3OM-GXH-1使用说明书.pdf - 第284页
6 - 59 0603 - 001 2.2 运行参数 2.2.2 前后工序模式设定 在 “运行参数” 选项卡中, 按 [前后工序模式设定] Tab, 显示以下选项卡。 Fig.3F46 “前后工序模式设定”选项卡

6-580603-001
[7] 垃圾箱满预告
预告数、停止数
由元件数据库的元件供给数据 ( 料带传送、传送间距、种类 ) 决
定的统计数计算碎屑量,进行碎屑满箱预告及装置的停止处理。
设定“预告数”及“停止数”。
Note
数据设定为“0”时,料带碎屑满箱预告机能为无效。
关于垃圾箱的统计数
料带碎屑的统计根据使用元件而不同。
[8] 元件排出箱满预告
预告数
设定“预告数”。
[9] 切割器动作设定
切割器 1、2、3、4
对各切割器的动作设定以下項目。
机能设定
从以下选择各切割器的机能设定。
不切割
吸取后切割 ( 长度指定 )
搬送时切割 ( 长度指定 )
搬送时切割 ( 毎次 )
长度指定[毫米]
指定切断各切割器料带的长度。
减速指定
从以下选择减速指定。
不减速 10% 减速 20% 减速 30% 减速 40% 减速
50% 减速 60% 减速 70% 减速 80% 减速 90% 减速
2.2 运行参数
6-590603-001
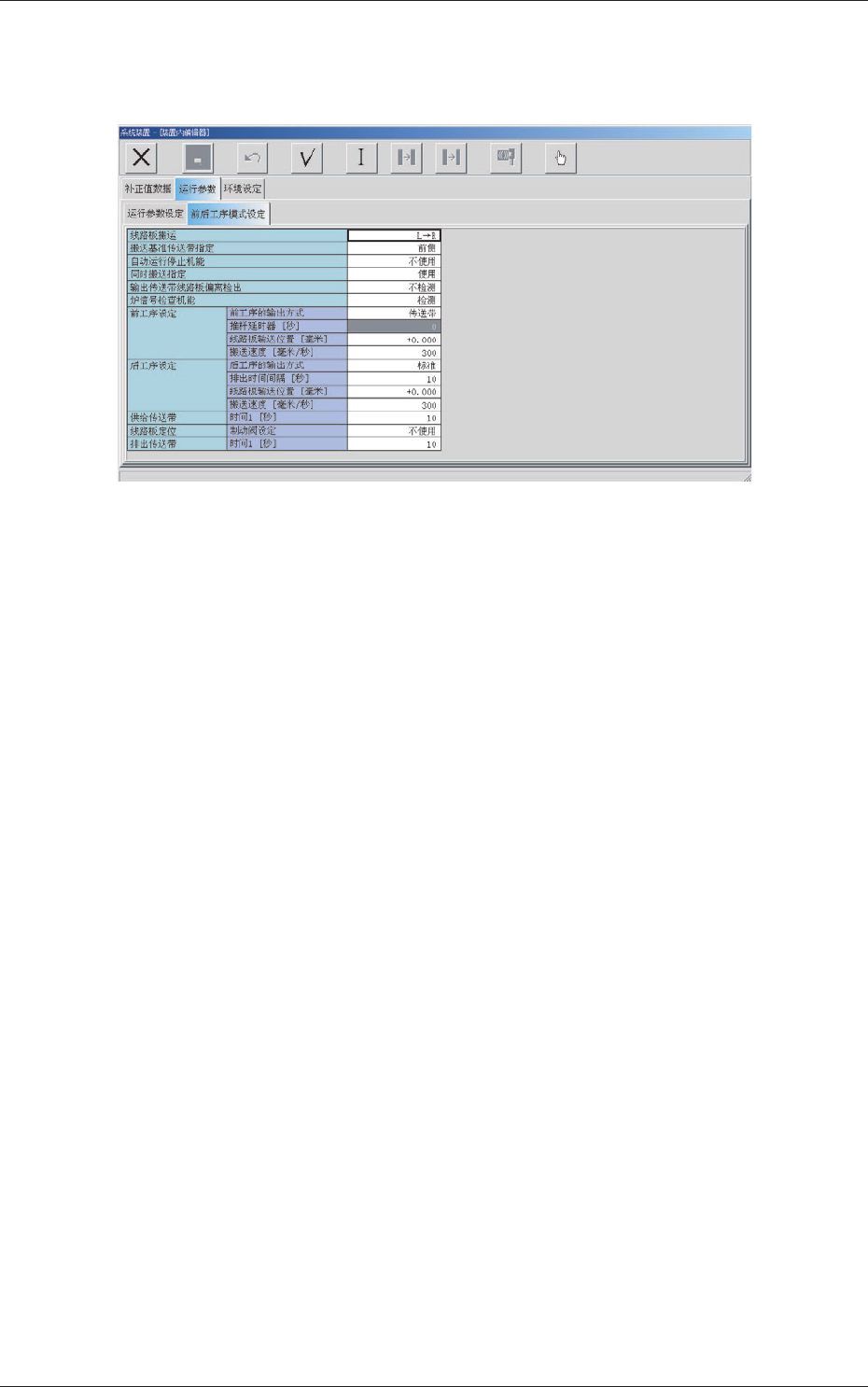
2.2 运行参数
2.2.2 前后工序模式设定
在“运行参数”选项卡中,按[前后工序模式设定]Tab,显示以下选项卡。
Fig.3F46 “前后工序模式设定”选项卡
6-600612-002
2.2 运行参数
[1] 线路板搬运方向
从以下选择线路板的搬运方向。
L → R
: 线路板从左向右移动。
R → L : 线路板从右向左移动。
Note
变更设定时,需要再次进行原点复位操作。
[2] 搬送基准传送带指定
从以下选择搬送基准传送带指定。
后侧 : 将搬送基准指定为后侧。
前侧 : 将搬送基准指定为前侧。
[3] 自动运行停止机能
设定是否使用自动运行停止机能。
自动运行停止机能设定为“使用”时 ( 标准 )
在装置上一块线路板也没有的预置状态下,通过“启动”按钮
“ON”进入自动运行,从前工序搬送线路板等待的“待机中”时,
检测出前工序运行中信号 OFF 并持续该状态 2 秒种后停止运行。
装置上没有线路板,并且前工序没有处在自动运行时,基于线
路板不可能送过来,没有必要继续自动运行。
处理装置上的线路板后,在装置上没有一块其他未处理线路板
的状态下,将处理完毕线路板向后工序排出完成时,前工序为
运行停止状态时自动停止。
Note
(a) 连接其他公司的装置,有时也不动作。
(b) 将“前工序的输出方式”或“后工序的输出方式”设定
为“SMEMA”时,不能使用该功能。