IPC-A-610E CN2010年4月.pdf - 第208页
跳 线 可用 粘 合 剂 或 胶 带 ( 点状 或 带状 ) 固定 在 基材 ( 或整 体热压板 或 机 械 零 部 件)上。所有 粘 合 剂 在 进 行 验收 前 必须 已 充分固 化 。在 选择 合 适 的 固定 方 式 时要 考虑 后 续 工 艺 的 兼 容 性 以及 最终 产品的 使 用 环 境 。 点 胶 固定 的涂 胶 量要 足 以 固定导线 , 却 又 不 因 过 量而 溢 出到 毗 邻 的 焊盘 或 元器 件上。 不 应…
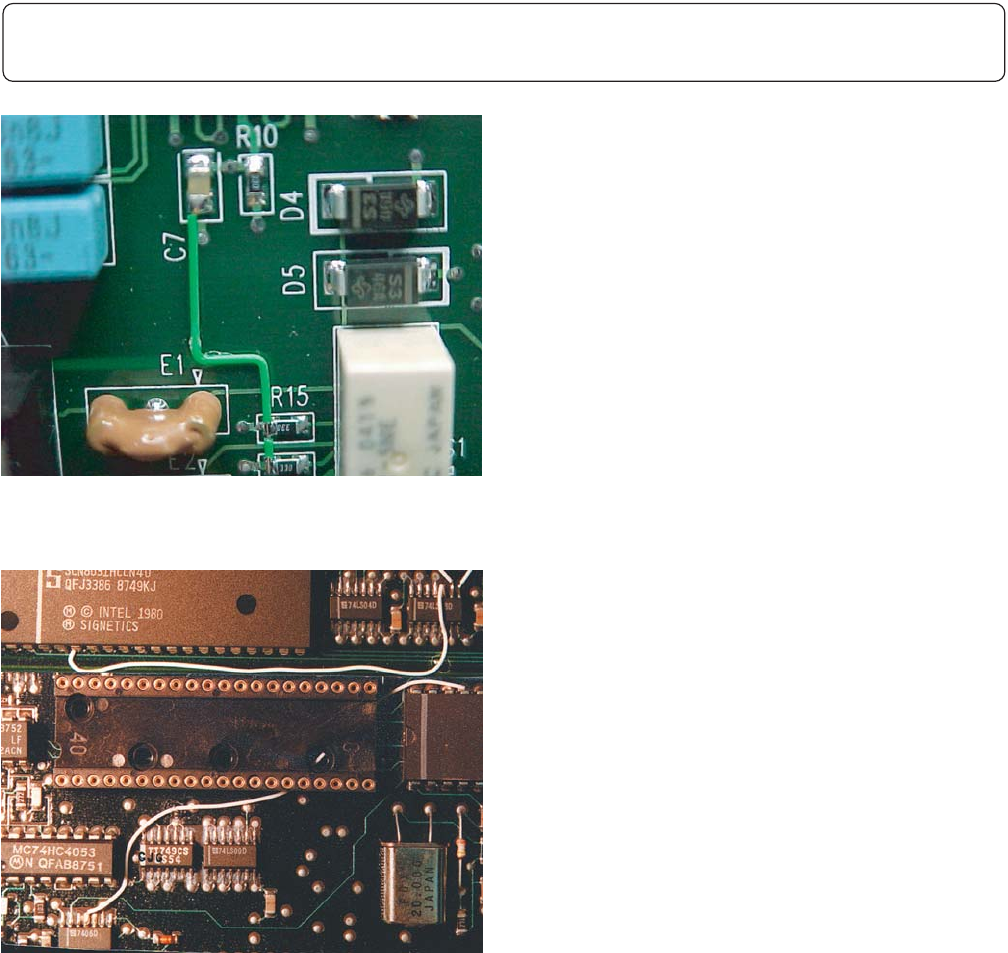
可接受 - 1,2,3级
• 导线不覆盖焊盘。
•更换元器件或测试时,导线有足够的余量允
许从无法避开的焊盘上移开。
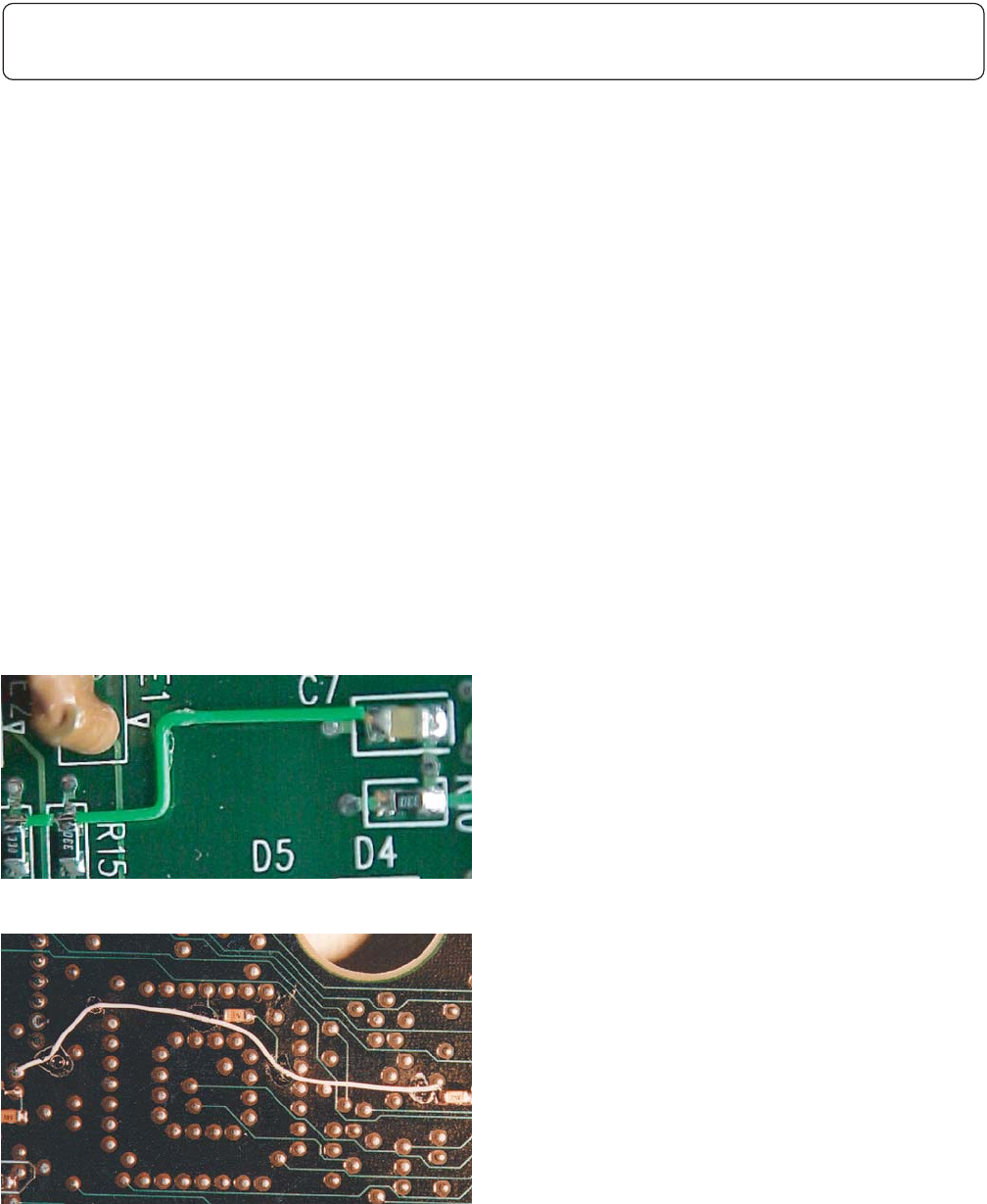
可接受 - 1级
制程警⽰ - 2,3级
•更换元器件或测试时,导线没有足够的余量
从无法避开的焊盘上移开。
• 穿过无法避开的焊盘或 元器件 引线或焊盘
区。
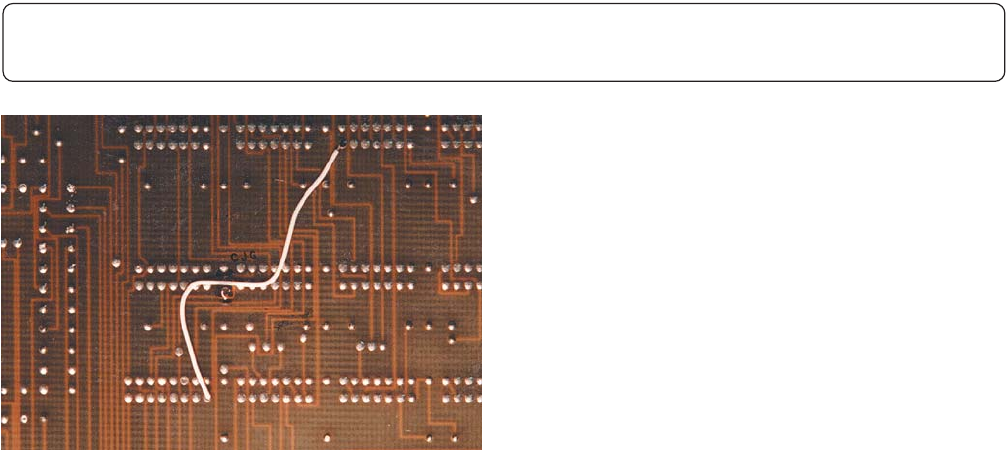
可接受 - 1级
缺陷 - 2,3级
• 导线跨越或穿过元器件。
• 导线悬空于板边缘或绕过板边缘。
注:当导线从元器件底下穿过时,要考虑困住
污染物的情况。而从元器件上面走线时,则牵
连到与散热器或高温元器件的接触以及射频应
用中的电气干扰问题。
图7-149
图7-150
7 通孔技术
7.5.2 跳线 – 布线(续)
7-69IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
跳线可用粘合剂或胶带(点状或带状)固定在基材(或整体热压板或机械零部件)上。所有粘合剂
在进行验收前必须已充分固化。在选择合适的固定方式时要考虑后续工艺的兼容性以及最终产品的
使用环境。
点胶固定的涂胶量要足以固定导线,却又不因过量而溢出到毗邻的焊盘或元器件上。
不应当将固定点安排在可拆卸或插在插座上的元器件上。当受限于设计因素时,固定方式要与客户
进行协商。
跳线不应当固定到任何可移动的部件上或与其接触。要在跳线所有拐弯的弯曲半径内加以固定。
可接受
- 1,2,3级
• 跳线按照工程文件所指定的间隔固定或者:
–在所有改变方向的位置进行固定,以限制
导线的移动。
–在离焊接位置尽可能近的地方固定。
• 跳线不要松到向上拉紧时,其延伸的高度超
过毗邻元器件的高度。
• 固定胶带/粘合剂不超出板子边缘或不违反
边距要求。
图7-152
图7-151
7 通孔技术
7.5.3 跳线 – 导线的固定
7-70 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
可接受 - 1级
缺陷 - 2,3级
• 跳线松弛,向上拉紧时延伸的高度超过毗邻
元器件的高度。
• 跳线未按要求固定。
• 固定胶带/粘合剂超出板子边缘或违反边距
要求。
缺陷 - 1,2,3级
•当使用粘合剂时,粘合剂未固化。
图7-153
7 通孔技术
7.5.3 跳线 – 导线的固定(续)
7-71IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE