IPC-A-610E CN2010年4月.pdf - 第179页
可接受 - 1级 制 程警 ⽰ - 2,3级 • 填充 表面 外 凸 ,并 且作 为表 7-4 的一个 例 外 , 由 于 焊 料 过 多致 使引线形状 不可 辨 识 , 只 要 在主面可 确 定引线 位于通 孔 中。 缺 陷 - 1,2,3级 •由 于 引线弯 离 正 常 位置 导 致 引线 不可 辨 识 。 • 焊 料 没 有 润湿引线 或 焊盘 。 • 焊 料 覆盖 不 符 合表 7-4 的要求。 图7-85 图7-86 图7-8…
7.3.5.1节至7.3.5.12节提供了支撑孔的焊接要求。无论采用何种焊接工艺,如手工焊接,波峰焊接,
通孔再流接等,本节要求均适用。
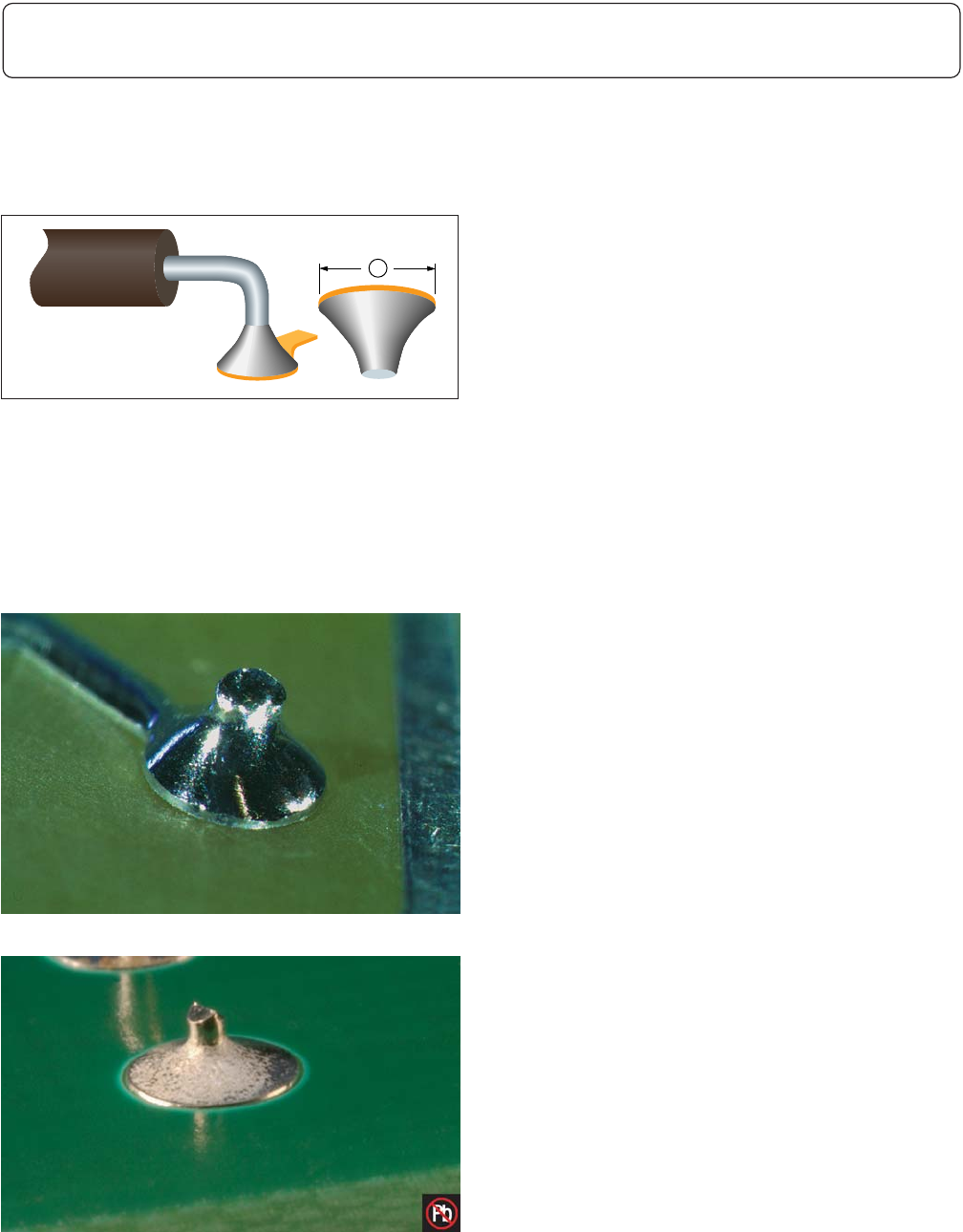
⽬标 - 1,2,3级
• 无空洞区域或表面瑕疵。
• 引线和焊盘润湿良好。
• 引线可辨识。
• 引线周围有100%焊料填充。
• 焊料覆盖引线,呈羽状外延在焊盘或导体上
形成薄薄的边缘。
• 无填充起翘的迹象,见5.2.11节。
