SIPLACE Vision Customer_en.pdf - 第203页
Vision data management OFF Is Vision Data Management disabled so you can see ONLY the teaching data of the ’system camera’ and you could delete them to reset to standard recognition. Vision data management ON Is Vision D…
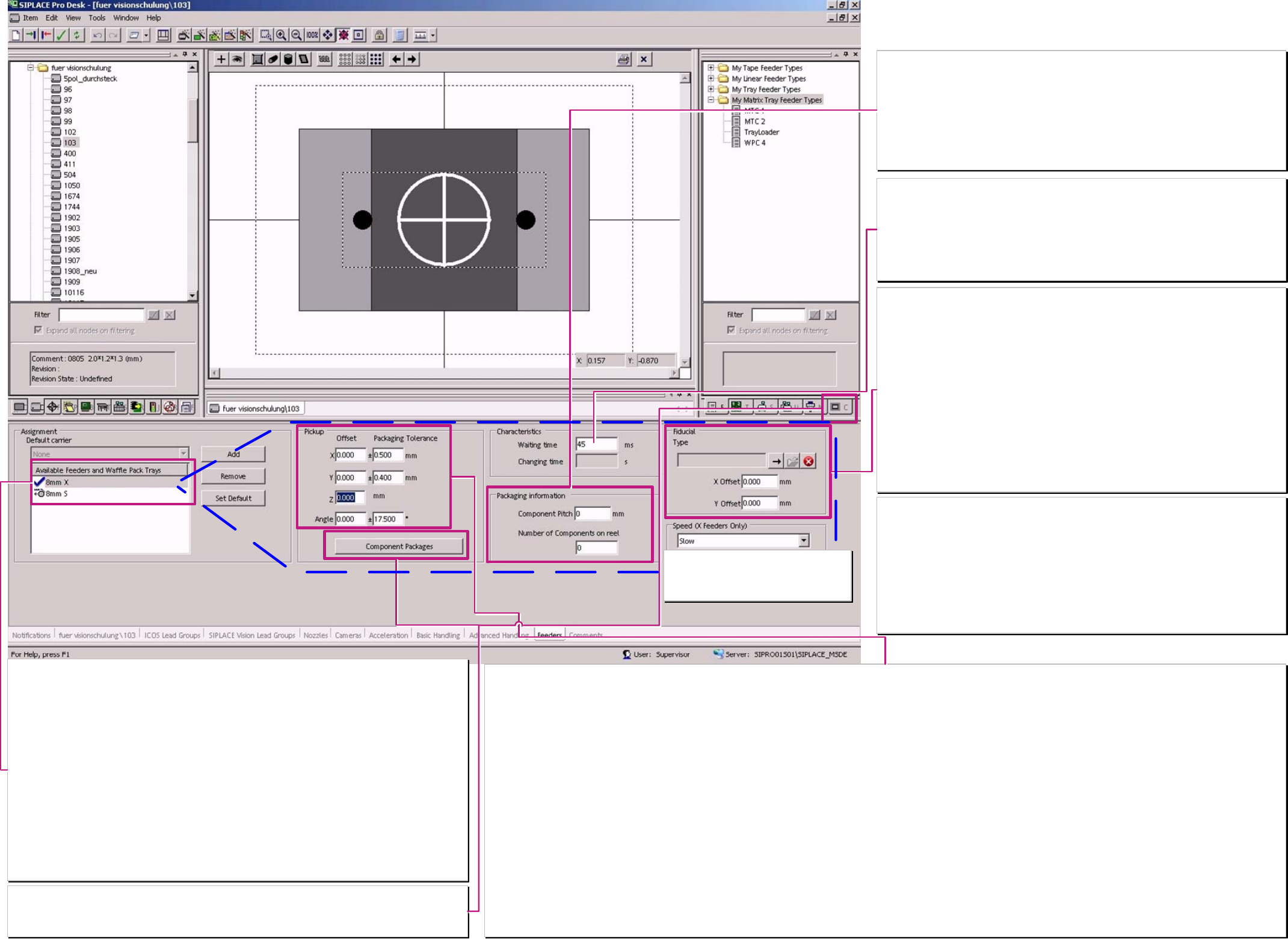
Default feeder for the component shape.
