IPC-A-610E CN2010年4月.pdf - 第141页
轴向引线元器 件 水平 安 装 的 其 他要求, 见 7.3.1 节 (支 撑孔 )和 7.4.1 节 ( 非 支 撑孔 ) 。 ⽬标 - 1,2,3级 • 元器 件位于 其焊盘 的中间。 • 元器 件标 记 可 辨 识 。 • 无 极 性元器 件 按 照标 记同向读 取 ( 从 左 至 右 或从 上 至 下)的 原则 定向 。 可接受 - 1,2,3级 • 极 性元器 件和 多 引线元器 件 定向 正确 。 • 手 工成 形 和 手 …

本章内容包括安放到印制板上的元器件和导线的安装、位置和方向的可接收性要求。
这里只对元器件或导线在电子组件上以及限位装置上实际的安放或放置情况提出要求。提到焊料之
处是因为焊料是构成这些放置尺寸整体的一个部分,也仅仅是与这些放置尺寸有关。
检查通常先由电子组件整体外观开始,然后跟踪每一个元器件/导线到它的连接处,集中检查引线
进入连接、连接本身以及引线/导线尾端离开连接的情况。各焊盘上导线/引线伸出的情况应该留
到最后可以将板子翻转后和所有焊点一起检查。
7
通孔技术
7.1 元器件的安放
7-2 IPC-A-610E-2010
2010年4月
7.1.1 元器件的安放 – ⽅向
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
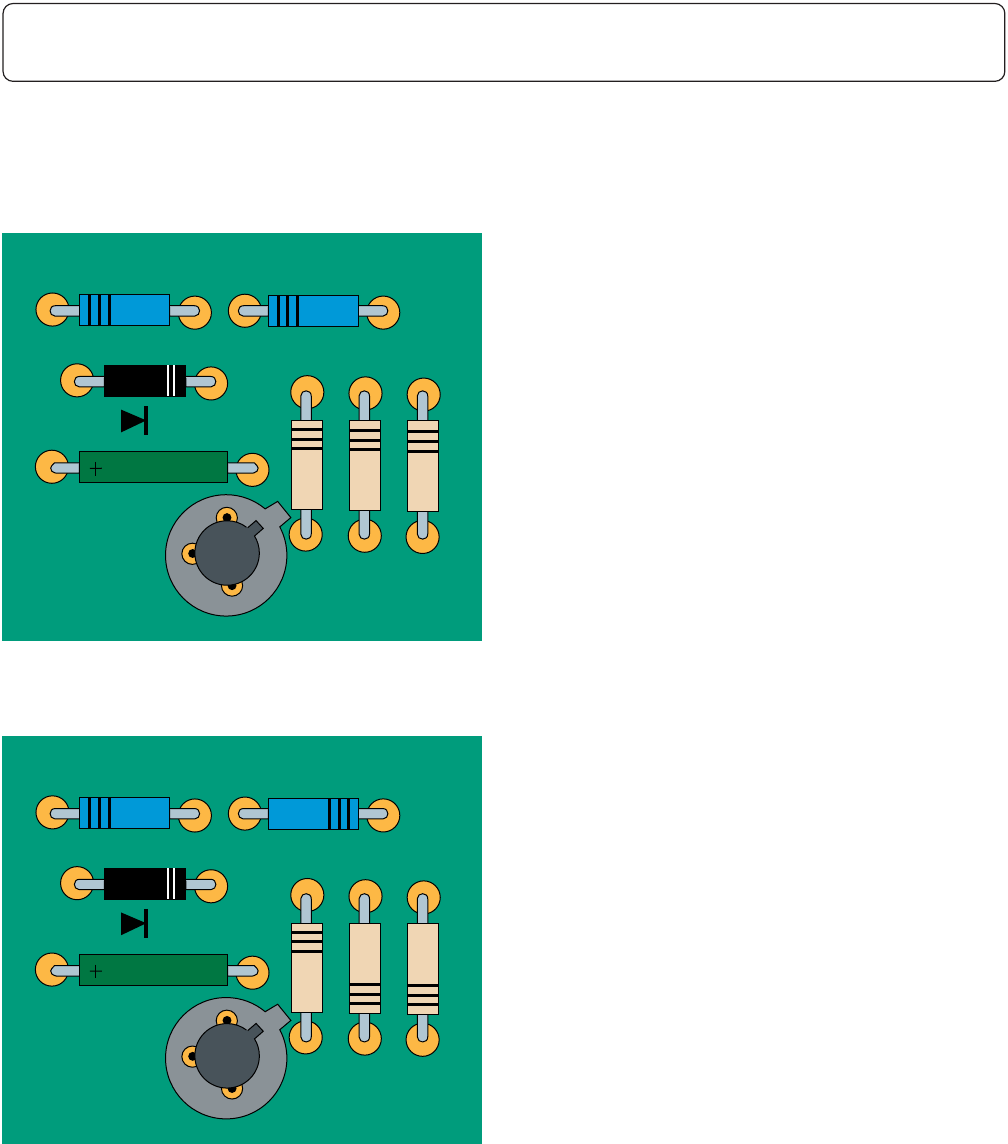
