MAN00000772_SI-G200BB_SVCPDFA.pdf - 第250页
Calibration HLGB-1031 1-01 Pickup Position Setup SHEET 6/9 6 Click the Head button to move the head away from the pickup position. This is completion of acquir ing the XY position data of Z106. 7 Perform teaching of XY p…
Calibration
HLGB-10311-01
Pickup Position Setup
SHEET
5/9
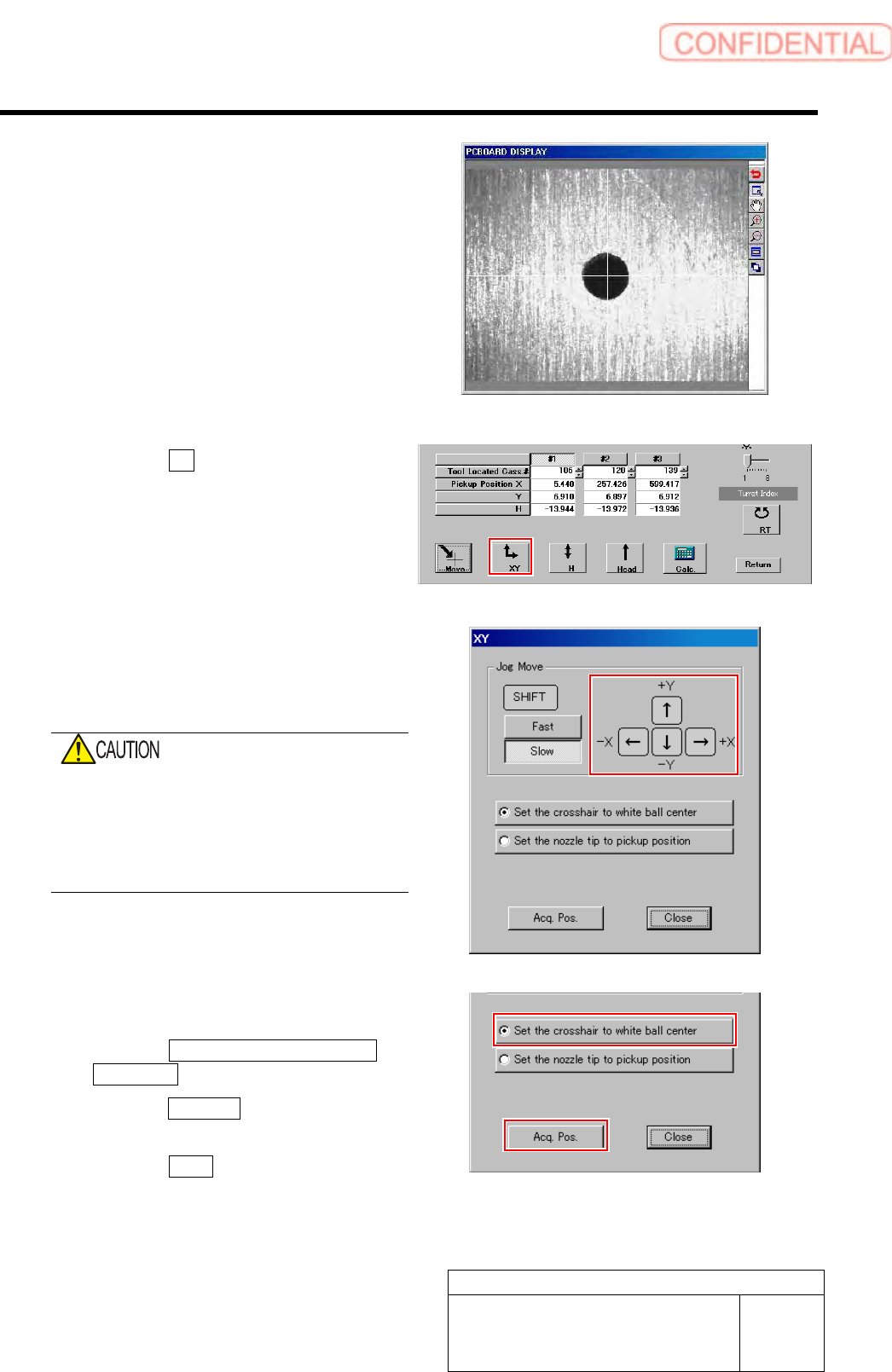
4 Set the cross hairline to the pickup point
while checking the PARTS DISPLAY
window.
1. Click the XY button on the Front/All
Cass. Pos. Teaching by Tools screen.
XY screen is displayed.
2. Press the cursor key to jog move the
head until the hole in the end of the
pickup point jig is positioned on the
crosshair on the PARTS DISPLAY.
When checking on the PARTS DISPLAY with
the screen being small, discrepancy of hole
center may not be found.
Be sure to expand the window of the PARTS
DISPLAY to enlarge the displayed image and
check the hole center.
5 Acquire the XY position after positioning.
1. Click the Set the crosshair to white
ball center button.
2. Click the Acq. Pos. button on the XY
screen to acquire XY position.
3. Click the Close button to close the XY
screen.
Calibration
HLGB-10311-01
Pickup Position Setup
SHEET
6/9
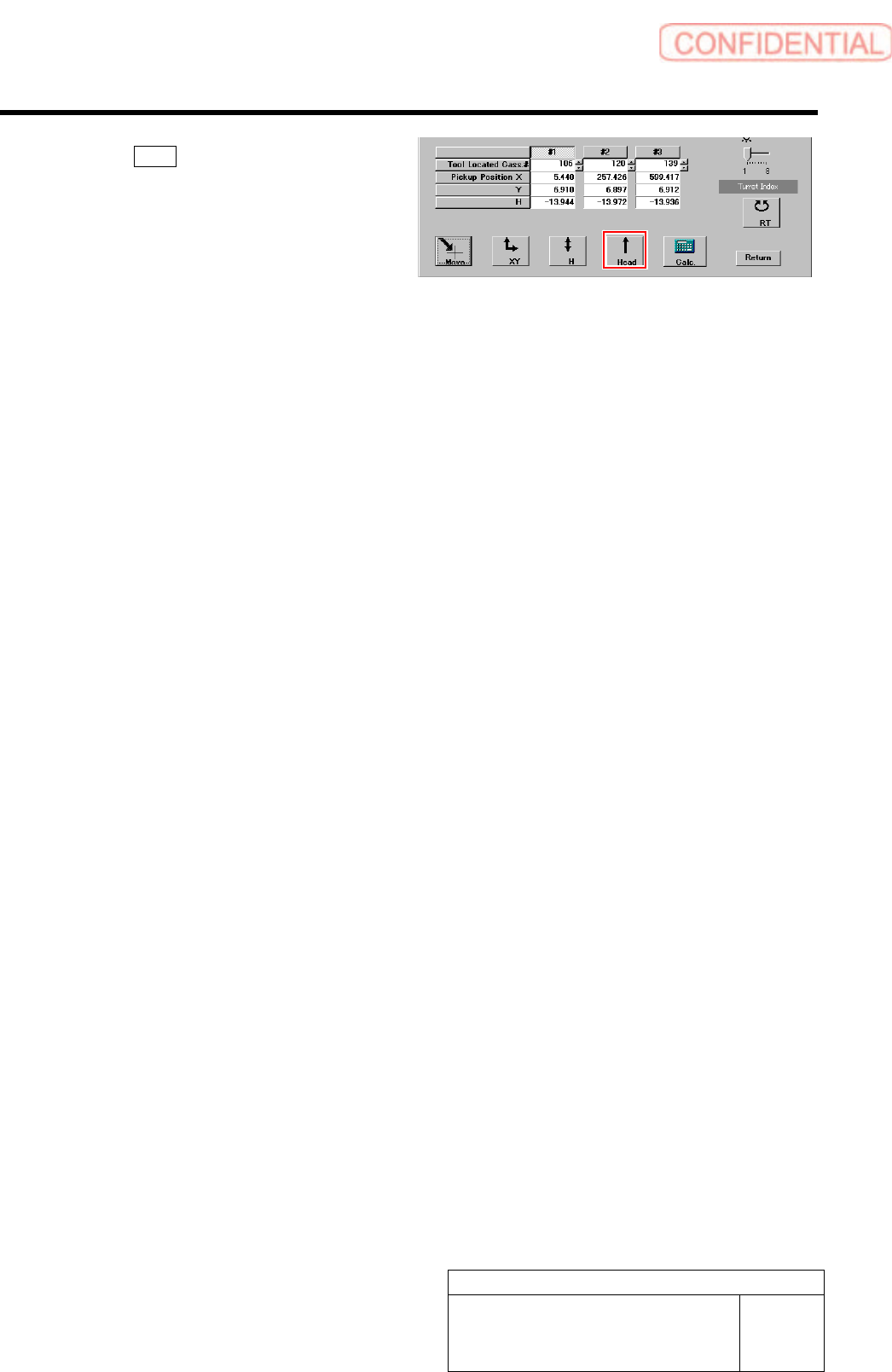
6 Click the Head button to move the head
away from the pickup position.
This is completion of acquiring the XY position data
of Z106.
7 Perform teaching of XY positions on Z120
and Z139 by the same procedure.
Calibration
HLGB-10311-01
Pickup Position Setup
SHEET
7/9
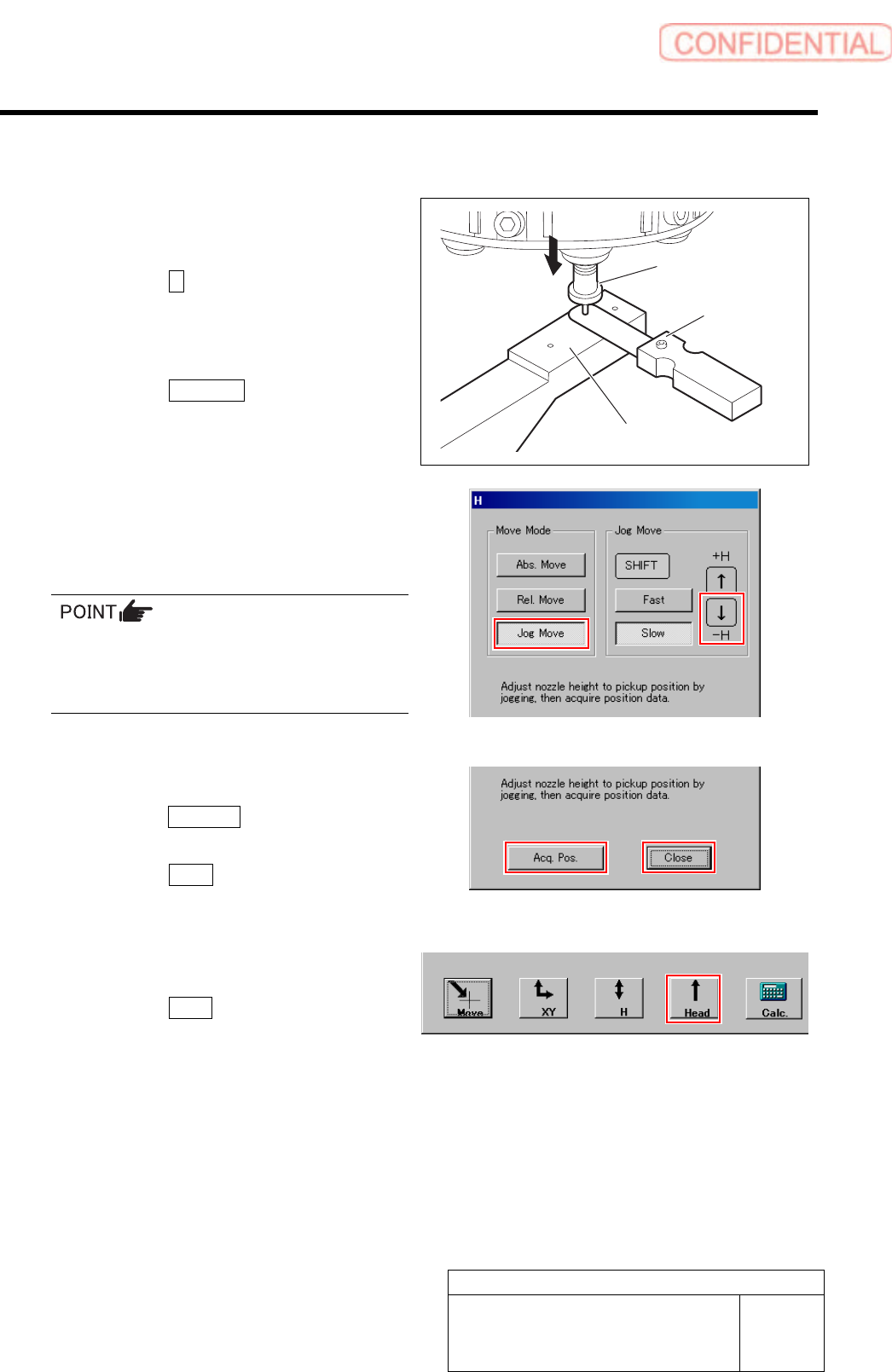
[H Position Data Teaching]
1 Lower the length reference nozzle jig to a
height of 0.03mm above the pickup point jig.
1. Click the H button on the front and
cassette position whole teaching
screen.
H screen is displayed.
2. Click the Jog Move button.
3. Press the downward cursor key to
lower the H axis until the gap between
the length reference nozzle jig and
pickup point jig becomes 0.03mm.
4. Check that thickness gauge of 0.03mm
is inserted into the gap, and thickness
gauge of 0.04mm is not inserted.
・ Use a thickness gauge with the same
thickness as the “spacer thickness” input in
the Front/All Cass. Pos. Teaching by Tools
screen.
2 Acquire the H position after positioning.
1. Click the Acq. Pos. button on the H
screen to acquire H position of Z106.
2. Click the Close button to close H
screen.
3 Move the head away.
1. Click the Head button to move the
head away from the pickup position.
This completes acquiring H position data for
Z106.
Length reference
nozzle jig
Thickness gauge
Pickup point Jig