Here is the default feeder of the component shape defined. Is a feeder allocated to a component so this
one has priority for use.
X-Feeder:
This feeder series is the only one fast and precise enough feeding the components for the C&P 20 head.
All types of tape, and linear feeders (Stick magazines) are available since 2007.
S-Feeder:
need on X-machines comp. tables with the mechanical, electrical S-Feeder interface.
Blue marking tick
label the default feeder of the component shape. This is to program ‘Set default’ button if more than one
feeder is available in program.
Unfortunately, you could not select default feeder for the two series, S- and X- configuration, separately.
EL Electrical Feeder:
could be continually used up to S27 or F5HM machines.
Stick magazines (4,5) / 9,5 / 10 / 15 / 30mm:
requires the linear – vibration feeder base – available for S and X- comp. table.
Other special feeder:
see therefore feeder programming over view or the respective user manual.
Component packaging:
Here is a special programming for a customized feeder allocated to a basic feeder type:
Pickup offset, Pickup tolerance, Pickup angle, Waiting time pickup could be reused calling this
‘customized feeder name.
Pickup offset
This pickup offset at X/Y orientation is considered at set up optimization and at the pickup with the placement head. For large comp. shapes which come close to the size of the field of view
this offset influence the calculation the max. possible pickup tolerance.
Moving the nozzle contact position change also the pickup offset because it is automatically considered in the feeder pickup position at SC/MC 505.xx and 6xx.
Pickup tolerance
The Pickup offset should not influence essentially the placement shadow of tiny, of identical high components. Therefore it is recommended that the material thickness of the nozzle is the
maximal allowed exceed. At the easiest this is to recognize at the nozzle programming. Measure this material thickness with 2 Cursor positions an the nozzle extent and at the vacuum
channel. To keep the reject rate in acceptable low range the pickup tolerance should not be programmed essentially lower than 0,2mm.
For larger components you could check the varity of the component position in the tape or feeder
Please Note for Comp. As wide as camera field of view: SIPLACE Pro use only 1 Pickup tolerance (the maximum one) for the calculation of overall Component shape size!
Z-offset
Is here entered a positive Z-Offset so the machine expect that the comp. higher and calculates for a dynamic profile that move not so far down with full acceleration / speed.
Pickup offset angle
This angle value is considered in the set up optimization. Enter here the pickup angle in 90° steps if the component position in the feeder deviates from the comp. shape 0° programming
position.
Do not try to correct the pickup error of a thoughtless pickup angle programming with ’Orientation’. This lead to polarity errors on symmetrical integrated circuit comp. shapes respectively a
remarkable time lost because of multiple measurements.
Pickup tolerance angle
This tolerance influence mainly the measurement time at Shield recognition if it is set to values above 10°. Than the search algorithms for the large searching area of the corner recognition
last extremely long and influence the placement rate.
Please consider for connectors that this angle tolerance is programmed with an respective large Y-pickup tolerance. Otherwise some features along the long X-dimension came out of the
search range of the Y-direction – this lead to the Error message ‘search area too small –not all features found’.
Characteristics
Waiting time
Waiting time for the comp. transport at linear feeder – as long as this waiting time runs no
pickup access is done to this feeder.
The set up optimiztion consider this time also for tape feeder allthough the station use a type
specific fix waiting time.
See also the Feeder chart – with module images and short descriptions.
---.
Packaging information
previously they where used for filling level check and Setup center. Now this is transmitted to
X-feeder and since 603 to S-feeder for feeder control.
Component Pitch
is the transport step of the components in the tape.
The programmed pitch sent for SIPLACE Pro is used at the X- and the S-Feeder for default
pitch. The operator could change this on the station if required.
Number of components on the reel
Information for filling level check and Setup center.
Fiducial (feeder position recognition fiducial)
Here are NO programmings or adjustments necessary!!!
for X- feeder
is the comp. length 1,1mm (0402) or shorter so is from the comp. shapes data a comp. pocket
geometry created. This is used for optical feeder position recognition at 8mm X-feeder of the
respective track at the first scheduling of the production recipe.
for S-feeder
Feeder pos. recognition with pocket fiducial is used for 0201 3x8mm S feeder or
3x 8mm SL feeder and for components which are 0,6mm (0201) or shorter.
Feeder pos. recognition with feeder fiducial is used for 0201 3x8mm S feeder or
3x 8mm SL Feeder and if the comp. length exceeds 0,6mm but the comp.-width is smaller
0,8mm (0603).
Feeder pos. recognition with feeder fiducial is used for 3x 8 mm Standard and 2x8mm S-
feeder if the comp. width is 0,8mm or smaller.
If S- or X-feeder have larger components NO feeder position recognition is executed.
Component shape Feeder
X- feeder speed
Here 3 different transport speed levels for
the X- Feeder could be selected & and
scheduled to the feeder.
X/Y-Pickup tolerance calculated value set by SIPLACE Pro at programming:
If one of the dimensions X
Nom
or Y
Nom
is
smaller 2,0mm the pickup tol. X/Y 0,5mm is set
smaller 5,0mm & both are larger 2,0 mm the pickup tol. X/Y 0,7mm is set
smaller 9,0mm & both are larger 5,0 mm the pickup tol. X/Y 0,95mm is set
smaller 35,0mm & both are larger 9,0 mm the pickup tol. X/Y 1,3mm is set
If both dimensions X
Nom
and Y
Nom
are
larger 35,0 mm the pickup tol. X/Y 1,8mm is set.
The ‘calculated default’-pickup angle tolerance is defined from SIPLACE Pro for the same
dimension steps.
A programing overview about process reliability Editon for SIPLACE Pro 5.0 extended for 5.2
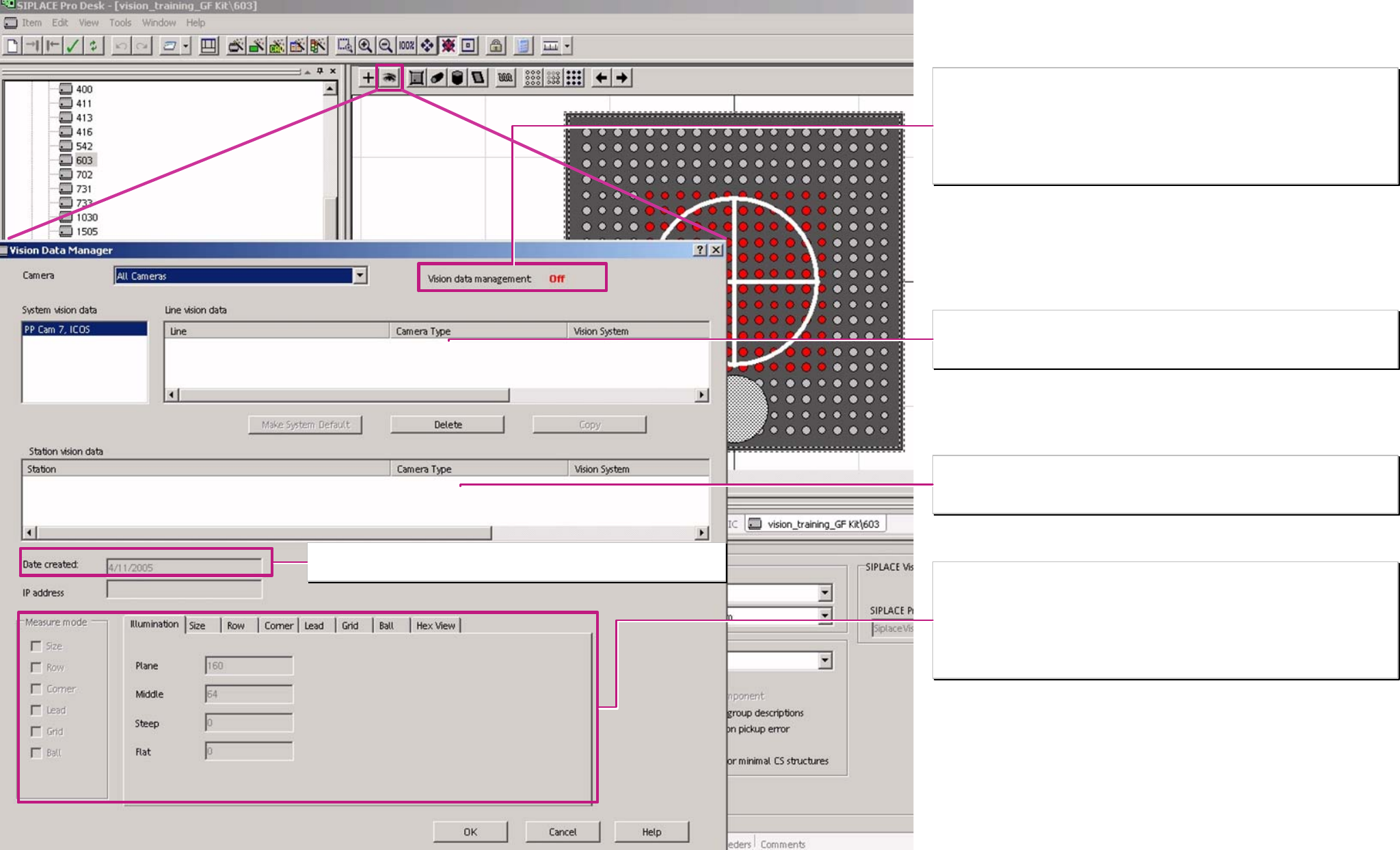
Vision data management OFF
Is Vision Data Management disabled so you can see ONLY the teaching data of the ’system
camera’ and you could delete them to reset to standard recognition.
Vision data management ON
Is Vision Dat Management enabled so you can see the teaching data of the cameras, which
are allocated for the line or the station.
It is possible to allocate the system camera data only for a line or a station.
Component shape Vision data