轴向引线元器件水平安装的其他要求,见7.3.1节(支撑孔)和7.4.1节(非支撑孔)。
⽬标 - 1,2,3级
• 元器件位于其焊盘的中间。
• 元器件标记可辨识。
• 无极性元器件按照标记同向读取(从左至右
或从上至下)的原则定向。
可接受 - 1,2,3级
• 极性元器件和多引线元器件定向正确。
• 手工成形和手工插装时,极性标识符可辨识。
• 所有元器件按规定选用,并安放到正确的焊
盘上。
• 无极性元器件没有按照标记同向读取(从左
至右或从上至下)的原则定向。
R1
R2
CR1
R5 R4 R3
+C1
Q1
图7-1
R1
R2
CR1
R5 R4 R3
+C1
Q1
图7-2
7 通孔技术
7.1.1.1 元器件的安放 – ⽅向 – ⽔平
7-3IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
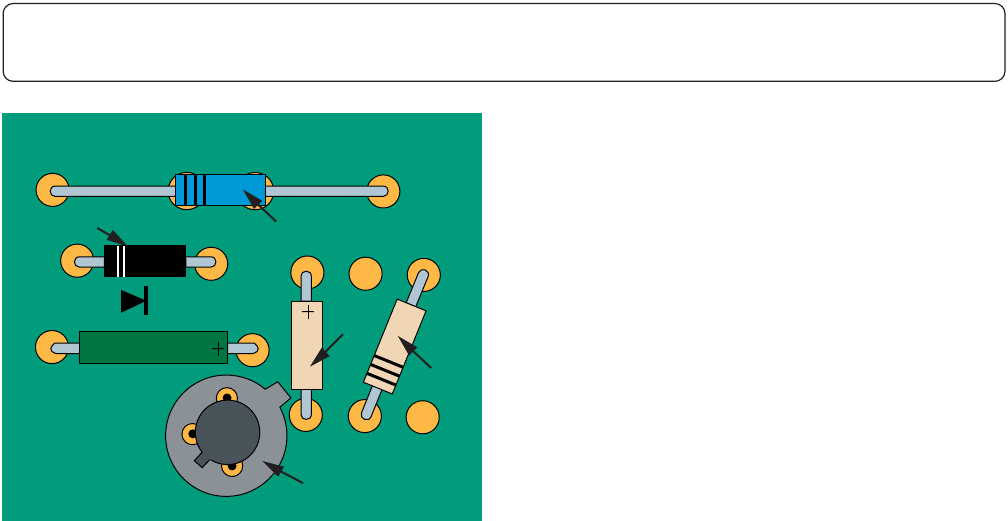
缺陷 - 1,2,3级
• 未按规定选用正确的元器件(错件)(A)。
• 元器件没有安装在正确的孔内(B)。
• 极性元器件逆向安放(C)。
•多引线元器件取向错误(D)。
R1
R2
CR1
C2 R4 R3
+C1
Q1
D
C
A
B
B
图7-3
7 通孔技术
7.1.1.1 元器件的安放 – ⽅向 – ⽔平(续)
7-4 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE