MAN00000772_SI-G200BB_SVCPDFA.pdf - 第632页
5. Optional TFGB-10101-0 1 SI-G200 (B Head) Overview SHEET 17/20 5-2 POP / Package On Package (Optional) When POP ( optional) is us ed, parts can be m ounted on a part m ounted on a P WB. In order to m ount parts with PO…
5. Optional
TFGB-10101-01
SI-G200 (B Head) Overview
SHEET
16/20
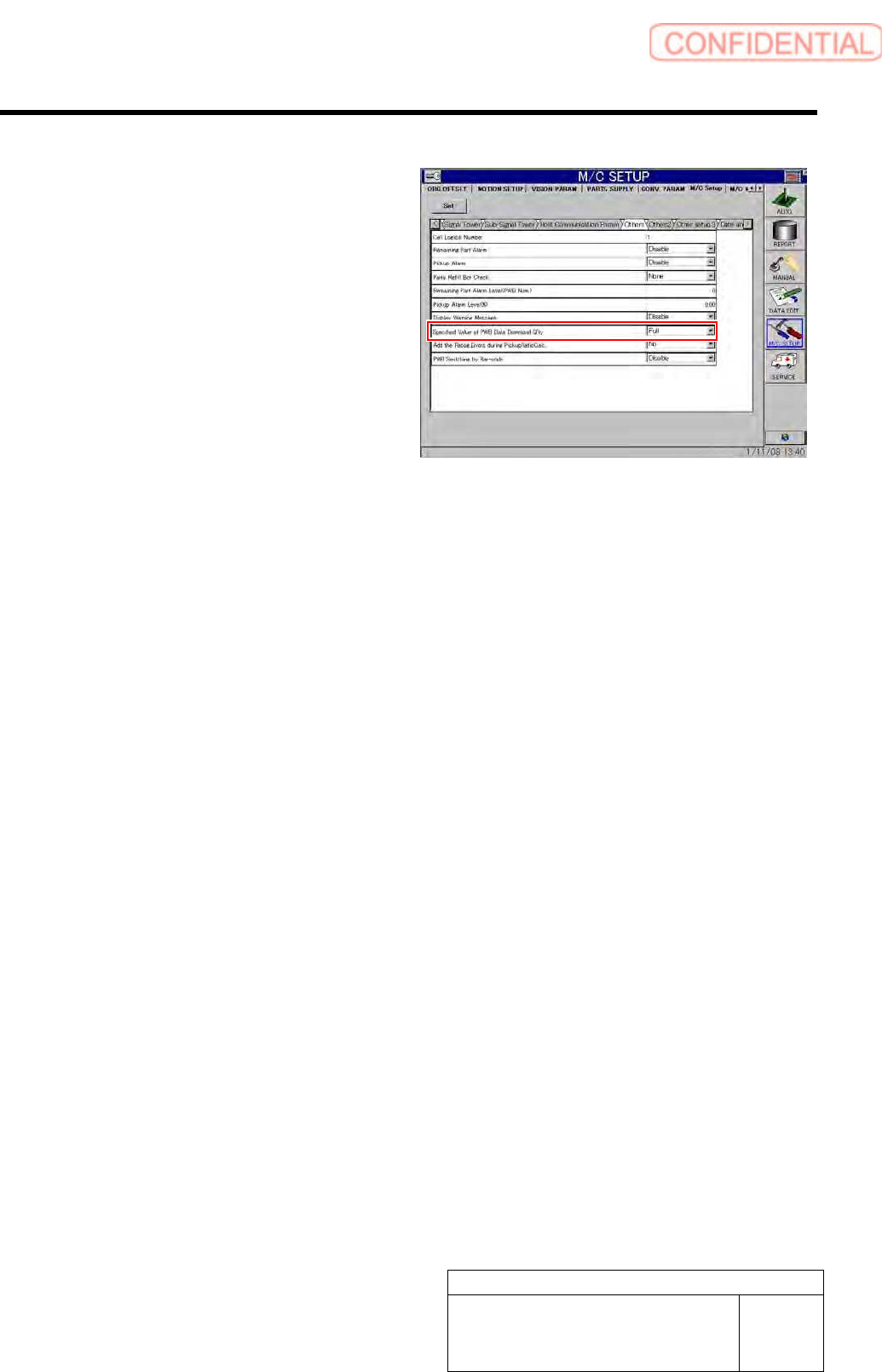
[Setting for the Number of Remaining Parts When a Machine Is Switched to Another]
- Follow the setting for “Specified Value for
Remaining Parts When Machine Model
Data Is Downloaded” in “Other Settings”
displayed after “Machine Setup” and
“Equipment Setup” have been selected in
this order.
However, when the supply section
information (pitch X and Y, origin X and Y,
and quantity X and Y) of the supply section
of the switched machine is the same as that
of the original machine, it is judged that
there was no change in the supply section,
and the number of remaining parts is kept as
it is by the switched machine.
5. Optional
TFGB-10101-01
SI-G200 (B Head) Overview
SHEET
17/20
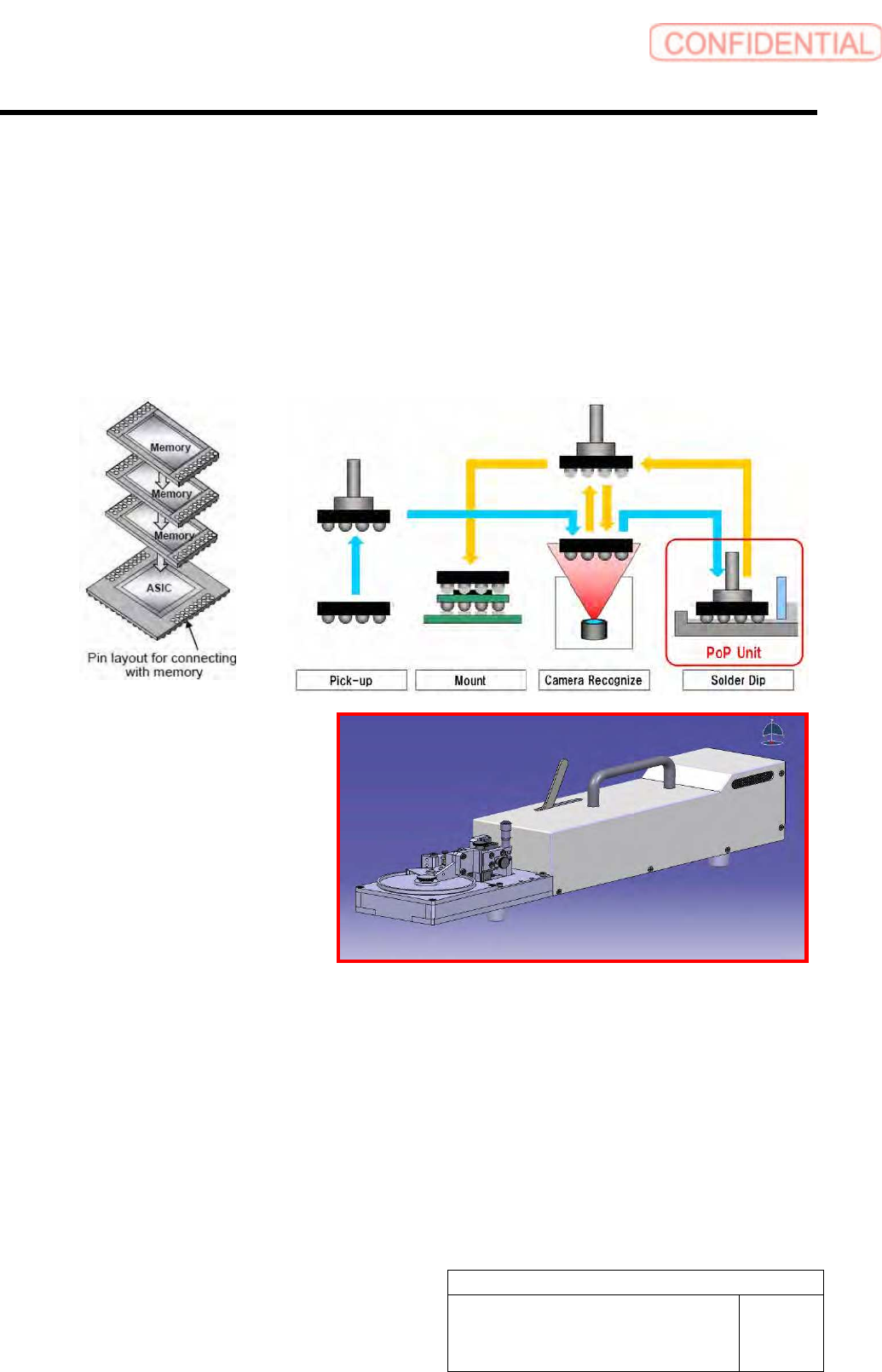
5-2 POP / Package On Package (Optional)
When POP (optional) is used, parts can be mounted on a part mounted on a PWB. In order to mount parts
with POP used, it is necessary to install the cassette interface and dip unit.
[Basic Operation]
According to part data, apply solder to a picked up part, and then mount the part on the coordinate position
specified by machine model data. It is necessary to install the solder application unit in the supply section.
Time for part recognition to be conducted needs to be selected among “before solder application,” “after
solder application,” and “before and after solder application.”
<Recognition of Alignment Marks of POP Parts>
- Alignment marks of the second and later parts mounted on the first part are recognized at the beginning
of the path in which POP parts are mounted. This recognition is excluded from the alignment mark
recognition when a PWB is carried in.
<Mounting of POP Parts>
- With multiple POP parts picked up, solder can be applied to each of the parts.
- POP parts that are mounted on the same location in one path cannot be picked up.
- POP parts are mounted in the high-Accuracy mode.
- For solder application operation, the data registered in motion data of part data is used.

5. Optional
TFGB-10101-01
SI-G200 (B Head) Overview
SHEET
18/20
- When part recognition has been conducted before flux application, compensation of aligning the center
position of a part when it moves to the dip unit position with the center position of the application is
performed.
- When it has been judged by the pickup check after application that there is no part, parts may remain in
the dip unit, and, therefore, the process stops as an error.
- When a recognition error has occurred for parts for which pickup check is not conducted after
application, it is assumed that parts remain in the dip unit, the process stops as an error.
- When handling data on machine models on which POP parts are mounted, you cannot continue
automatic production while shortage of parts occurs. (If you change the setting, it will be ignored.)
- Simulation and aging modes can be executed without installing the dip unit.
- The retract position of the head when an error has occurred in the dip unit is the same as the standby
position when shortage of parts has occurred.
[Items to Be Set]
ON/OFF of use of the
application unit
It is set whether the application unit is used when parts are mounted.
ON: The application unit is used.
OFF: The application unit is not used.
Override during the H axis
descent for the application unit
The override is set when the H axis descends. (The setting for the overall override
is applied to this item.)
Setting range: 1 to 100 [%]
Override during the H axis
ascent for the application unit
The override is set when the H axis ascends. (The setting for the overall override
is applied to this item.)
Setting range: 1 to 100 [%]
Descent stationary time for the
application unit
The stationary time of the head at the height of application is set.
Setting range: 0 to 32,767 [msec]
Application unit position
offset X
The amount of fine adjustment of the application position in the X direction is set.
Setting range: -9999.999 to 9999.999 [mm]
Application unit position
offset Y
The amount of fine adjustment of the application position in the Y direction is set.
Setting range: -9999.999 to 9999.999 [mm]
Application unit height
offset
The thickness of solder printed in the application unit is entered.
Setting range: -9999.999 to 9999.999 [mm]
Flux thickness The push-in amount when solder is applied is entered.
Setting range: 0 to 9999.999 [mm]
Recognition-conducting timing
for the application unit
Part recognition timing when the application unit is used is selected.
0: Parts are recognized before flux is applied.
1: Parts are recognized after flux is applied.
2: Parts are recognized before and after flux is applied.