可接受 - 1,2,3级
• 焊料内的引线形状可辨识。
1
图7-82
1. 焊盘区域
图7-83
图7-84
7 通孔技术
7.3.5 ⽀撑孔 – 焊接
7-40 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
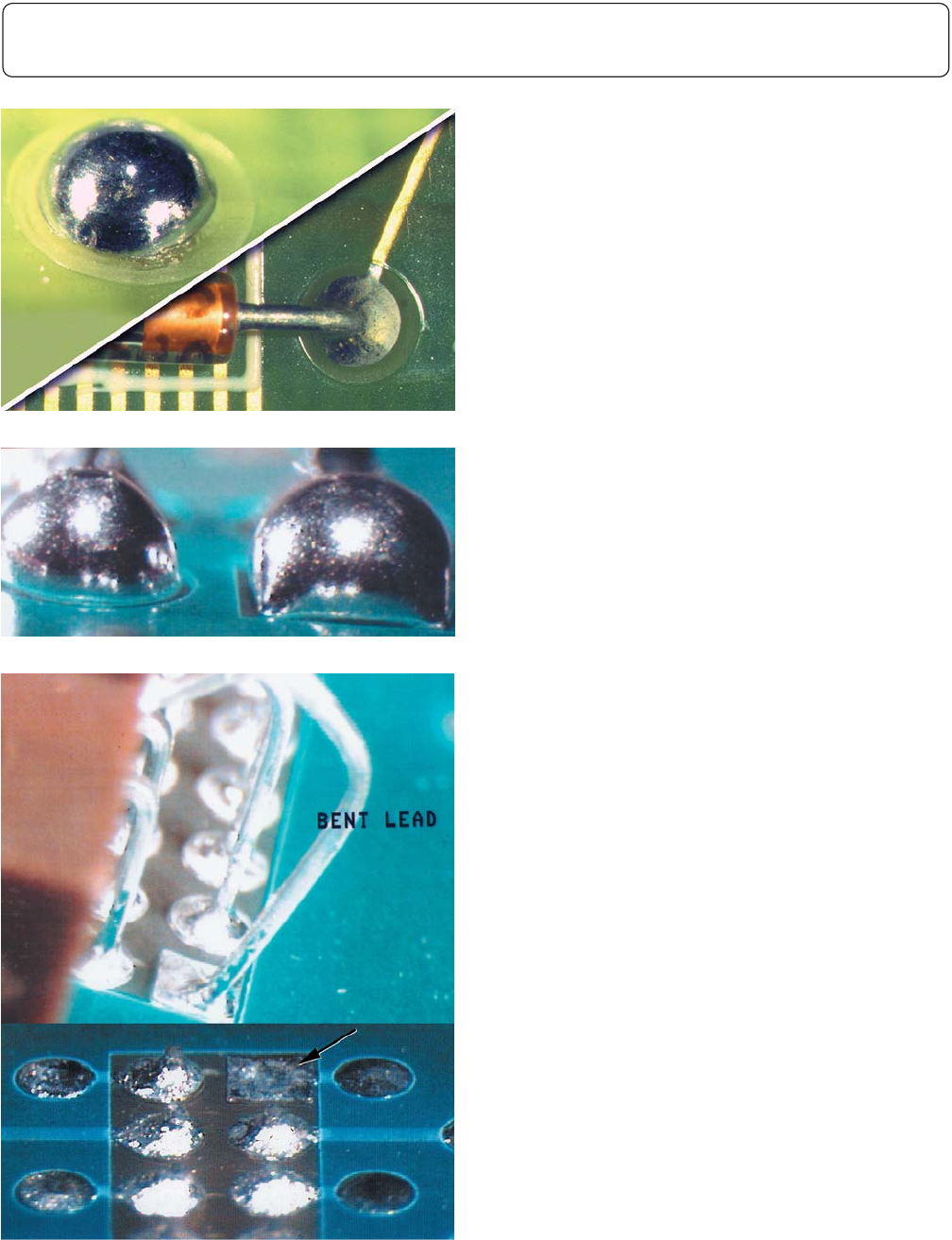
可接受 - 1级
制程警⽰ - 2,3级
• 填充表面外凸,并且作为表7-4的一个例外,
由于焊料过多致使引线形状不可辨识,只要
在主面可确定引线位于通孔中。
缺陷 - 1,2,3级
•由于引线弯离正常位置导致引线不可辨识。
• 焊料没有润湿引线或焊盘。
• 焊料覆盖不符合表7-4的要求。
图7-85
图7-86
图7-87
7 通孔技术
7.3.5 ⽀撑孔 – 焊接(续)
7-41IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
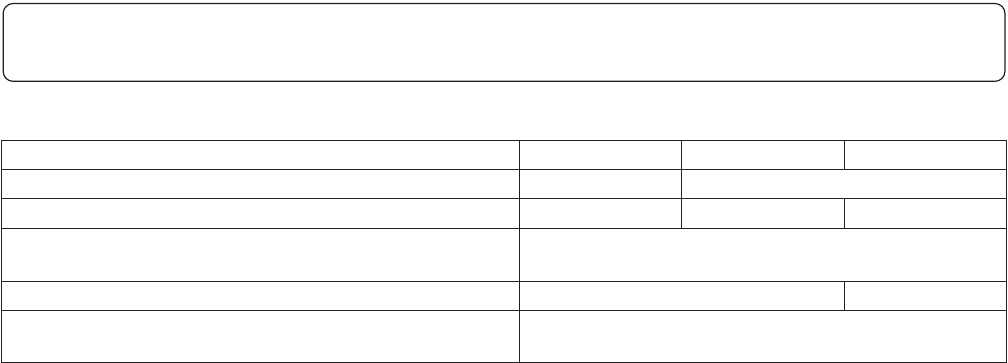
表7-4 有引线的镀覆孔-最低可接受焊点
1
要求 1级 2级 3级
A. 焊料的垂直填充
2,3
,见7.3.5.1节。 未建立 75%
B. 焊接终止面的引线和孔壁的润湿,见7.3.5.2节。 未建立 180° 270°
C. 焊接终止面的焊盘区域被润湿的焊料覆盖的百分比,见
7.3.5.3节。
0
D. 焊接起始面的引线和孔壁的填充和润湿,见7.3.5.4节。 270° 330°
E. 焊接起始面的焊盘区域被润湿的焊料覆盖的百分比,见
7.3.5.5节。
75%
注1:润湿的焊料指焊接过程中施加的焊料。对于通孔再流焊接,引线和焊盘之间可能没有外部填充的焊料。
注2:25%的未填充高度包括起始面和终止面的焊料下陷。
注3:2级产品的垂直填充,如7.3.5.1节的注释,可小于75%。
缺陷 - 1,2,3级
• 焊接连接不符合表7-4的要求。
7 通孔技术
7.3.5 ⽀撑孔 – 焊接(续)
7-42 IPC-A-610E-2010
2010年4月
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE