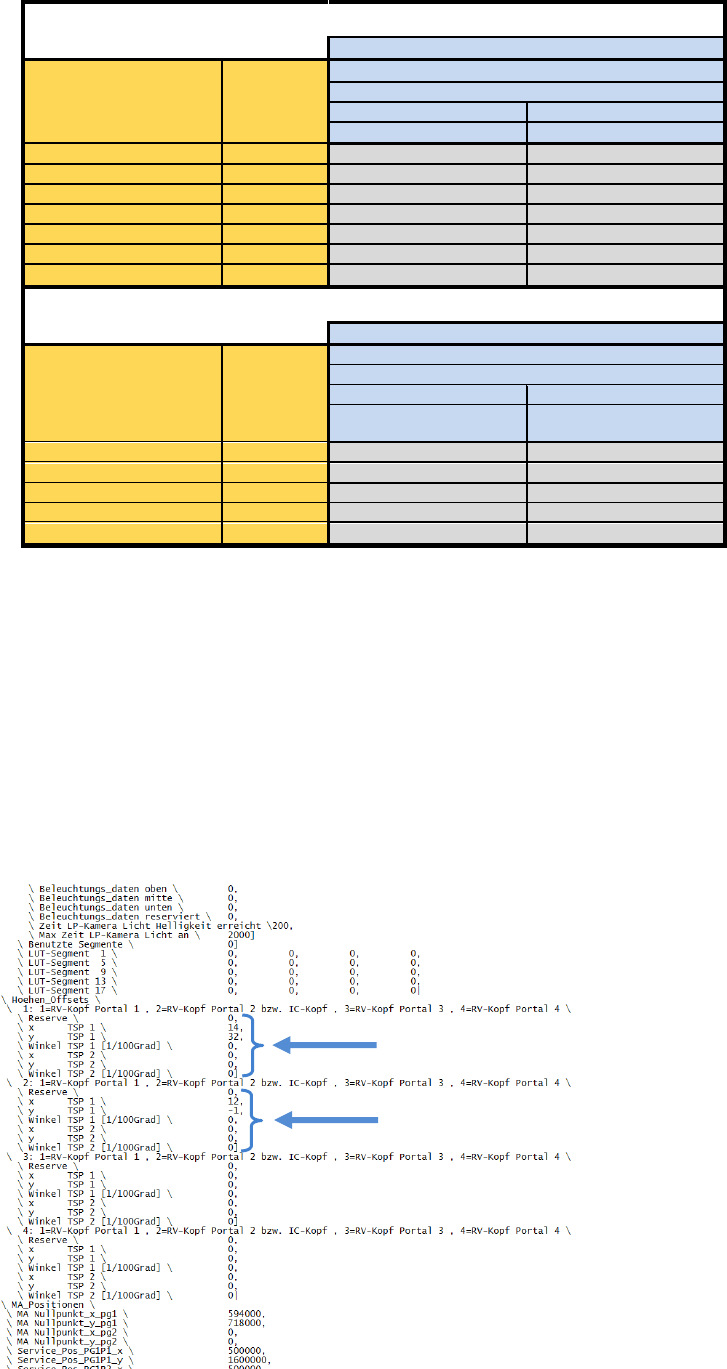
7.1.2 Description of the offset correction (WHERE)
7.1.2.1 Platform 1 with SW ≤ 405.xx, or 406.xx.
The global offset of a gantry, in other words the MEAN value can be corrected in the file Re-
al.ma.
In this file, the values can be found immediately following the camera data.
MA-Daten \ Hoehen-Offsets \