印刷机通用说明书(中英文版) 450+.pdf - 第111页
- 111 - 第七章 新增 功能介绍说明 Chapter 7 Introduction of the new fun ctions SPC系统简介及使用说明 SPC system introduction and operation 7.1 名 词 解 释 Noun explanation 用 PPPK 衡量 过程 能力, 要 求PPK>=1.67 才能 进入 量产 阶段 ,所 以又把 PPK 称为 初期能 力 指数。PPK通过…
- 110
-
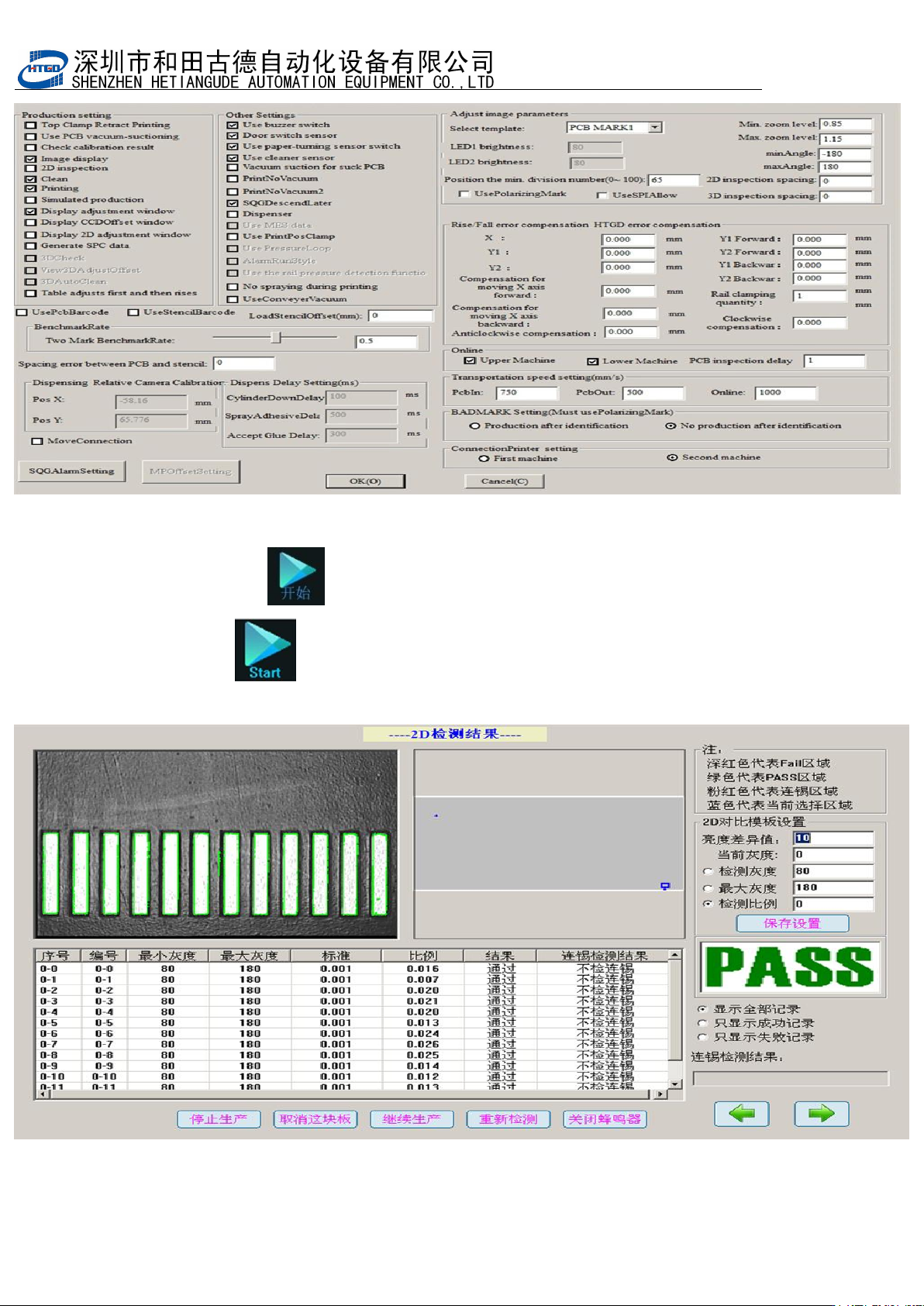
Pix 6-9(production setting interface)
12 点击开始按钮 进入生产状态。印刷完成后,显示检测界面。
Click “ ” (start) button to start production. The inspection interface will
display after the printing has been finished
图 6-10(检测界面)Pix 6-10(inspection interface)
- 111
-
第七章 新增功能介绍说明
Chapter 7 Introduction of the new functions
SPC系统简介及使用说明SPC system introduction and operation
7.1
名词解释 Noun explanation
用 PPPK衡量过程能力,要求PPK>=1.67 才能进入量产阶段,所以又把PPK称为初期能力
指数。PPK通过 PPU或 PPL的最小值来计算,计算公式 PPU=(USL-X-bar)/3s和 PPL=(X-bar-
LSL)/3s
Measure process capability by PPPK. When the PPK>=1.67, it can enter into mass
production stage. So PPK is called initial capability indices. PPk is calculated by the
minimum value of PPU or PPL. Calculation formula: PPU=(USL-X-bar)/3s and PPL=(X-
bar-LSL)/3s.
