SI-G200MK7_操作说明.pdf - 第119页
操作篇 电子零件贴装机 SI-G200MK7 系列 1-51 2.4.3 轨道宽度调整 [ 操作功能 ] 依照机种资料的基板尺寸自动调整轨道宽度。 依顺序点击 自动生产 菜单→ 机种切换 标签,会出现以下的画面。 图 2.4.3-1 自动生产- 机种切换 点击 轨道宽度调整 键, 会出现以下的对话框。 图 2.4.3-2 轨道宽度调整 在 轨道宽度 文本框中, 表示现行机种的轨道宽度。 电源开启后不执行轨道宽度调整的原 点回复时, 确认…
操作篇
电子零件贴装机 SI-G200MK7 系列
1-50
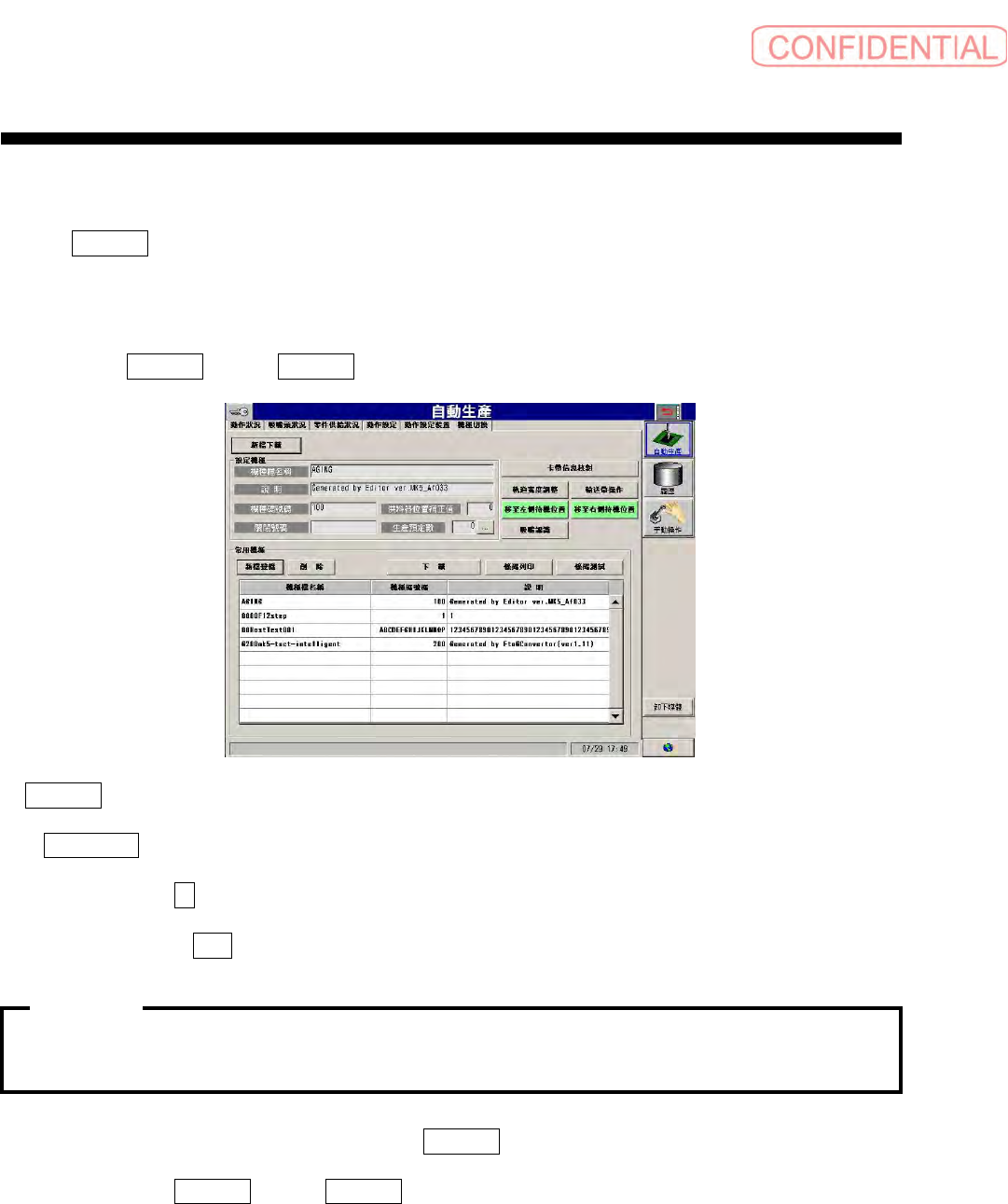
2.4.2.3 经常使用机种的条形码打印及条形码读取器下载
[操作功能]
执行 常用机种 条形码印刷时,仅以条形码读取器的操作即可切换机种。
使用条形码读取器执行机种切换时,需要另外设定。
[操作顺序]
依顺序点击 自动生产 菜单→ 机种切换 标签会出现以下的画面。
图
2.4.2-3 自动生产- 机种切换
在 常用机种 的明细内,以鼠标对准点击印刷条形码的机种文件行, 此行的颜色会反白, 变成选择状态。
点击 条形码打印 键, 显示确认用对话框。
在条形码印刷时点击 OK 键, 将选择文件的机种资料名称及机种号码的条形码以列表机印列。
中止条形码印刷时点击 取消 键, 对话框会消失。
使用打印条形码执行机种切换时, 显示操作面板于 机种切换 画面中。将条形码器对准于条形码后, 请按条形
码器的触发开关。
读取的机种信息可在 机种切换 画面的 设定机种 框内显示, 下载机种文件。
机种码号码使用英文全角(A~Z)、数字( 0~9)、记号( - ,空格、$、/、+、%、句号) 以外的文字时,
其机
种码无法打印。
注意:
操作篇
电子零件贴装机 SI-G200MK7 系列
1-51
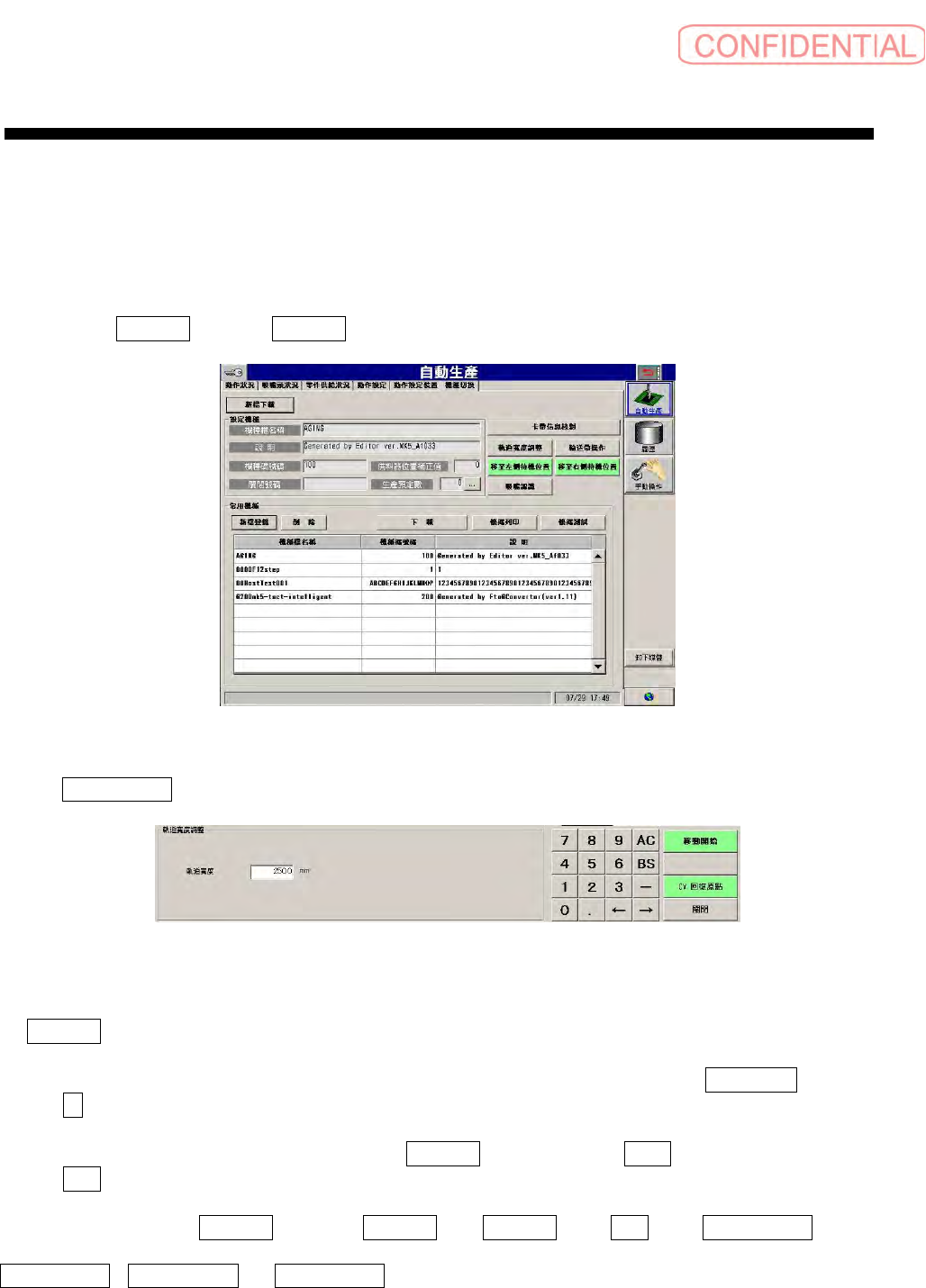
2.4.3 轨道宽度调整
[操作功能]
依照机种资料的基板尺寸自动调整轨道宽度。
依顺序点击 自动生产 菜单→ 机种切换 标签,会出现以下的画面。
图
2.4.3-1 自动生产- 机种切换
点击 轨道宽度调整 键, 会出现以下的对话框。
图
2.4.3-2 轨道宽度调整
在 轨道宽度 文本框中, 表示现行机种的轨道宽度。
电源开启后不执行轨道宽度调整的原点回复时,确认在SI-G200MK7 内部无基板后,点击 CV原点复原 后按操作
面板的 OK 键, 执行轨道宽度调整的原点复原。
依机种资料的基板尺寸自动调整轨道宽度时,点击 移动开始 后按操作面板的 START 键,执行自动调整轨道宽
度点击 结束 键,对话框消失。
变更轨道宽度时,点击 自动生产 菜单→ 动作设定 → 基板搬送 框的 调整 键。 轨道宽度调整 对话框
会出现
绝对坐标移动 相对坐标移动 微调动作移动 的轨道宽度变更方法。详细请参照“ 2 . 2 . 2 基板搬送设
定( 1 ) 轨道宽度的调整”。
操作篇
电子零件贴装机 SI-G200MK7 系列
1-52
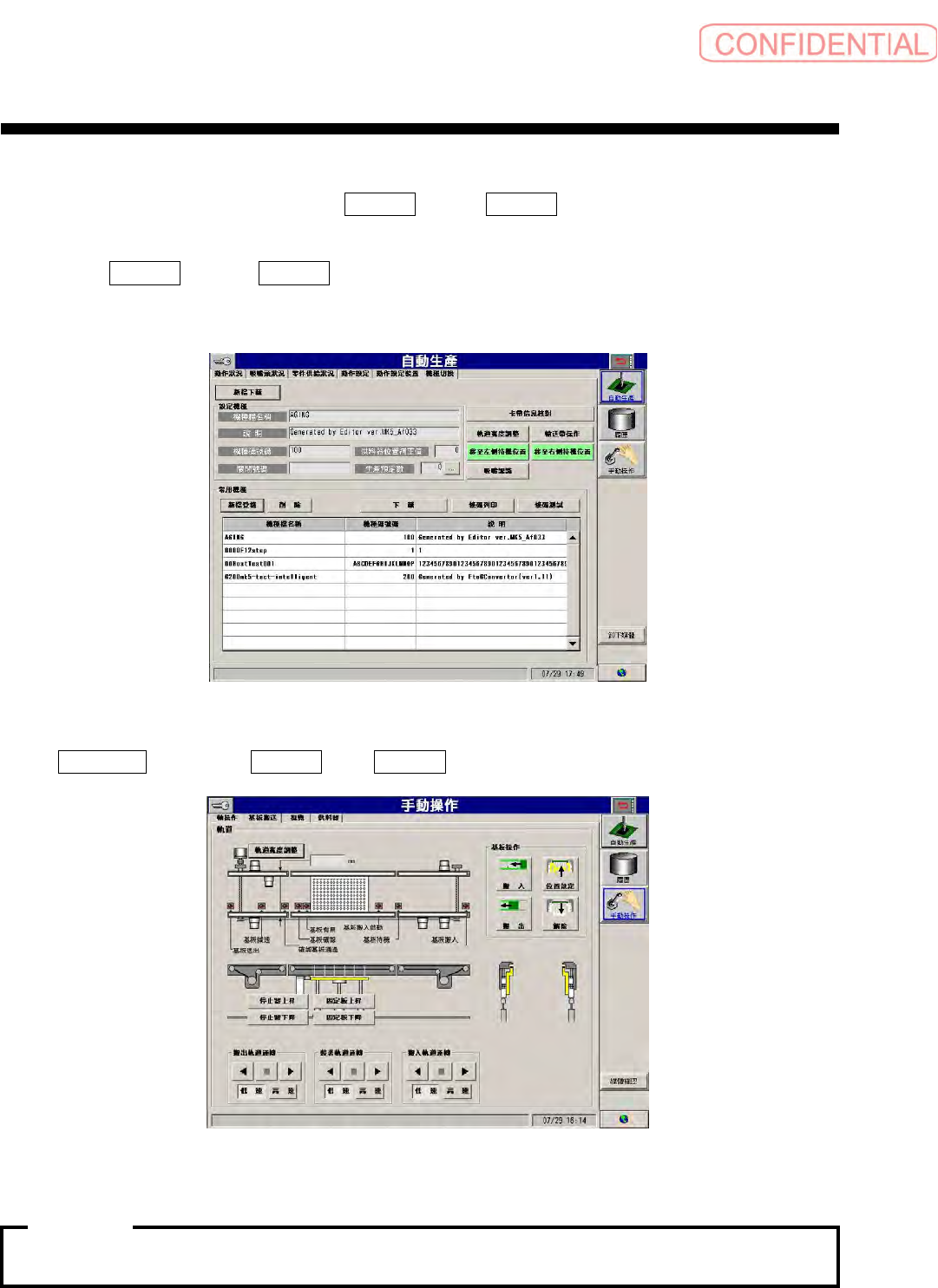
2.4.4 输送带操作
[操作功能]
执行机种切换时的基板搬入· 搬出操作。与 手动操作 菜单的 基板搬送 内容相同。
[操作顺序]
依顺序点击 自动生产 菜单 → 机种切换 标签, 会出现以下的画面。
图
2.4.4-1 自动生产- 机种切换
点击 输送带操作 键。画面由 手动操作 变为 基板操作 。
图
2.4.4-2 输送带操作
有关输送带操作请参照[ 4 . 2 基板搬送操作]。
注意: