80S-2080F480F5.pdf - 第223页
SIPLACE 80S-20/F4/F5 User M anual 4 Single Functions 05/99 Issue from Software Version SR.405.xx 4.4 Single Functions: Transport 1 4 - 47 4.4.1.2 PCB to Out put Conveyor When th is functi on is s elected a board on the c…
4 Single Functions SIPLACE 80S-20/F4/F5 User Manual
4.4 Single Functions: Transport 1 05/99 Issue from Software Version SR.405.xx
4 - 46
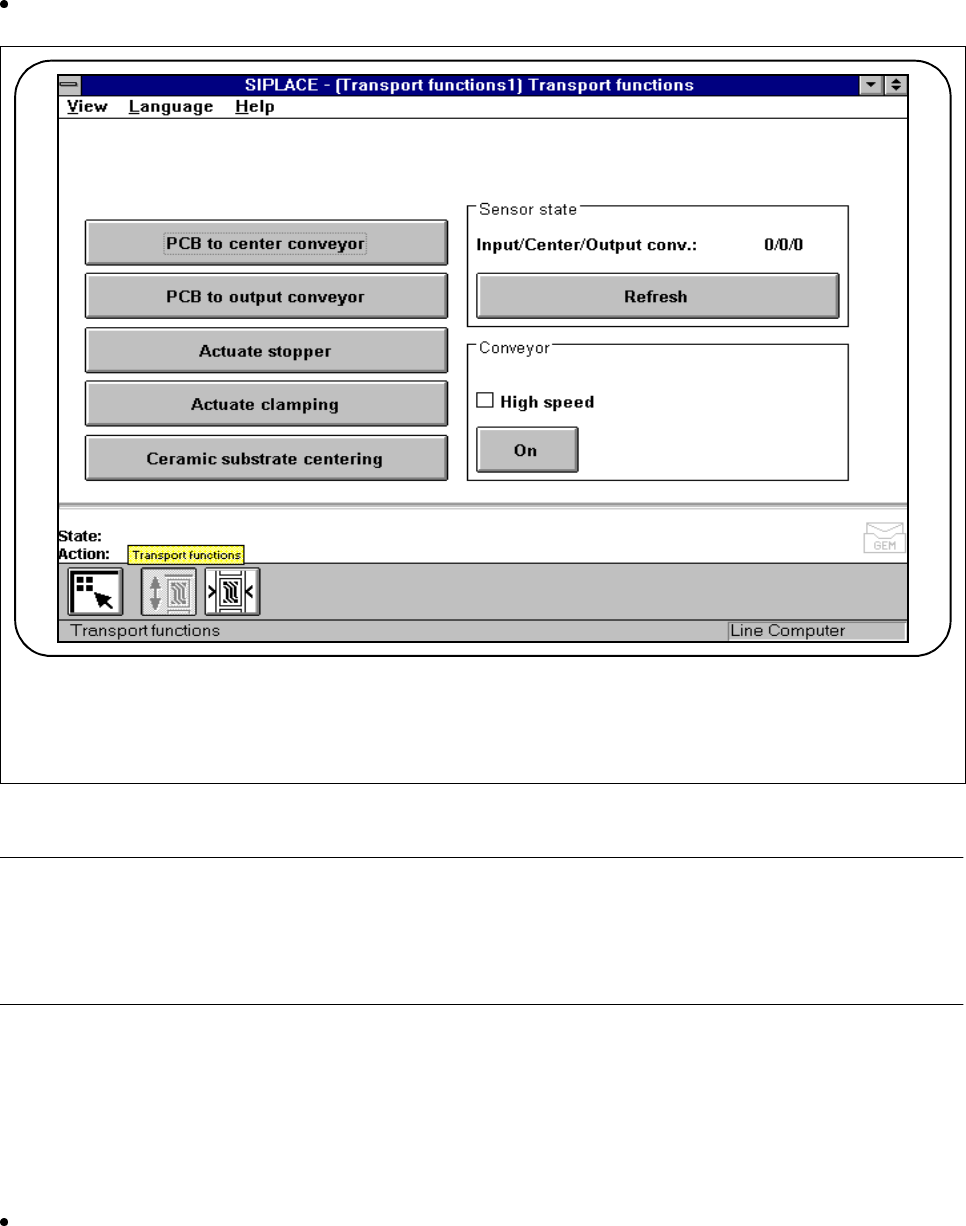
4.4.1 Transport Functions 1
The transport functions are used for checking and adjusting the functional modules of the board conveying
systems.
In the
PCB transport
screen click on the symbol button for
Transport functions.
Fig. 4.4.2 Transport functions
NOTE
With travel functions of the x or y axis the machine cover must be closed and to execute the function the start
button must be pressed. The gantries will in every case travel only at slow speed. The revolver head has been
programmed to travel at a slow speed.
4.4.1.1 PCB to Center Conveyor
When this function is selected a board on the input conveyor will be conveyed onwards to the center conveyor
where it is stopped and clamped.
Within the working area click on the PCB to center conveyor button. A board which is on the input con-
veyor will be conveyed onwards to the center conveyor where it will be stopped and clamped.
F
SIPLACE 80S-20/F4/F5 User Manual 4 Single Functions
05/99 Issue from Software Version SR.405.xx 4.4 Single Functions: Transport 1
4 - 47
4.4.1.2 PCB to Output Conveyor
When this function is selected a board on the center conveyor will be conveyed onwards to the output con-
veyor where it is stopped and clamped.
Within the working area click on the
PCB to output conveyor
button. A board which is on the center con-
veyor will be conveyed onwards to the station’s output conveyor.
4.4.1.3 Actuate Stopper
When this function is selected the stopper is extended.
Within the working area click on the
Actuate stopper
button. The stopper will be extended.
If you click on the button once more the stopper will return to its original position.
Further clicking on the button will repeat the sequence.
4.4.1.4 Actuate Clamping
When this function is selected the clamping is activated (if there is a board on the conveyor it will be clamped).
Within the working area click on the
Actuate clamping
button. Board clamping will be activated.
If you click on the button once more the clamping device will return to its original position.
Further clicking on the button will repeat the sequence.
4.4.1.5 Ceramic Substrate Centering (Option)
When this function is selected ceramic substrate centering is activated (if there is a board on the conveyor it
will be clamped).
Within the working area click on the
Ceramic substrate centering
button. Clamping will be activated for
ceramic substrate centering.
If you click on the button once more the clamping device will return to its original position.
Further clicking on the button will repeat the sequence.
NOTE
See also Section 11.6.
4 Single Functions SIPLACE 80S-20/F4/F5 User Manual
4.4 Single Functions: Transport 1 05/99 Issue from Software Version SR.405.xx
4 - 48
4.4.1.6 Sensor State - Refresh
When this function is selected the current state of the ultrasonic sensors will be displayed (1 = responded;
0 = not responded). The input conveyor (input), center conveyor (center) and output conveyor (output) are
interrogated.
Within the
Sensor state
working area click on the
Refresh
button. The current state of the sensors at the
board conveyor will be displayed in the
Sensor state
working area.
4.4.1.7 Conveyor - High Speed
With this function the two different speeds of the conveyor belts can be checked and if necessary adjusted at
the half-bridge board in the servo unit. When this function is selected you can specify either a high or a low
speed for the conveyor speed.
NOTE
The belts must be empty.
The input conveyor only travels at high speed.
Click on the
High speed
check box.
Once the check box has been activated, click on the
On
button and the conveyor belts will be run at the
higher speed.
If the check box has been deactivated, click on the
On
button and the conveyor belts will be run at the
lower speed.