Creating date or last date of changing
For SIPLACE Vision cameras is this the ONLY information which is shown in VDM!!
Illumination and Parameter settings to the different measurement methods
For ICOS cameras are the parameter for optical centering shown if only one parameter was
changed and saved at teaching.
(this is not valid for Ball centering steps used for BGA recognition.)
For SIPLACE Vision cameras you see only the last date of changing.
Component camera data for the optical centering of this component shape (only with Vision
data management ON) allocated to a certain line.
It might be a ICOS camera as well as a SIPLACE Vision camera
Component camera data for the optical centering of this component shape (only with Vision
data management ON) allocated to a certain station.
It might be a ICOS camera as well as a SIPLACE Vision camera
A programing overview about process reliability Editon for SIPLACE Pro 5.0 extended for 5.2
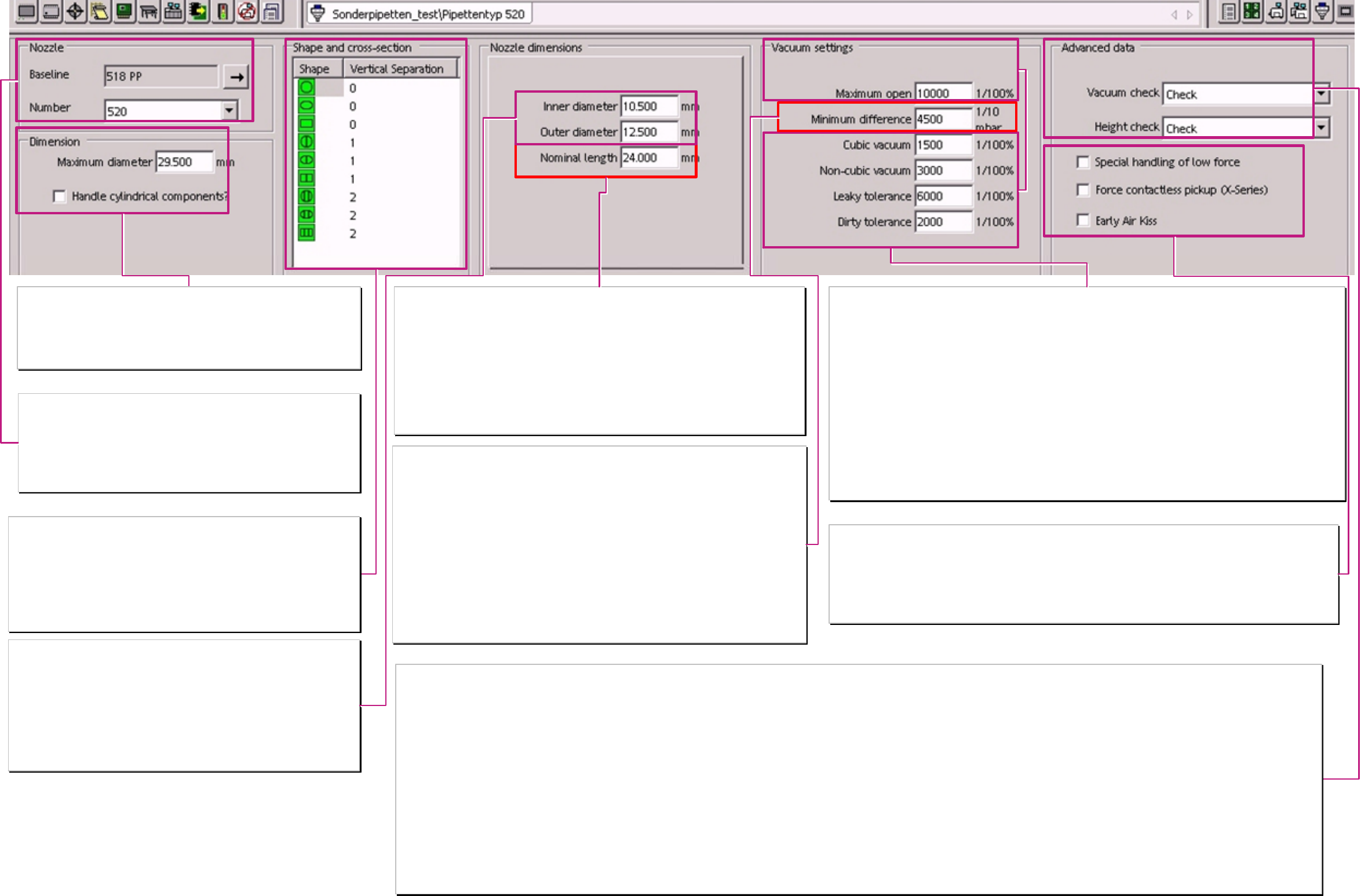
Nozzle
Base(nozzle)line
If a 5xx nozzle is to create the ‚Base nozzle’ have to be taken from this series too.
As a work around the programming values of another series could be written into
each single programming window.
Number(of nozzle)
this is the type number for the customized nozzle at SIPLACE Pro or station.
Nozzle programming for customized Nozzles
Dimension (Nozzle)
With this maximal (nozzle) diameter the definition is done for the SIPLACE Pro
Optimizer. It defines if the nozzle 5xx fit to the nozzle magazines or not.
Handle cylindrical components?
With this flag are set the functions for the handling methods of MELF components
(e.g. Pickup position correction OFF).
Shape and cross section ( of top of the nozzle)
Shape