很多公司由于对过程能力的一知半解,往往只要求计算CPK的指数来衡量过程能力是否
足够,事实上进入正常生产后应该通过 Cp\CPK\PPK三个指数之间的差别来判断过程是否有
问题,如果有问题是管理上还是技术上有问题,Cp>1.33表明过程变差比较小,此时还要看
CPK,当Cp和CPK相差很大时表明过程有较大的偏移,需要做居中处理,再比较 CPK和 PPK,如
果两者相差不大表明受特殊因素的影响小,如果两者相差很大表明受特殊因素影响大。工序
在稳定状态下的实际加工能力,即在操作者、机器设备、原材料、操作方法、测量方法和环
境等标准条件下,工序呈稳定状态时所具有的加工精度,这时我们一般会通过CP、CPK、PP以
及PPK等参数作为一个评断标准.
Many companies often only require calculating CPK to measure whether the process
capability is enough because that they know a little knowledge of process capability.
Actually, after entering into normal production, whether the process has problems should
be judged by the difference between the three indices Cp\CPK\PPK. If it has problems,
where are the problems, the management or technology? When the Cp>1.33, it indicates
process variation is small. At this time it also should see CPK. When there is big difference
between CP and CPK, it indicates the process had large offset. It needs to do center
processing, and then compare CPK with PPK. If they have little difference, it indicates that it
is less affected by special factors. If they have big difference, it indicates it is affected by
special factors a lot. The process of actual processing capacity at steady state is affected i
special factors. Namely the operator, machinery equipment , raw materials, operating
method, measure method and environment and so on .The process shows the processing
precision when the stable state . At this time we usually do a judge standard by parameters
such as CP, CPK, PP, and PPK etc.
Cp:过程能力,仅适用于统计稳定过程,是过程在受控状态下的实际加工能力,不考虑过程
的偏移,是过程固有变差(仅由于普通原因产生的变差)的 6σ范围,式中σ通常用R-bar/d2
或者s-bar/c4来估计。所以过程能力是用过程在受控状态下短期数据计算的。因此又将过程
能力称为“短期过程能力”,实际中常将短期省略。这个指数只是针对双边公差而计算的,
对于单边公差没有意义。计算公式为:CP=(USL-LSL)/ 6σ.

- 112
-
Cp: Capability of process. It applies to statistical stable process. It is the actual processing
ability of process in a controlled state, regardless of the deviation of the process. It is 6σ
range of process natural variation (due to the common cause variation). In the formula, the
σ usually is estimated by R-bar/d2 or s-bar/c4 .So process capacity is calculated with
short-term data when the process in controlled condition. Therefore the process capacity
usually is called “short-term process capability”. In fact, short-term often be omitted. The
index is calculated only for bilateral tolerance. For unilateral tolerance, it does not make
sense. Calculation formula: CP=(USL-LSL)/ 6σ .
CPK:过程能力指数,是在过程有偏移情况下的过程能力,前提是要过程稳定且数据是正态分
布,而且数据应该在 25组以上(建议最少不要低于 20组,数据组越少风险越大),只考虑
过程受普通原因的影响。因为过程只受到普通原因变差影响是理想状态下的,从长期来说过
程总会受到各种特殊原因的影响,所以又被称为短期过程能力,也叫潜在过程能力。CPK通
过 CPU或 CPL的最小值来计算,计算公式:CPU=(USL-X-bar)/3σ和 CPL=(X-bar-LSL)/3σ.
CPK: Capability Index of Process, it is the process capability when the process has
deviation. Preconditions are that the process is stable, data is normal distribution and the
data should be above 25 groups (suggestion: at least no less than 20 groups, the less data
groups, the greater the risk), only consider the effect of process by common reason. It is the
ideal situation when the process is just affected by common reasons deviation. In the long
term, process is always affected by all kinds of special reasons. So it is also known as
short-term process capability, also called potential process capability. CPK is calculated by
the minimum of CPU or CPL. Calculation formula: CPU=(USL-X-bar)/3σ and CPL=(X-bar-
LSL)/3σ .