This shape simplifies the programming at the SIPLACE Pro desk.
This shape (&dimensions) is NOT used for nozzle scanning. It is for a better
estimation of the programmer at SIPLACE Pro for the placement process.
Vertical separation
this programming is also for a better estimation on the placement process.
The programmer could recognize if a tiny component could be sucked into the
nozzle.
Nominal length
This value depends on the setting of the parameter ‚Height check’! Is one of the following setting
selected:
>’Disabled’ The nozzle length is NOT measured during the reference run. Therefore, the
programmed length of the nozzle is used for the Z-height during positioning
gantry axes respectively for the Z-height at pickup, centering, and placement.
> ’Enabled’ The nozzle length is measured during the reference run. The measured nozzle
length is used at placement process. The programmed value could be longer
than the real nozzle is.
> ’Check’ The nozzle length is measured during the reference run. The measured nozzle
length have to fit to the programmed nozzle length. This measured and
checked value is used for pickup -, centering -, and placement height.
Nozzle dimensions
Round Nozzles show here only diameter dimensions. Other shapes of Nozzles
(oval/ rectangular) show here length and width dimensions too.
The Programming and Darstellung is only for the orientation of the SIPLACE Pro
Programmers.
Inner length defines the whole (longest) length of the sucking opening.
Outer length defines the real outer edge of the nozzle (in X-direction).
Beneath the nominal length parameter.
Inner width defines the whole width of the sucking opening.
Outer width defines the real outer edge of the nozzle (in Y-direction).
Vacuum settings
These values depend on the nozzle type. The definitions of the single values change also because of the placement head
type:
Max. Vacuum open here is (except at C&P20) entered with 10000 (1/10 mbar) the theoretical maximum vacuum.
At C&P20 is here the ’maximum’ value(diference) for Vacuum open for this specific nozzle programmed.
This defines the limit to the 0mbar controller state for environment pressure.
Cubic Vacuum At the C&P placement heads not used.
At TIWN / P&P-heads the component presence is checked with this percentage value with a vacuum
test.
(This value is tinier than ‚Vacuum Not cubic’)
NON cubic Vacuum At C&P12/6 for the vacuum based component presence check used.
Not used at C&P20.
At TWIN/P&P the check of the vacuum value for this threshold at the pickup moment starts Z-axis
upwards after pickup.
Leaky tolerance for Percentage value of programmed air kiss level at the placement moment for the TWIN / P&P head.
An air kiss value at this percentage threshold of the programmed Air kiss at the placement moment
starts the Z-axis upwards after placement. For C&P-heads this value is not used.
Dirty tolerance This programming is not used for any placement head.
Minimum Difference
here is the typical vacuum difference between open and closed state for the nozzle opening
programmed.
The Vacuum measurement for nozzle recognition is generally executed at reference run and this is
also done for the C&P20 head and for nozzles with vacuum difference of 10mbar or more.
> ’Disabled’ here you could enter 0 mbar; e.g. at grippers (590 nozzles) which have no vacuum
suction opening. No vacuum measurement is executed at reference run and at
placement, no component presence check (based on vacuum) is tested.
> ’Enabled’ here is a minimum vacuum difference value programmed. At reference run the
measurement result is surely above this limit. The measurement result is NOT taken for
calculation of the vacuum check based - component presence check.
> ’Check’ this minimum, programmed value is surely exceeded at the vacuum check in reference
run. Otherwise the nozzle is displayed for error ‚Vacuum difference too tiny’.
Only here is a component presence check on vacuum test base possible after pickup or
before placement.
Advanced Data
Here in this extension, ‘Advanced’ Data, is the kind of placement head check for the reference run set.
Vacuum check
The kind of vacuum check of the nozzle is set, which is the base for the component presence recognition with vacuum check at the placement sequence.
(at C&P20 heads a vacuum check is executed at reference run but no component presence check based on a vacuum test.)
> ’Disabled. No vacuum check executed during the reference run or at SITEST. Therefore, it is also no comp. presence check possible based on vacuum tests during placement.
> ‘Enabled’ A vacuum check is executed during the reference run or at SITEST. The measured value is accepted like measured and from this result the ‘Vacuum NOT cubic’ is taken. BUT NO component presence
is possible, because the measured Vacuum diference could be too tiny for component presence check!!!
> ’Check’ The vacuum check is executed during the reference run. The measured value have to exceed the ‚Minimum difference’ for the vacuum difference open and closed. Otherwise, an error message is
displayed and the nozzle has to be changed.
Height check
The machine uses the measured nozzle length for nozzle type - and for height recognition of placement head.
> ‘Disabled’ This could be programmed for grippers or nozzles where a part of the nozzle move into the component opening (connector) The programmed length of the nozzle has to be as long as it works on the
component.
> ‘Enabled’ here a very long nozzle length could be programmed which guarantee that the nozzle do not ouch too hard on the transport rail at height reference run. The system accepts the nozzle length for placement
like measured.
> ‘Check’ The nozzle length and the head height is measured during reference run when the nozzles touch onto the transport rail. The nozzle length result may deviate about 0.4mm (C&P20 0,2mm) from
programmed value.
Handling setting
Special handling of low force Here the setting done for placements with lowest placement force of 0.5-0.9N of the TWIN-
head. (This is a special construction (SOKO) for a special adjusted TWIN-placement head).
It is also used for 0402mm(01005) ‚special’ placement with 905 nozzles on D1/2/4.
Force contactless pickup (X-series) At C&P-heads of the X-series such a nozzle would pick up all kind of components
contactless.
early air kiss Not to program for any special nozzel on any kind of placement heads
A programing overview about process reliability Editon for SIPLACE Pro 5.0 extended for 5.2